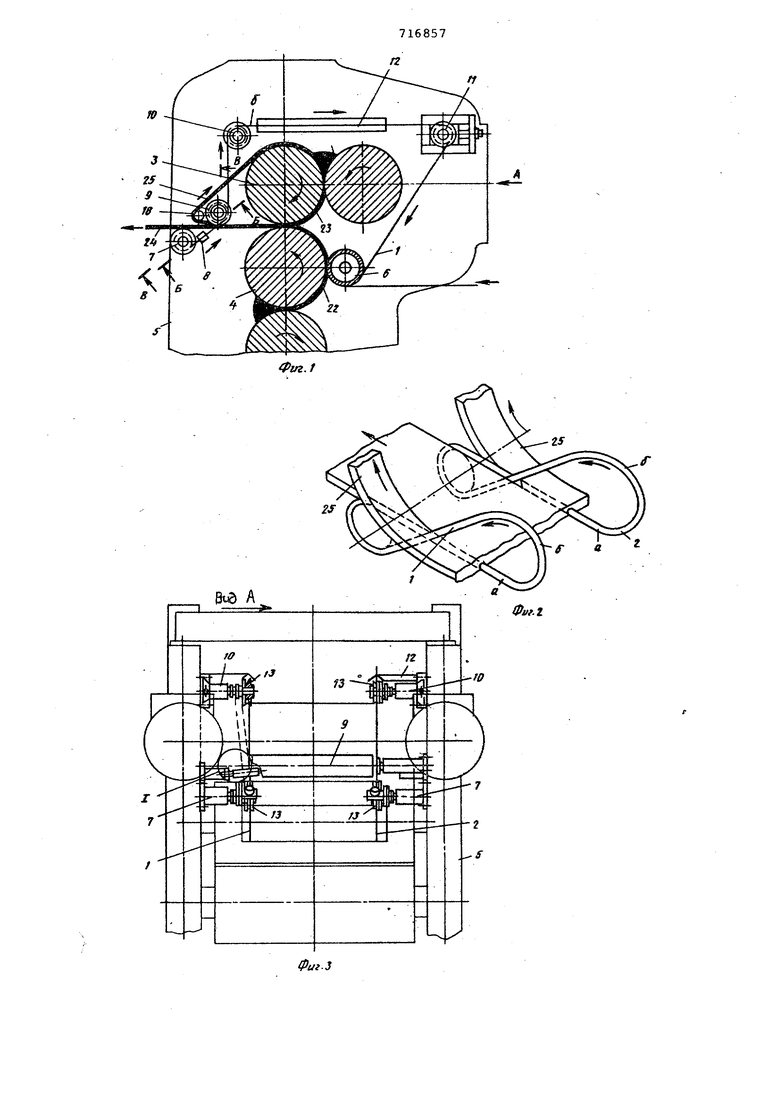
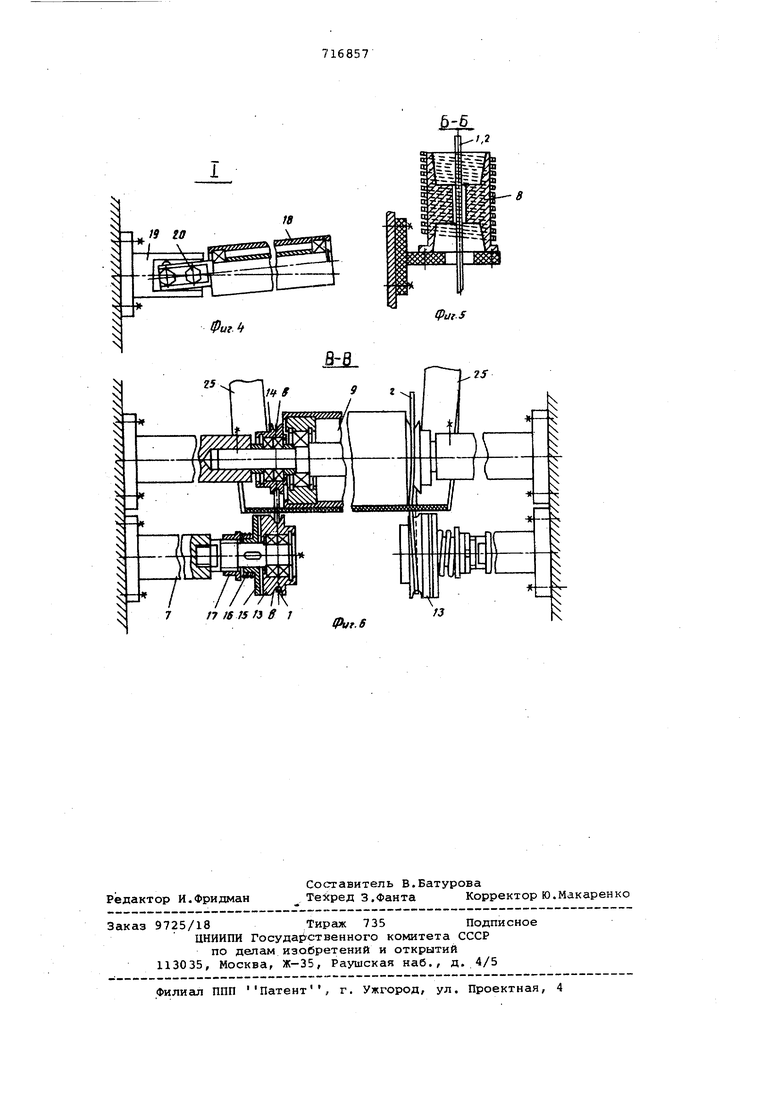
Изобретение относится к оборудованию для изготовления обрезиненного кордного полотна и предназначено для обрезки его кромок при выходе из каландра. Известно устройство для обрезки кромок выходящего из каландра обрезиненного полотна, содержащее режущие органы, закрепленные в кронштей нах, установленных на расположенной параллельно выходным валкам каландра штанге 1. В известном устройстве режущие органы выполнены в виде плоских нож и кронштейны, из-за волнистости боковых кромок обрезиненного полотна, установлены подвижно. Поэтому.- ножи часто тупятся, что приводит к рваной линии реза, и врезаются в нити полотна. Все это обусловливает низкое качество реза. Указанные недостатки устранены в другом известном устройстве для обрезки кромок выходящего из каланд ра обрезиненного полотна, которое содержит режущие органы, выполненны в виде имеющих толщину не менее толщины обрезиненного полотна нитей заправленных в зазор между выходными валками каландра {2 . В известном устройстве один конец каждой нити закреплен на кронштейне, а другой находится в зазоре между выходными валками каландра, поэтому рабочие участки нитей все время находятся в зоне обрезинивания полотна. Вследствие этого происходит налипание резины на нити, что вызывает необходимость остановки каландра для их замены, и, следовательно, обусловливает низкую производительность процесса обрезинивания полотна. Целью настоящего изобретения является повышение производительности процесса обрезинивания. Поставленная цель достигается тем, что устройство снабжено механизмами полировки, выполненнымив виде свободнр вращающихся дисков с профильными канавками на боковой поверхности/ а нити выполнены замкнутыми с перекрещивающимися рабочими ветвямя, взаимодействующими со свободно вращающимися дисками. Профильные канавки последних имеют глубину не менее половины диаметра нити. Нити выполнены обогреваемыми. .Предложенная конструкция устройства обеспечивает очистку нитей в процессе работы, вследствие чего ликвидйруются простои каландра и повьяаается производительность процесса обреэинивания -полотна. На фиг. 1 изображено описываемое устройство для обрезки кромок выходя щего из каландра обрезиненного полотна, на фиг. 2 - схема обрезки кро |мок, на фнг„ 3 - вид А на фиг. 1, на фиг. 4 - узел 1 на фиг. 3, на фиг. 5 - сечение на фиг. 1, на фиг. 6 - сечение В-В на фиг. 1. Устройство содержит режущий орган в виде бесконечных режущих нитей 1 и 2 с перекрещивающимися рабочими ветвями а и б, заправленных в зазор между выходными валками 3 и 4 каландра Бив зазор между валком 4 и шагораспределительным роликом 6. Нити 1 и 2 выполнены из проволоки и имеют толщину полотна. Нижние ветви а нитей 1 и 2 взаимодейств пот с отклоняющими роликами 7, индукционными катушками 8 и, в зоне обрезки кромок, с верхними ветвями б нитей. Верхние ветви б нитей 1 и 2 взаимодействуют с направляюЕ151м роликом. 9, роликами 10, шкивами 11 натяж ных механизмов и опускаются к шагораспределительному ролику б. От забивания резиной во время загрузки каландра верхние ветви предохраняют ся кожухами 12. Для очистки нитей От налипшей резины устройство снабжено полировочными механизмами, выполненными в виде свободиовращаюирхся дисков 13 и 1.4 с профильными канавками в на боковой поверхно ти, причем глубина последних состав ляет не менее половины диаметра нитей 1 и 2. Диски 13 смонтированы на роликах 7 и 10 и выполнены взаим действующими с тормозными диска 1И 1 регулируемыми с помощью пружины 16 и гаек 17. Диски 14 смонтированы на оси направляющего ролика. Для отбора поло резины после обрезки кромок имеются обводные ролики 18, которые смонтированы с возможностью поворота на н который угол относительно оси кронш тейна 19, к которому они прикреплен болтс1ми 20. Работа устройства осуще ствляется следующим образом. Бесконечные режущие нити 1 и 2 подаются вместе с металлокордом 21 через шаг распределительный ролик 6 в зону обрезинивания на каландр 5, где на них Накладывают слои 22 к 23 резины посл4. чего в месте контакта рабочих б нитей 1 и 2 ос ветвей ществляется обрезка кромок по внутренйей стороне бесконечных нитей 1 и 2 и готовое обрезиненное мегаллокордное полотно- 24 продолжает движе ние дальше, а отделенные, от кромок полосы резинь 25 через обводные ролики 18 снова подаются в зазор между валками 3 и 4 каландра. Нити 1 и 2 разворачиваются отклоняющими роликами 7, где они частично полируются за счет проскальзывания в канавках слегка приторможенных дисков 13, пропускаются через индукцисиные катуш1ки 8. Разогретые до температуры 95140 с ветви б нитей подаются навстречу полотну 24, где на пересечении их траектории с нижними ветвями а осуществляется рез. Затем, пройдя диски 14, нити 1 и 2 попадают на ролики 10, где, проходя по канавкам в дисков 13 с проскальзыванием, они полируются уже с другой стороны, и через кожухи 12, и шкивы 11 натяжных механизмов, снова поступают в зазор между выходными валками 3 и 4 каландра. Цикл повторяется. Данное устройство обеспечивает безостановочную работу каландра и хорошее качество обрезки кромок, что позволяет применять механизированную стыковку встык при стыковке заготовок, полученных после раскроя обрезиненного полотна. Формула изобретения 1.Устройство для обрезки кромок выходящего из каландра обрезиненного полотна, содержащее режущие органы, выполненные в виде имеющих толщину не менее толщины обрезиненного полотна нитей, заправленных в зазор между выходными валками каландра, о т л и чаю.щееся тем, что, с целью повЕЛшения производительности процесса обрезинивания, оно снабжено механизмами полировкр, выполненными в виде свободно вращающихся дисков с профильными канавками на боковой поверхности, а нити выполнены замкнутыми с перекрещивающимися рабочими ветвями и взаимодействующими со свободно вращающимися дисками. 2.Устройство ПОП.1, отличающееся тем, что профильные канавки свободно вращающихся дисков выполнены глубиной не менее половины диаметра нити. 3.Устройство non.l, отличающееся тем, что нити выполнены обогреваемыми. Источники.информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №32149, кл. В 29 Н 3/06, 1933. 2.Авторское свидетельство СССР (заявка №2522863/23-05), кл. В 29 Н 9/04, 1977 (прототип).
Ю
25
IPut.6
,г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки кромок выходящего из каландра обрезиненного полотна | 1977 |
|
SU639730A1 |
| Установка для изготовления обрезиненного металлокордного полотна | 1977 |
|
SU758668A1 |
| Способ регулирования процесса обрезинивания корда и устройство для его осуществления | 1990 |
|
SU1757904A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU716858A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU668181A1 |
| Устройство для перемотки нитевид-НОгО МАТЕРиАлА | 1979 |
|
SU848461A1 |
| Способ настройки каландра | 1987 |
|
SU1701563A1 |
| Способ изготовления протекторов покрышек пневматических шин и устройство для его осуществления | 1980 |
|
SU921872A1 |
| Нитераспределительное устройство | 1979 |
|
SU861097A1 |
| Нитераспределительное устройство | 1987 |
|
SU1541067A1 |