Изобретение относится к производству пневматических шин и предназначено для изготовления их покрышек.
Цель изобретения - повышение качества покрышек.
На фиг. 1-6 изображены последовательные стадии изготовления покрышек предлагаемым способом.
Предлагаемый способ изготовления покрышек пневматических шин может быть осуществлен следующим образом.
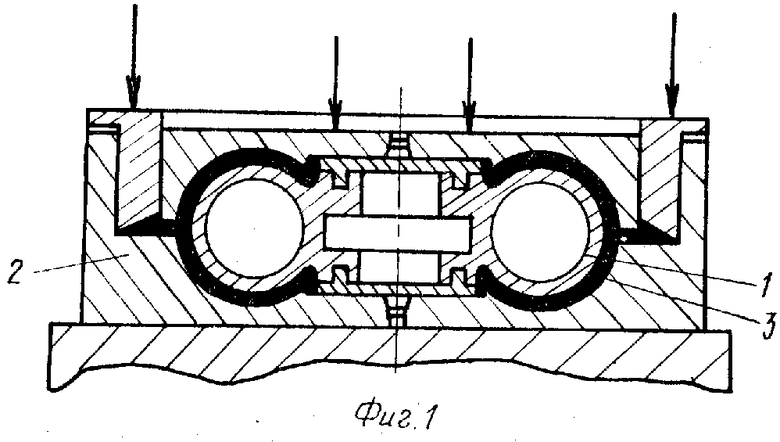
На секторный дорн 1 наносят тонкий слой теплостойкой смазки и помещают его в литьевую пресс-форму 2 (см. фиг.1). В последней методом литьевого прессования формируют из эластомера внутренний корпус 3 каркаса покрышки.
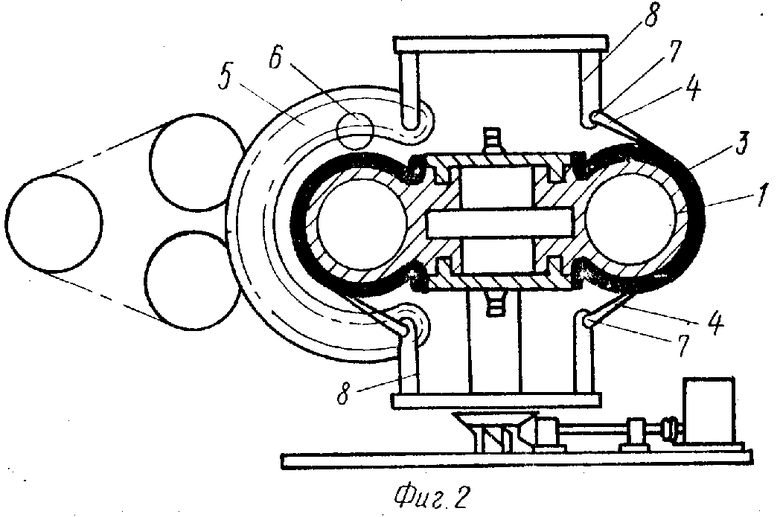
Затем дорн 1 с внутренним корпусом 3 каркаса устанавливают на станок (см. фиг.2) для навивки меридионального каркаса их нитей или металлокорда 4 с помощью механизма 5 для навивки. Металлокорд 4 подается с катушек 6, перемещающихся по эквидистантной профилю покрышки траектории с обвивкой бортовых колец 7. После навивки каркаса с помощью механизмов 8 бортовые кольца 7 с кордом 4 перемещают в основание бортов внутреннего корпуса 3 каркаса, а затем дорн 1 передают на стол 9 установки для наложения наружного корпуса (см.фиг.4).
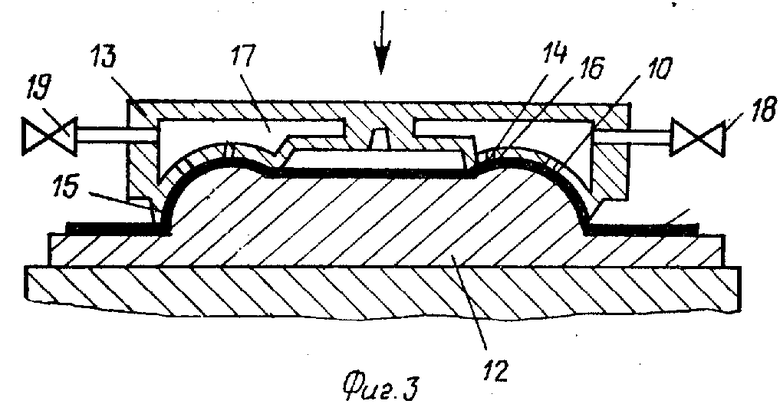
Наружный корпус выполняют в виде двух частей 10, размеры и конфигурация которых соответствуют половине профиля каркаса 11 покрышки на стадии наложения силового слоя. Части 10 формируют из сырой листовой заготовки на матрице 12 с помощью пуансона 13 (см.фиг.3), имеющего на формующей поверхности кольцевые ножи 14 и 15 и перфорацию 16, связанную с полостью 17, имеющей средства 18 для подсоединения к вакуумной линии и средства 19 для подсоединения к источнику сжатого воздуха. Отформованная часть 10 удерживается на формующей поверхности пуансона 13 благодаря созданию вакуума в его полости 17, переносится им на заготовку для наложения наружного корпуса и с усилием прижимается к находящемуся на дорне 1 внутреннему корпусу 3 (см. фиг. 4). В полость 17 пуансона 13 подается сжатый воздух, которым часть 10 отделяется от рабочей поверхности пуансона. Дорн 1 поворачивают на 180о и накладывают на внутренний корпус 3 каркаса вторую часть 10, отформованную аналогично первой с образованием наружного корпуса. Сборка каркаса 11 завершается. Дорн 1 с собранным каркасом 11 переносят в устройство 20, где с помощью раскладчика 21 производят навивку на каркас 11 брекера с заданным шагом из нитей или металла корда 22 при вращении дорна 1 механизмом 23. Угол наложения корда 22 регулируют путем наклона опоры 24. На этом же устройстве 20 на брекерном поясе образуют эластичную подушку намоткой ленты 25 из сырого эластомерного материала. После этого дорн 1 передают на позицию наложения протектора (см.фиг.6).
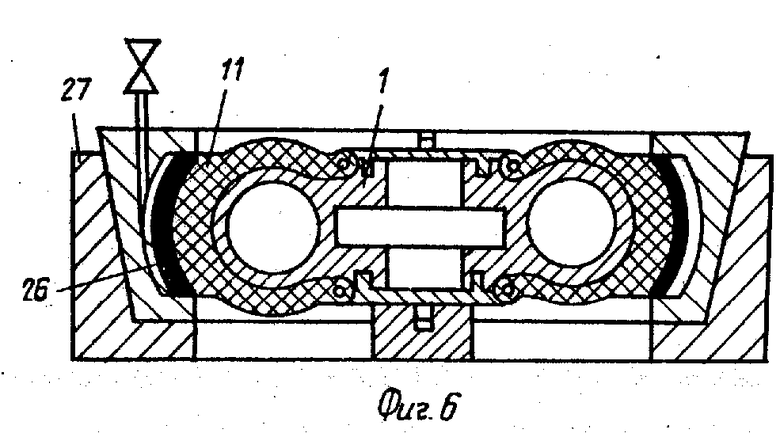
Протектор 26 формуют в виде кольца методом литья под давлением в секторной форме 27. После этого форму 27 устанавливают концентрично дорну 1 с каркасом (см. фиг. 6) 11 и с помощью сжатого воздуха протектор 26 припрессовывается в беговой части каркаса 11.
Затем дорн 1 с приготовленной заготовкой покрышки устанавливают в пресс-форму и производят вулканизацию. После вулканизации дорн 1 извлекают из готовой покрышки, а последнюю передают на заключительные операции.
Предложенный способ обеспечивает получение высококачественных покрышек из высоковязких эластомерных композиций, какими являются обычные резины, комбинированным трансферно-компрессионым методом. При этом сохраняется возможность максимальной механизации и автоматизации большинства технологических операций, обеспечивается возможность получения прецезионных покрышек при минимальном количестве необратимых отходов материалов и низкой стоимости.
При соединении и опрессовке невулканизированных слоев и последующей однократной вулканизацией собранной покрышки обеспечивается ее высокая монолитность и высокие прочностные и эксплуатационные характеристики.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
SU1824793A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1811115A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Способ изготовления диафрагмы для сборки покрышек пневматических шин | 1991 |
|
SU1776235A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1536677A1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2809312C1 |
| Способ восстановления пневматических шин | 1985 |
|
SU1289698A1 |

Изобретение относится к производству пневматических шин и предназначено для изготовления их покрышек. Цель изобретения - повышение качества покрышек. Для этого наружный корпус канала покрышки выполняют в виде двух частей 10, размеры и конфигурация которых соответствует половине профиля каркаса покрышки на стадии наложения армирующих нитей, наружный корпус образуют путем предварительного изготовления его частей формированием из листового сырого материала и последующей установки их на внутренний корпус 3 каркаса. Формование частей 10 и установку их на внутренний корпус 3 каркаса осуществляют с использованием пуансона 13. Пуансон 13 имеет перфорированную рабочую поверхность, связанную с полостью 17, снабженной средствами для создания вакуума и подачи сжатого воздуха. По границам рабочей поверхности пуансона расположены кольцевые ножи 15. 1 з.п. ф-лы, 6 ил.
| Способ изготовления покрышек пневматических шин | 1979 |
|
SU906353A3 |
| Солесос | 1922 |
|
SU29A1 |
