Предлагаемый станок предназначается для автоматической дуговой сварки поперечных и продольных швов: труб.
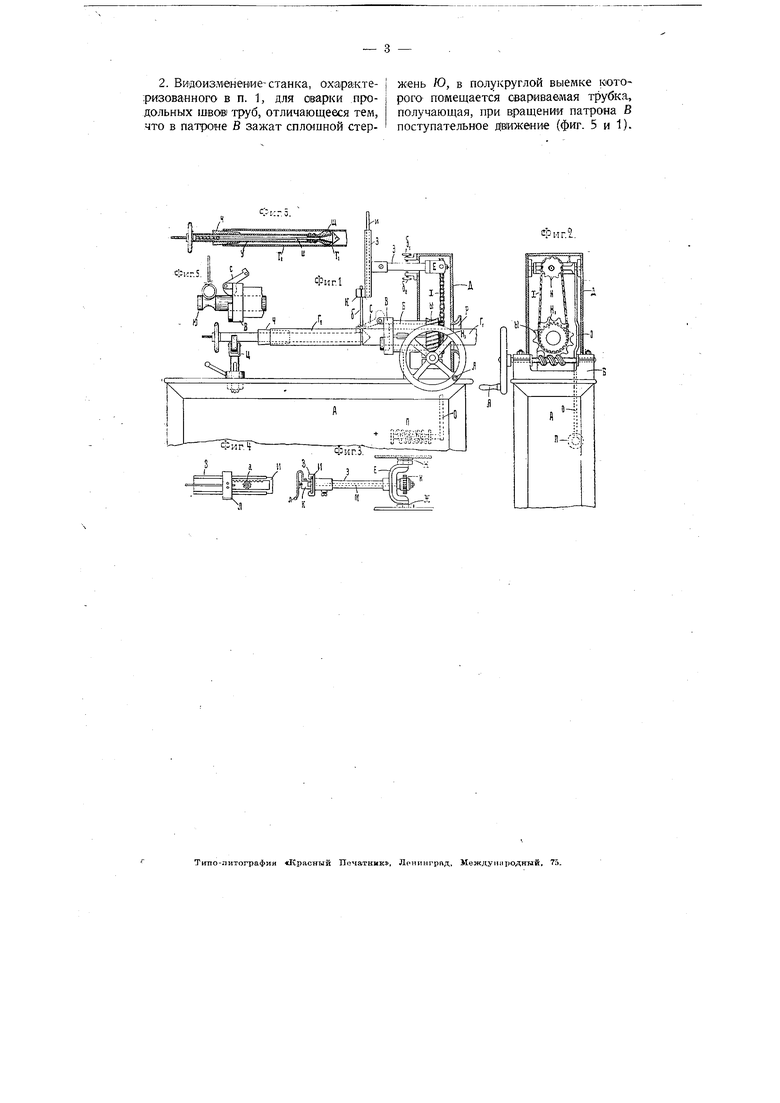
На фиг. 1 сварочный станок изофажен в боковом виде; на фиг. 2 - вид станка сзади; на фиг. 3 - вид в плане электроаодфжателя; на фиг. 4-пере|дВИЙ ВИД элбктрододержателя; на фиг. 5 - приспособление для продольной сварки труб , и фиг. 6 - приспособление для поперечной сварки труб. Станок состоит из стола А (фиг. 1,2), на одном конце которого укреплена неподвижная бабка Б с вращающимся помощью червячной передачи патроном Ы, В, по оси подшипника которого имеется сквозной канал, для прохода свариваемых труб fj, Г.. Патрон В состоит из годовюи, служащей для закрепления свариваемой трубки Гг, стебля для вращения патрона в подшипнике бабки В и зубчатки Ы для червячного
сцепления. На конце патрона, рядом с червячной зубчаткой, насажена зубчатка HI, для передачи посредством цепи X вращения шестеренке Н электрододержатеяя , Э, подвешенного в верхней части колпака Д, закрывающ-его еесь механизм передачи вращения и изолированного от стола А. Электрододфжатель Э состоит из трубки Э (фиг. 1 И1 3), на одном конце которой имеется вилка с двумя цапфами, служащими для подвешивания качающегося на них в гнездах Ж эяектрододержателя. На другом конце трубки Э насажена семная рамка 3 (фиг. 3). в пазу которой помещается поползушка И, имеющая внизу выступ К - для закрепления помощью пружины Л электрода (фиг. 3, 4). Пололзушка И посредине имеет вырез (фиг. 4), в который входит зубчатка о, сцепленная с попоязушкой, имеющей на одной грани выреза зубчатую рейку (фиг. 4). Вну.ри трубки электрЬдодфжателя проходит валик М, на одном конце которого, у развилины Е, насажена изолированная от валика зубчатка Я (фиг. 2 и 3), связанная цепной передачей С зубчаткой HI патрона В (фиг. 2). Для уравновешивания натяжения цепи X центр зубчатки Н находится на линии пересечения осей цапф и валика М. На другом конце валика, у рамки 3, насажена, зубчатка а, связанная с поползушкой И. Вращением патрона В приводат во вращение валик /И электро до держателя Э, который, при помощи зубчатки (L дает возможность опускать или поднимать электрод, зажатый в поползушке И. Одновременно с передвиж.ением электрода, электрододержатель может качаться в гнездах Ж посредством связанного с электрододержателем рычага О (фиг. 1, 2), имеющего на конце якорь, втягиваемый сояеноидол П.
Для поперечной сварки двух куской труб, один кусок Г, через воронку Р в колпаке Д и через отверстие в патроне В выдвигается настолько, чтобы конец трубы приходился против электрода б; величина выдвигаемого конца устанавл:ивается и контролируется автоматически ло,ющью собачки С. качающейся Bi прорезе головки патрона, б (фхг. 1 и 5). При (Вдвигании трубы в патрон В, собачка С поднимается и труба продвигается до упора конца трубы в заплечик собачки, после чего последняя от1сидывается в противоположную сторону, благодаря чему достигается зажим трубы эксцентриковым выступом собачки С в полукольце, закрепленном в выточке головки .патрона. Таким образом, конец трубы одно-временно центрируется, устанавливается на определенной длине против электрода и крепится в патроне. Другой конец трубы Гц опирается на стойку Ц, продвигается в притык к. первой чрубе и поддерживается оправкой Ш (фиг. 6), состоящей из трубюи У, имеющей на одном конце утолщени1е из красной меди Щ, разрезанное вдоль на 4 части, и стержня Ш с конусной -ГОЛОВКОЙ, раздвигающей утолщение Щ нажимом разрезанных частей медной оправки изнутри стыка на стенки свариваемых труб. Для сборки двух труб ;более короткая одевается на оправку Ш и центрируется на ней помощью конической трубки V.
Для сварки в трубах продольных швов, в отверстие шпинделя В вставляется и крепится массивный цилиндр Ю (фиг. 5), в выточке которого помещается свариваемая труба, приобретающая, при вращении шпинделя, поступательное движение, вследствие трения выточки цилиндра Ю о стенки трубы.
Путь тока: (+) маитны, соленоид П, стол А и через патрон В, к свариваемым трубам; затем, через дугу, электрод, электрододержатель Э и колпак Д, соединенный с (-) машины. По установке труб и электрода, сварщик пускает ток и плавно вертит рукояткой Я червяк и колесО Ы, при че.м одновременно вертятся Ява свариваемьк куска тр1б и опускается электрод до касания со свариваемым швом, после чего соленоид, последовательно включенный В цепь дуги, втягивая якорь, прикрепленный к рычагу О, поднимает электрод, образует вольтову дугу, длина которой устанавливается упорами б, б, (фиг. 1), ограничивающими величину кач а1ния электрододфжателя Э. С М1омента образования дуги сварщик непрерывно вертит ,рукоятку Я до сварки всего шва при полном обороте трубы.
ПРЕДМЕТ ПАТЕНТА.
1. Станок для авто.матической дуговой сварки труб, отличающийся примен1внием приводимой во вращение рукояткой Я червячной передачи Ы, служащей Kak для перемещения свариваемого шва при помощи вращения укрепленного в патроне В отрезка свариваемой трубки fi и связанного с ним одравкой Щ другого отрезка Г,, так и для передвижения по мере сгорания штифта б сварочного электрода при помощи цепной переДачи с зубчатка Ми Н и HI, сидящими на проходящем через трубку электрододержателя Э йалике М, и подвижной рейки И, в выступе которой К укреплен электрОД б (фиг. 1 и 3).
2. Видоизменение-станка, охаракте- jж-ень Ю, в полукруглой выемке которизованного в п. 1, для сварки про-роге помещается свариваемая трубка,
дольных ШВОВ1 фуб, отличающееся тем,получающая, при эращении патрона В
что в патроне В зажат сплошной стер-поступательное двшкение (фиг. 5 и 1).