Ilpejjaraeiioe устройство предназнач&но для пршзводства качественной электродуговои сварки труб без участня квалифицированных сварщиков, а также без применения специальных станков п сварочных .га.швок.
С этой целью устройство выполняется Tai;. что оно осуществляет сварку кольце);ых швов лежачим электродом, один конец которога оинрается на обрабатываемую трубу, а другОй закрепляется в зажиме, оннрающвмся )ia стойку. Для неремощения электрода по мере его расплавлення при eняeтcя трос, который прикретгляетоя одHiBi концом к трубе, а другим - к указанному лажиму и наматывается на трубу ирн ее ирашешпг.
В таком, устройстве, для ковтроля места го.рен11я ДУ1Ч1 на окружности шва, может быть нрименено реле, вынолненное в виде ферромагнитной нластины, управляющей контактами. Ферро-магнптная нластица располагается нал кром1;ами стенок флюсоBoii коробки, образующих цолюса элект1Н)магнита, который возбуждается цроходящпм по электроду сварочиым тошм. Напряженяость иоля этого магиита изменяется i зависимости от места горения дуги внутри флюсовой коробки.
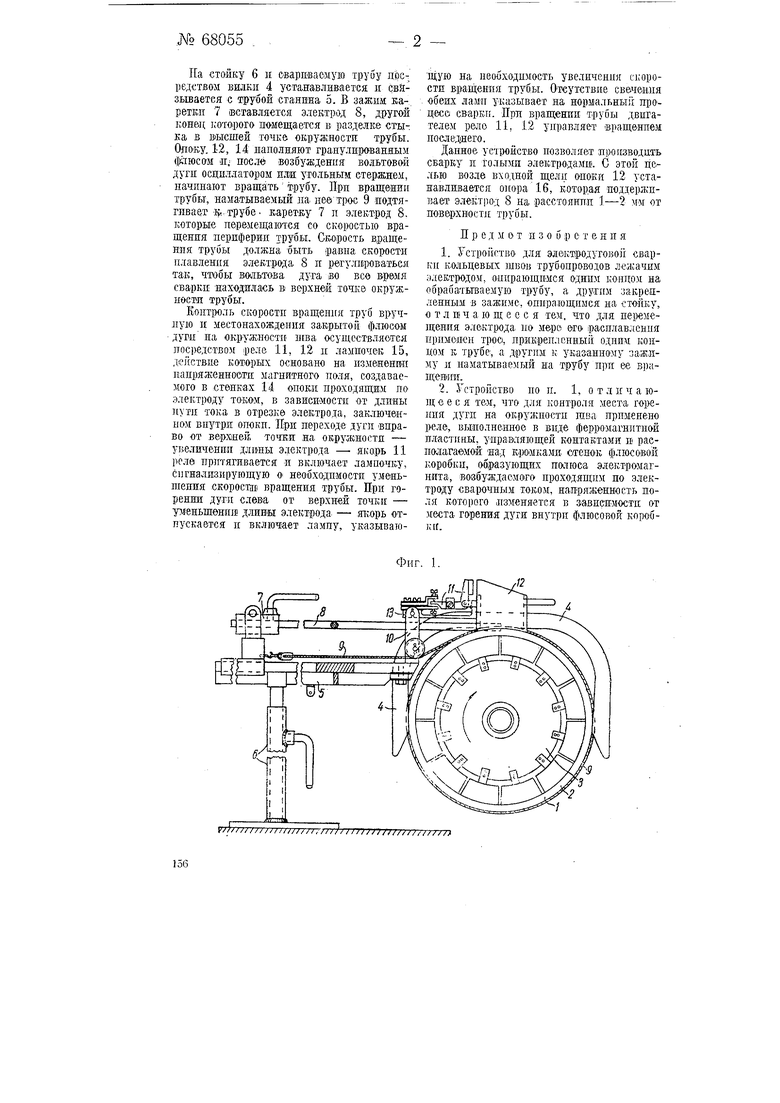
Изложенная сущность изобретения поясняется чертежом, на фиг. 1 п.2 которого изображено предлагаемое устройство в двух проекциях, на фпг. 3 - разрез по флюсовой коробке (опоке) и на фнг. 4 - цринцтгииальная );онструкция реле.
В разделку шва-, соединяющего две трубы 1-1, укладывается конец элек-трода 8, покрыто™ обмазкой пли гранулированным флюсом. Длина этого элект рода равна длине окружности свариваемой Т1рубы. Другой электрода укренляется в зажиме на к-аретже 7, двигающейся ш станине 5, которая одним концом опирается на трубу 1 ц связывается с вей изолированными от станивы вилками 4, а другим концом устанавливается па стойке 6. Каретка 7 связана с трубой. 1 тросом 9, который Крепятся к трубе механически или временно ирихватывается шльт№вой дугой.
На стаиине 5, изо .шрованио от нее,, прикреплена стойка 10, несущая на себе ролик направляющего троса п с.идящую на оси державку 13, к которой прикреплены откидная опока 12, 14, служащая для удержания гранулнрованното флюса, п реле С якорем 11. Стенки 12 оноки, параллельные электроду 9, пзготов.11ены пз мягкой сталич ноперечные стенки 14 опоки - из немагпитиого металла. Роле 11 работает на включение н выключение т-ока в коитрольиые (зелеиую л красную) ламиы 15. В отверстие иод стык свариваемых труб вставляется иодкладка 2 в форме пружииящего 1;ольца.. KOToiwe составлено из сегментов KpacHoii .меди, собранных на .дис ке 3 посредством прулсинящих иластинок. Сварочны ток подводится к трубе 1 и станине 5.
Устройст1 о работает следующим обра15
Па стойку 6 и овариваомую трубу цёсред€твом вилки 4 устанавливается к связывается с трубой станина о. В зажим ка-, реткп 7 (вставляется электрод 8, другой конец которото иомещается в разделке стыка, в висшей точке окружности трубы. Опоку. 12, 14 иаполияют граиулированяыз (1ЙЮСОМ И, носле возбуждения вольтовой дуги осциллатором или угольным стержнем, начинают вращать трубу. При вращеаии трубы, наматываемый па. не трос 9 иодтягнвает к, трубе, каретку 7 и .электрод 8. которые иеремещаются со скоростью вращення иернферии трубы. Скорость вращения трубы должна быть равна скорости плавления электрода 8 и регулироваться так, чтобы вольтова дуга во все время сварки находилась в верхней точке окружное™ трубы.
Контроль скорости вращения труб вручную н местонахождения закрытой флюсом дугн иа ОКРУЖНОСТИ нгаа осуществляется яосредством ipeae 11, 12 и ламиочек 15, /кчгстшю которых основано иа изменении наиряженноотЕ магнитного ноля, создаваемого в стенках 14 онокн ироходящим ио электроду токОМ, в зависимости от д.тины иутн тока в отрезке электрода, заключенном внутри оноки. При переходе дуги -вираво от BeipxiHeif, точки на окружности - увеличении длины электрода - якорь 11 реле нртгтягивается и включает лампочку, сигнализирующую о- необходимости уменьшения скорости вращения трубы. При горении дуги слева от верхней точки - у геньшенин длины электрода - шсорь отпускается н включает лампу, указываюи)1;ую на. необходимость увеличеиия скорости в:раи ;ения трубы. Отсутствие св&чення , обеих ламп указывает на нормальньп процесо сварки. При вращении трубы двигателем рело 11, 12 уиравляет вращением иоследнето.
Данное устройство нозволяет п.м изводить сварку и Голыми электро.дами|. С этой целью возле входной щели о-иоки 12 устанавливается опора 16, которая поддерживает электро.д 8 на расстоянии 1-2 ММ от новархности трубы.
П р е д м о т и 3 о б р с т е н и я
1.YcTpoiicTBO для элект1родугово)1 сварки кольневых )ивов трубопроводов лежачим электродом, опирающимся одним конпом на обрабатьгваемую трубу, а другим закредленным в зажиме, опирающимся на стоику, о т л Н чающееся тем, что для иеремещеиия элект1К)да ио мере е-го расплавления примоиен трос, прикрепленный одним концом к трубе, а другим к указаиному зажл5(у и иаматывае ый на трубу иртс ее В1)ащешга.
2.Устройство ио п. 1, отличающееся тем, что для контроля места горепия дуги на окружности гава ирименено реле, вынолне-нное в виде ферро агнптиой иластины, управляющей контактами н расиолагаемой над кромками стенок флюсовой коробки, об|разующих полюса электромагнита, во.збуждасмого нроходяииш но электроду сварочным током, напряженность ноля которого |НЗ геияетея в завнсгогостн от места горения дуги внутри флюсовой коробKlf.

Фиг. 2.
Фиг. 4.
