Известна нресс-форма к устройству для формования и вулканизации кольцевых резиновых изделий по авт. св. № 195088, содержащая кольцевой шаблон, запорные кольца и внутренние и наружные обогреваемые секторы, радиально перемещаемые механизмами опрессовки. При фор.мовании и вулканизации в такой иресс-форме изделий, армированных нерастяжимыми нитями, из-за перетекания резины происходит деформация армирующих нитей и изменение их расположения в изделии, что снижает качество изделия.
Целью изобретения является устранение указанного недостатка.
Для достижения поставленной цели прессформа снабжена расположенными вдоль образующей наружной поверхности щаблона радиальными пластинками, образующими своими- свободными концами упор для армирующих нитей.
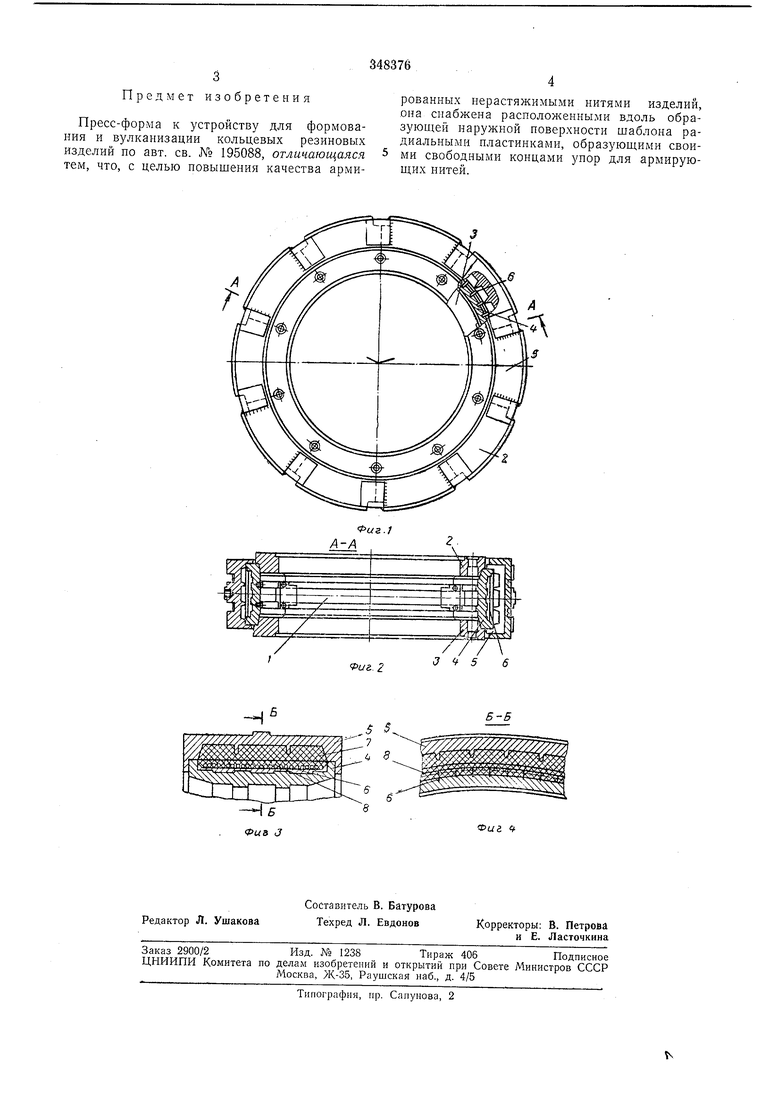
На фиг. 1 изображена предлагаемая прессформа в плане, на фиг. 2 - разрез ио Л-А на фиг. 1, на фиг. 3 - пресс-форма с отформованным изделием, на фиг. 4-разрез но Б-Б на фиг. 3.
Предлагаемая пресс-форма содержит кольцевой щаблон /, запорные центрирующие кольца 2 и 5, внутренние 4 и наружные -5 обогреваемые сектора, радиально перемещаемые механизмами опрессовки заготовки. На
наружной поверхности щаблона вдоль ее образующей расположены радиальные пластинки 6, образующие своими свободными концами уиор для армирующих иитей. Пластинки 6 могут быть изготовлены щтамиованием и закреилены на щаблоие в пазах с последующей зачеканкой, либо отлиты вместе с секторами 4. Расстояние между пластииками зависит от размеров изделия и материала армирующих нитей.
Оиисание работы пресс-формы дано на примере использования ее для изготовления съемных протекторных колец.
Сырая заготовка протектора 7 с армирующими нерастяжимыми нитями 8 корда накладывается на щаблон / и осуществляется радиальное перемещение секторов пресс-формы. При раздвижении внутренних секторов 4 нити корда от смещения но щирине щаблона фиксируются боковыми скосами секторов, а от радиального смещения - свободными концами пластинок 6. При радиальном перемещении наружных секторов 5 осуществляется формование рисунка протектора и его внутренней посадочной поверхности путем продавливания обкладочной резины заготовки между нитями 8. Далее осуществляется вулканизация.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1975 |
|
SU534368A1 |
| ВСЕСОЮЗНАЯ iu^ffMtm.irv,4i>&'r-,,,JJl-..il,J ih ,4j^jl>&БИБЛИОТЕКА | 1972 |
|
SU340558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2839445C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| ВУЛКАНИЗАТОР ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ | 1965 |
|
SU169239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2837096C1 |
| Способ изготовления диафрагмы для сборки покрышек пневматических шин | 1991 |
|
SU1776235A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |