2. Стан по п. 1, отличающийся тем, что пружины щупов размещены между пассивными плечами
рычагов на гасстоянии о от оси, связывающей их, определяемом из соотношения «(0,2-0,5) ,


| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для формовки и сварки особотонкостенных труб | 1982 |
|
SU1197755A1 |
| Формующая клеть для сварки особотонкостенных труб | 1983 |
|
SU1152679A1 |
| Устройство для выравнивания стыка кромок перед сваркой особотонкостенных труб | 1980 |
|
SU899195A1 |
| Устройство для направления сварочной головки по стыку | 1981 |
|
SU1022795A1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU935155A1 |
| Прокатная клеть | 1983 |
|
SU1094635A2 |
| Устройство для слежения за стыком при сварке продольного шва свальцованной из ленты трубы | 1979 |
|
SU863270A1 |
| Устройство для формовки особотонкостенных прямошовных труб | 1981 |
|
SU1003955A1 |
| Устройство для формовки и сварки прямошовных особотонкостенных труб | 1981 |
|
SU997896A1 |
| Способ изготовления мерных труб | 1980 |
|
SU935154A1 |
1. СТАН ДЛЯ СВАРКИ ОСОБОТО КОСТЕННЫХ СПИРАЛЬНОШОВНЫХ ТРУБ, содержащий неподвижный корпус, поворо ffo ное ле.нтопротяжное устройство, механизм слежения за стыком со щупами и механизм корректировки углового, положения лентопротяжного устройства и неподвижного корпуса, о т л ичающийся тем, что, с целью повышения качества сварного шва путем повышения чувствительности механизма слежения и снижения усилия воздействия щупов, щупы механизма . слежения выполнены в виде двух подпружиненных дтчуплечих рычагов и смонтированы на общей оси с возможностью совместного и избирательного поворота вокруг нее, при этом длина активного плеча Р и пассивного плеча k. каждого из рычагов связаны соотно-шением I 
t
Изобретение относится к трубосварочному производству и может быть использовано для сварки особотонкостенных труб, которые используются в качестве заготовок для изготовления 1ибких металлорукавов, сильфоно и компенсаторов для предприятий авиационной промышленности, криогенной техники и т.д.
Для формовки особотонкостенных труб характерно применение формующи устройств, работающих по принципу навивки и загибки полосы на гладкую или роликовую оправку.
Качество труб, получаемых спиралной сваркой, во многом, если не в основном, зависит от величины ребровой кривизны (серповидности).
Если серповидность трубы превышает допустимую, то это вызывает большое изменение шага спирали, вследствие чего отклонение по наружному диаметру превышает допустимую.
Дпя получения тонкостенных спиральношовных труб больших диаметров серповидность ленты должна быть в пределах 0,3 - 0,5 мм/пог. м. Из этого следует, что изменение зазора между кромками формуемой лентыг неизбежно. Поэтому станы спиральной сварки труб должны быть оснащены .. механизмами, позволяющими изменять угол спиралиВ небольших пределах во время работы стана для обеспечения постоянного зазора между кромками .
Известно устройство для изготовления спиральношовных труб, содержащее основание, обрезные ножницы, направляющие и боковые ролики для направления ленты, вальцевальный калибр и сварочную головку, которое снабжено рамой, установленной на основании с возможностью поворота относительно обрезных ножниц, а направляющие боковые ролики, вальцевальный калибр и сварочная головка жестко закреплены на указанной раме 1X
Недостатком данного устройства является то, что импульсом для смещения рамы с принадлежащим ей агрегатами является давление самой формемой ленты. В случае сварки трубы из тонкостенной ленты это давление является несоизмеримо малым из-за слабой стойкости ленты, а следовательно, не может быть сигналом для корректирования положения рамы.
Известна также установка для изготовления спиральношовных труб, 5 которая содержит кольцевую роликовую обойму и с1зарочные головки, где с целью улучшения качества труб за счет поддержания постоянного зазора между стыкуемыми кромками ленты
0 путем поворота сваренной части трубы ролики обоймы расположены таким образом, что точки их контакта с трубой лежат Б плоскости, проходящей через точку сварки, выполненную
первой головкой.
Формуемую трубу сваривают изнутри и снаружи. Устройство снабжено иэмерительньоми приспособлениями в виде щупа, измеряющего взаимное расположение кромок ленты, при его отклонении от заданного положения, воздействующего на двигатель, который поворачивает опорную раму вокруг центра тяжести. На раму опирается выходящая из формующего приспособле- ния труба С2 .
Недостатком этого устройства является то, что измерительное устройство в виде щупа не дает объективной информации о размерах зазора
0 при совместном уводе нормально состыкованных кромок вдоль оси трубы, что вполне вероятно при наличии серповидности исходной ленты.
Наиболее бл1:зким к предлагаемому
5 является устройство для контроля
сведения кромок при спиральной сварке труб, содержащее неподвижный корпус, поворотное лентопротяжное устройство, механизм слежения за стыком со щупами и механизм корректировки углового положения лентопротяжного уст Ойства и неподвижного корпуса С 31.
Недостатком этого устройства является то, что оно не дает достаточ5 но объективной информации об истинном положении кромок в данный момент, реагируя на пики И впадины ис}содной ленты, разнесенные относительно друг друга на расстояние, соиэ0 меримое с диаметром трубы, что обус ловлено размещением следящих роликов V разных плоскостях и на расстоянии друг от друга, примерно равном 0,5 диаметра трубы. Кроме того, однознач5 ное перемещение обоих роликов в том
или ином направлении вдоль оси трубы при удовлетворительно состыкованных кромках, за счет сжатия пружина на :штоке создает усилие взаимодействия роликов с кромками, превьлнающее допустимое , которое может деформирова специально подготовленные под сварк тонкостенные кромки. Устройство конструктивно неоправданно сложно, имеет большое число регулировок, а следовательно, сложно и ненадежно в эксплуатации. Кроме того, оно оснащено командным аппаратом контактног типа, которое дает скачкообразные сигналы Да и Нет, установка же на нем индуктивного датчика плавног действия не возможна исходя из конструктивных особенностей.
Цель изобретения - повышение качества сварного шва путем повышения чувствительности механизма слежения и снижения усилия воздействия щупов.
Указанная цель достигается тем, что в стане для сварки особотонко стенных спиральчошовных труб, содержащем неподвижный корпус, поворотное лентопротяжное устройство, механизм слежения за стыком со чдупами и механизм корректировки углового положения лентопротяжного устройств и неподвижного корпуса, щупы механима слежения выполнены в виде двух подпружиненных двуплечих рычагов и смонтированы на общей оси с возможностью совмастного и избирательного поворота вокруг нее, при этом длина активного плеча Е и пассивного плеча L, каждого из рычагов связаны соотношением: (2-2,5)L.
Кроме того, пружины щупов размещены между пассивными плечами рычагов на расстоянии ot от оси, связывающей их, определяемом из соотношения «--(0,2-0,5).
Такое исполнение механизма слежения позволяет повысить его чувствительность за счет разности длины активных и пассивных плеч рычагов, преобразующих текущие изменения зазора между кромками формуемой в трубу ленты соответственно длине плеч в 2 - 2,5 раза, что вполне удовлетворительно с учетом приведенной выше экспериментально установленной серповидности ленты порядка 0,3 - 0,5 .м.
Датчики контактного типа, будучи кроме того, установленными на механизме, подобном описанному в прототипе, дающем информацию о положении кромок один к одному, практически не реагируют на изменение серповидности в указанных пределах, так как азоры в контактах того же порядка. Размещение ощупывающих наконечников активных плеч в зоне, не превышающе диаметра трубы, дает истинную информацию в каждый момент о состоянии зазора, а размещение пружин между пассивными плечами рычагов на расстоянии от оси, равном 0,2 - 0,5 длины активного плеча, соответственно снижает воздействие этих пружин на кромки формуемой ленты, исключая возможности деформации кромок. За счет того, что двуплечие рычаги установлены на общей оси с возможностью
0 их совместного поворота вокруг нее, система из двух рычагов поворачивается без подачи сигнала в том случае , если нормально сформованный стык, перемещается вдоль оси трубы (гуляет) в силу каких-либо известных
5 факторов, кроме серповидности.
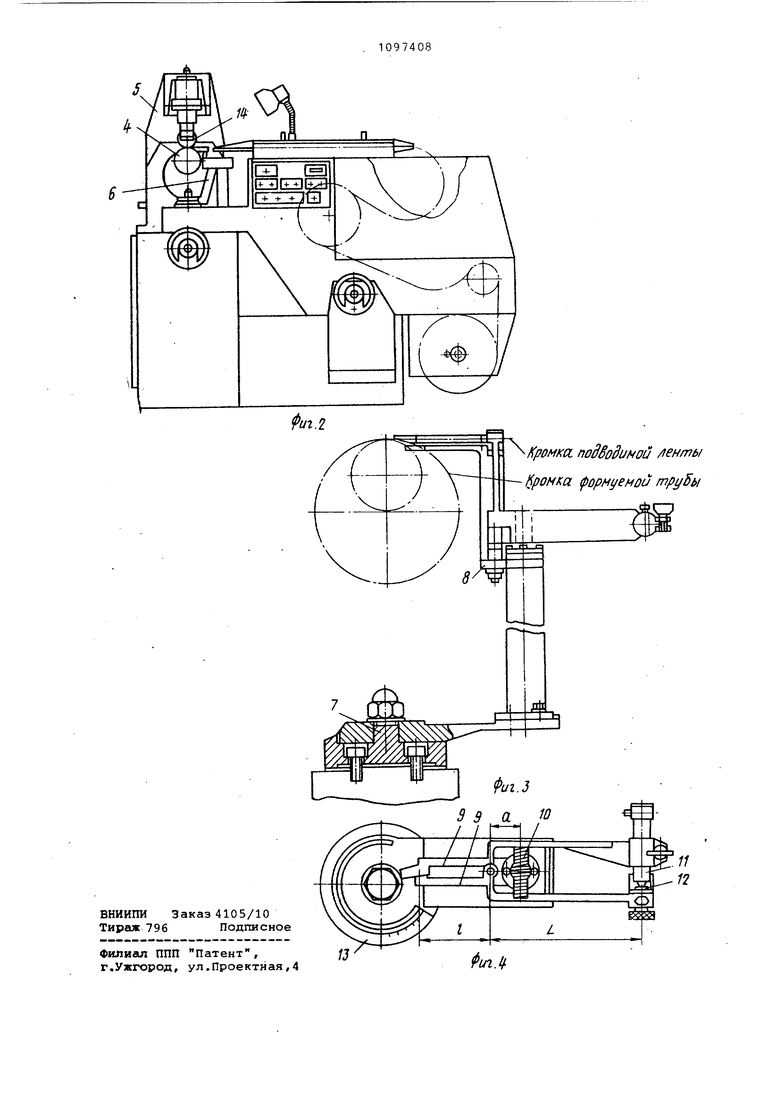
На фиг. 1 приведен стан план , на фиг.2 - то же, фронтальная проекция; фиг. 3 - механизм слежения за стыком, общий вид; на
0 фиг. 4 - то же, вид сверху.
Не.сущим элементом стана является неподвижный корпус 1, на котором поворотно установлено лентоподающее устройство 2. На торце неподвижного
5 корпуса смонтирован привод 3 коррекции углового положения лентоподающего устройства. Формующая оправка 4 консольно установлена на редукторе привода тянущих роликов 5, раз0мещенном на неподвижном корпусе. . . Механизм 6 слежения за кромками формуемой ленты установлен на цилиндрическом выступе 7 неподвижного корпуса с возможностью настройки на номинальное угловое положение путем
5 поворота вокруг этого выступа.Hh корпусе механизма 8 с возможностью совместного и раздельного вращения установлены два двуплечих рычага 9 посредством пружин 10, поджатых к
0 кромкам формируемой трубы и подаваемой на формовку исходной ленты. На .одном из пассивных плеч рычагов установлеь; индуктивный датчик 11, с которым взаимодействует регулируемый
5 кулачок 12 на пассивном плече другого рычага. На фланце цилиндрического выступа 7 выполнен лимб 13 с обозначениями номинальных положений корпуса механизма, соответствующих номи;нальному угловому положению ленто0подающего устройства. Движение формуемой ленты осуществляется тянущими роликами 14.
Стан работает следующим образом.
Исходная лента сматывается с бара5бана при помощи привода лентоподачи и тянущими роликами 14 наматываются на оправку 4. На оправке лента фор.муется в трубу с предварительно заданным диаметром, при этом в точке
0 касания подвижной ленты с оправкой кромка ее сваривается с кромкой уже готовой трубы. Тянущий ролик 14 взаимодействует с формуемой трубой с постоянной скоростью и натягивает
5 ленту на оправку. , , - В результате наличия серповилности исходной ленты при заданном номинальном yijie спирали возникают временные отклонения угла спирали /j X , как следствие этого Бозни;;ает зазор между.кромками, который сугубо отрицательно влияет на качество сварногО шва. Так как указанные отклонения от номинального угла спирали имеют бессистемный характер, т.е. их практически нельзя увязать с диаметром получаемой трубы, то единственным способом компенсировать это явление является оснащение станка механизмом который бы позволял в процессе сварки активно корректировать положение вместе со всем лентоподающим уст ойством. Механизм б слежения установленный в одном из фиксированных положений, соответствующих расчетному углу свертки, активными плечами двуплечих рычагов 9 поджимается к свариваемым кромкам, нижний к кромке подводимой ленты, верхн 1И соответственно к кром «е уже,сформованной трубы(см.фиг.3). В таком состоянии датчик 11 настраивается на нейтральное положение, соответствующее теоретическому углу свертки. Таким образом система оказывается замкнутой при помощи пружин 10с одной стороны через свариваемые кромки, с другой стороны через настроенный на О датчик, это положение соответствует номинальному. При движении ленты через ощупывающие наконечники активных плеч двуплечие рычаги 9 взаимодействуют с участками серповидности и пассивными плечами воздействуют на датчик 11, в случае впадины датчик дает команду приводу корректирования 3 на уменьшение угла навивки, в случае если набегает горб - на увеличение. При восстановлении оптимального зазора датчик 11прекращает подачу сигнала на корректирование углового положения лентЬподающего устройства 2 и некото рое время подача ленты идет в этом положении. Таким образом, команды, подаваемые рычагом 9 на датчик 11, являются знакопеременными, при этом нейтральное положение датчика соответствует теоретическому углу свертки. Неподвижное положение опорной рамы на роликовых опорах которой лежит и входит сваренная труба, придает ей значение точки отсчета, на ней и установлен механизм 6 слежения Использование в предлагаемом станке новых элементов обеспечиавает Е}ысокоточное уплотнение сгыка за счет повышения чувствительности механизма слежения, обусловленной соотношением длин активных и пассивных плеч, преобразующих микроперемещения кромок формуемой в трубу ленты в движения пассивных плеч, достаточные для восприятия датчиком; исключение недопустимых усилий воздействия щупов на специально подготовленные особотонкостенные кромки исходной ленты за счет возможности совместного вращения двуплечих рычагов вокруг их общей оси без воздействия на датчик и прижимные пружины при отклонении нормально состыкованных кромок вдоль оси трубы; получение наиболее объективной информации о состоянии стыка В каждый текущий момент за счет размещения ощупывающих наконечников в зоне, ограниченной размером диаметра трубы. Сигнал, необходимый и достаточный для управления приводом корректирования углового положения, получается при соотношении активных и пассивных плеч рычагов в пределах Е 2 - 2,51. Если длина 6 менее 2L , например 1,9L, информация датчика не всегда объективна, т.е. чрезмерна его чувствительность, которая может дать ложный сигнал от гуляния кромки ленты в вертикальном направлении по причине малой ее толщины и соответственно низкой стойкости. Если длина более 2,51, , например 2,61, датчик не обладает достаточной чувствительностью, т.е. наблюдаются пропуски пиков и впадин серповидности, а датчик не реагирует на них. Анализ данных, полученных при перестановке пружин на пассивных плечах механизма, показывает, что при выпаде размера а из приведенного в предлагаемом материале интервсша 0,2 - 0,5 наблюдается следующее: при ,2t прижим щупов к контролируемым кромкам не достаточно плотный, что влияет на объективность сигналов; при ,5t воздействие щупов на контактирующие с ними кромки недопустимо велико,о чем свидетельствуют деф.ормации кромок,обнаруженные с помощью оптических средств.Деформации кромок отрицательно влияют на формируемый под сварку стык.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
