Изобретение относится к области измерительной техники и может .применяться для измерения серповидности, ширины и толщины металлических лент в процессе их производства и контроля.
Известное устройство для контроля серповидности металлической ленты содержит две группы базовых роликов, расположенные между ними измерительные ролики и датчик.
Измерительные ролики взаимодействуют с датчиком серповидности, сигнал с которого поступает на измерительный прибор. Однако известный датчик позволяет контролировать только серповидность ленты и не обеспечивает возможности контроля ее толщины и ширины.
Цель изобретения - возможность контроля серновидности, толщины и щирины ленты.
Для этого устройство снабжено дополнительными датчиками толщины и ширины и установленной с возможностью перемещения в направлении, перпендикулярном к направлению перемещения ленты, кареткой, на которой установлены измерительные ролики и датчик толщины, а один из базовых роликов выполнен перемещающимся при изменении ширины ленты и взаимодействует с датчиком ширины; кроме того, датчики выполнены индуктивными.
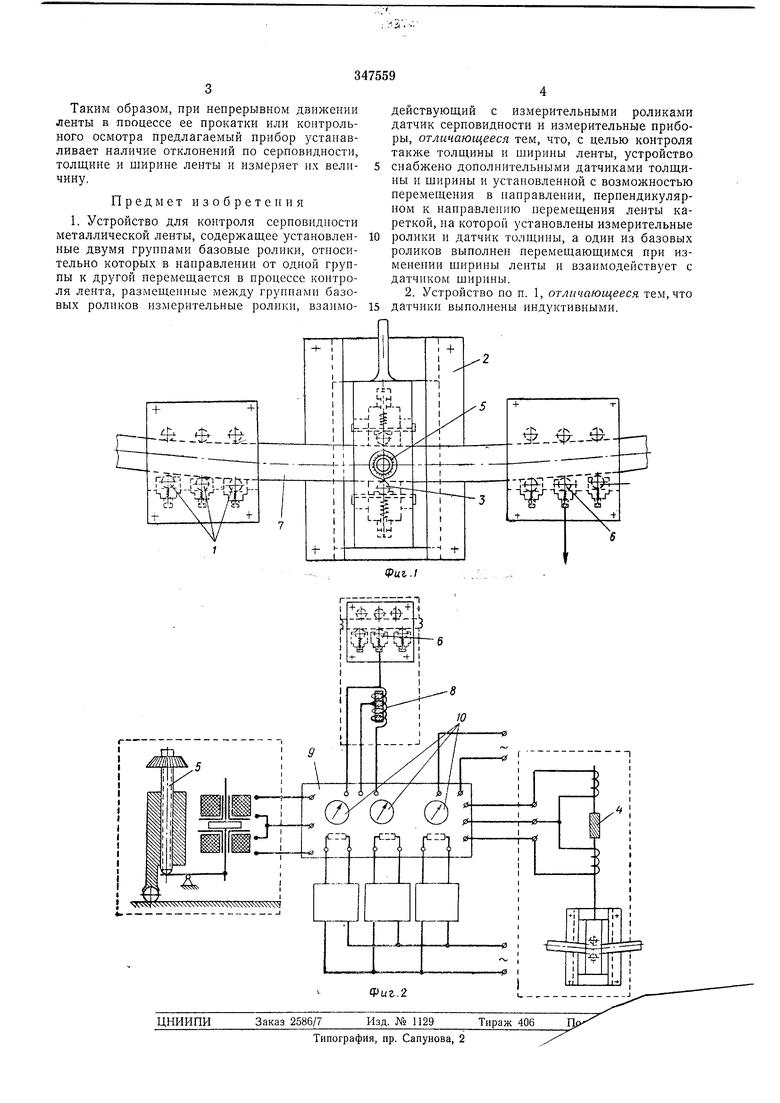
электрическая схема. Устройство содержит две групы базовых роликов /, каретку 2, установленные на каретке измерительные ролики 3, взаимодействующие с датчиком 4 сериовидиости, и датчик 5 толщины. Один из базовых роликов 6 выполиеп перемещающимся при изменении толщины ленты 7 и взаимодействует с 8 ширины. Устройство содержит также блок 9 обработки сигналов и измерительные приборы 10.
Устройство работает следующим образом. Базовые и измерительные ролики настраивают соответственпо ширине контролируемой
ленты. Чувствительный элемент датчика толщины настраивают соответственно номинальной толщине ленты.
При прохождении ленты через базовые ролики и каретку серповидность ленты сдвигает
каретку в сторону на величину отклонения края ленты от базовых роликов. Вместе с кареткой перемещается якорь индуктивного датчика, что приводит к появлению сигнала на выходе последнего.
В случае отклонения толщины ленты от номинальной перемещается якорь датчика толщины, и сигнал с датчика поступает на соответствующий измерительный прибор. Аналогично датчиком ширины фиксируется из.мене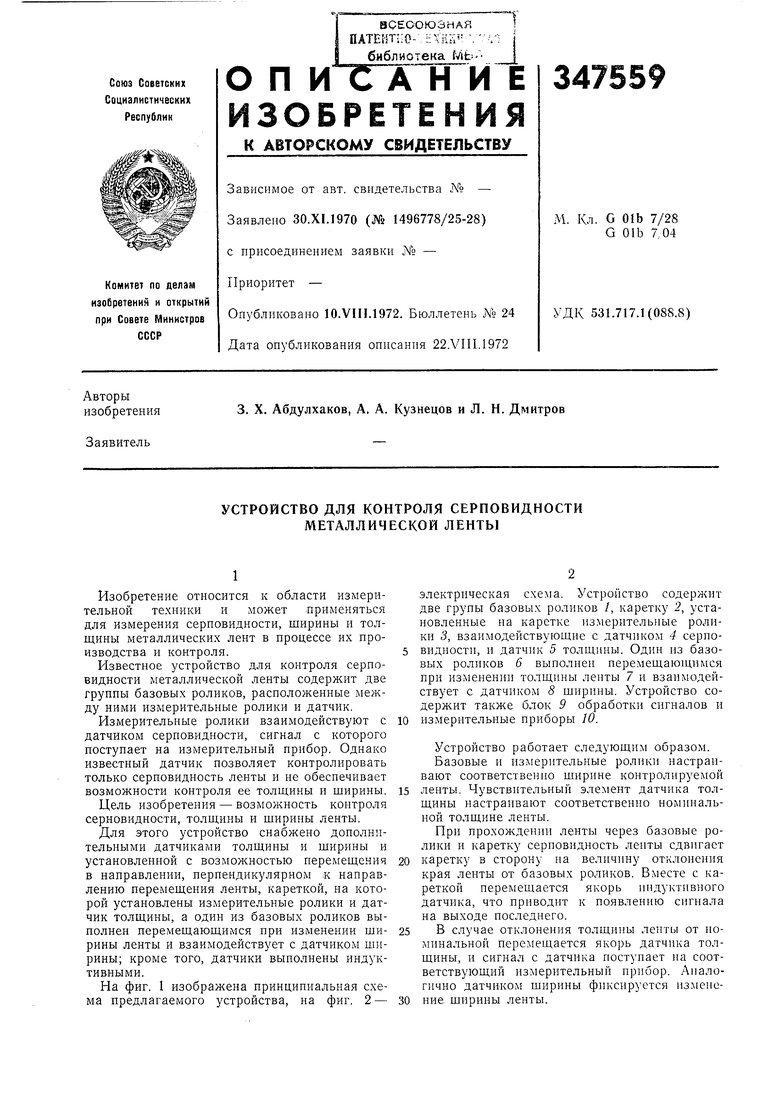
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовые ножницы для резки металлической ленты с продольным полосчатым плакированием | 1972 |
|
SU441115A1 |
| Устройство для контроля радиуса образующей тороидальной поверхности | 1990 |
|
SU1805274A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ ЛЕНТЫ ИЗ НЕМАГНИТНЫХ МАТЕРИАЛОВ | 1972 |
|
SU349875A1 |
| Устройство для контроля углов установкилОпАТОК B АппАРАТАХ ТуРбОМАшиН | 1979 |
|
SU815466A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СВАРНЫХ ЗАГОТОВОКиз рулониой полосы | 1973 |
|
SU367933A1 |
| Устройство для регулирования толщины ленты | 1972 |
|
SU450074A1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| Устройство слежения за положением движущейся ферромагнитной полосы | 1983 |
|
SU1132993A1 |
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ ЧЕТЫРЕХСЛОЙНОГО МЕТАЛЛОФТОРОПЛАСТОВОГО ЛЕНТОЧНОГО МАТЕРИАЛА, ПОРИСТОСТИ ЕГО МЕТАЛЛИЧЕСКОГО КАРКАСА И КОНЦЕНТРАЦИИ ВХОДЯЩИХ В ЧЕТВЕРТЫЙ СЛОЙ КОМПОНЕНТ | 2006 |
|
RU2313065C1 |
| ПРИБОР ДЛЯ КОМПЛЕКСНОГО ОДНОПРОФИЛЬНОГО | 1969 |
|
SU257046A1 |
