Из,вестаы устанавки для .получения j toMoволоина из сиитетичеоких полимеров, содержащ.ие .последовательно установленные плавильно-форлгавОЧНую машину, охлаждающую ватгу, прноно|Собле 1ие для вьиягиваапгя с нагревателем и намоточную ма Ш1ин|у.
К недостаикам известных )ста1навок .следует отнести то, что оин не позволяют нолучить моноволокно с высокой прочностью Н дают большо.е количество отходов. Проч1НО|Сть нз.вест1ных синтетических моно.волШ он HHG«их номеров .не Превышает 40-60 кг/мм-.
На предлагаемой установке сни:ж1ается количество ОТХО.ДОВ и но.вьт1шает;ся качество атолучаемопо волокна., например, прочность новышается до 70-100 кг/мм. Это достигается за счет того, что OiHa имеет раоноложенную .после охлаж.дающ-ей ванны емкость с .замасЛ Н1вателем и пакапл.ивающее устройство, см,о,птирова1Ш ое в 1ней.
Нагрева.тель приспособления для вытя.ги,вания вы.полне в ви.де градиантното утюг.а.
В качестве на:каоливающего устро.йства Применено уст ройстно но авт. св. № 200713.
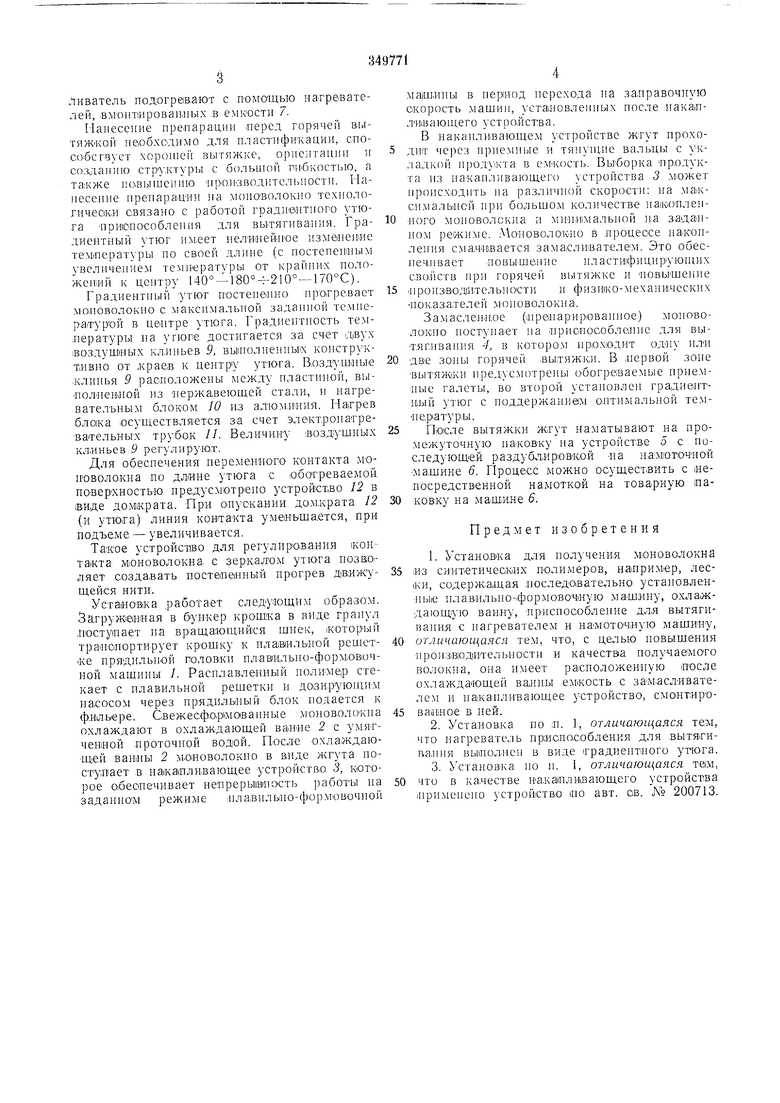
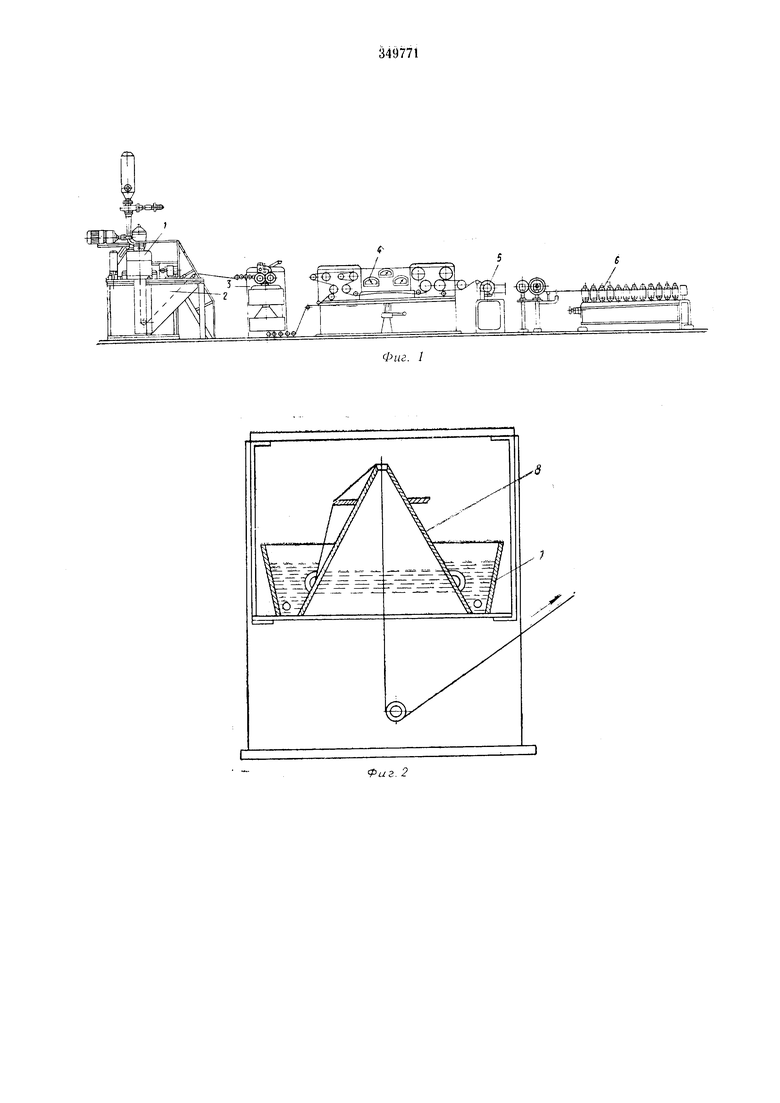
На фиг. 1 представлена предлагаемая установка, обш.нй вид; на фиг. 2 - накапливающее устройст;во с ем.костью для заамасливаНИя; на фиг. 3 - градиентный утюг ириспособления для вытягивания.
Установка состо1 Т из плавиль№о-фор.мо.бочной машниН) / (лряднльной головки с по.ддавлнвающнм шнеком или экструдера), охлаж.laioiiicfi ва.нны 2, наканлавающего Лстройства 3, н ононособлення для вытяги1вання 4, устpoiicTiea для намоткн 5 моноволокша, в жгуте ла пр.омежд-точиую парковку с последующей раздублнров кой на товарную паков.ку на намоточной машине 6.
В качестве нла1внльно-форм.ов0чной / иснольз)ют нряднльные головки или экструдеры звестной конструкции, обеоиечива:ющне .минимальное время пребывания иоЛИмера в расплавленном состоянин.
Охлаждающая ва1гна 2 вы1нолнона в виде емкости с нанравляюишши рол.иками, заполненной охлаждающим (о;бычпо умягченной водой).
Предусмотр.ено минимальное время пребывания в охла.ждаюн1ей ванне 2, когда охлаждение мо1новолакна осуп ествляют в поверхностном слое. По выходе из ванны моновоЛОК1НО за счет внутренней тепловой энергии
частич но освобождается от влаги. В установке иопользуют наканлввающее устройство 3 но авт. св. 200713. В накапливающем устройств-е предусмотрена емкость 7 для нанесения замаслНВателя на волокно, улол €нное
ливатель подогревают с помощью нагревателен, вмонтированных в емкости 7.
Манесеиие нрепарации леред горячей вытяжкой необходимо для нластификации, снособсгзует xopouieii вытяжке, opne;iTaiuni и созданию стру,ктур1 1 с больиюн гибкостью, а та;кже повьинепню ир-он-зводительности. Иапесенне претгараини на моиовологаю технологически связано с работой градие}1тного утюга нри1оно€облен11я для вытягнва:ния. Градиентны.й утюг им.еет нелииейиое изманешие тем1нературы но своей длине (с постенениым увеличением теми ературы от крайнНХ ноложеиий к центру 140° -180°- -210° -170°С).
Градиентный утюг ггостенонио иро-гре.вает монюволокио с максимальной заданной темнеРатурой в центре утюга. Градие1ггность темлературы на угюпе достигается за счет двух воздушных кл.иньев 9, вьинолиениьгх конструктивно от .краев к центру утюга. В.оздуш.ные клинья 9 раелоложены между нластнцой, вы-нолнешюй нз нержавеющей стали, н нагревательным блоком 10 И.З алтом.иния. Нагрев блока юсуцлествляется за счет эле-ктронагревательных трубок //. Величину 1воздушиых кл.иньев 9 регулиру:Ю,т.
Для обесценения иеремешиого контакта МОиоволокиа по длине утюга с обогреваемой поверхностью иредусмютреио устройство 12 в 1В.иде домкрата. При оиуска,нни домкрата 12 (.и утюга) линия контакта уменъша.ется, цри подъеме - увеличивается.
Та-кое устройст1Бо для регулиро.ваиня IKOHтакта моноволокна с зеркалом утюга иозао ляет создавать ностеяенный ирогрев движущейся нити.
Устаиовка работает следующим образом. 5агруж1аниая в бункер кротка в виде гранул поступает иа вращающийся шнек, «оторый трашоиортирует крошку к нлагаильиой реигетКе ирядилыюй ПОЛОВ1КИ нлaвlИлыIo-фopмoiBoчной машины 1. Раснлавленный иолиме,р стекает с илавильной решетки и Д0|3и.руюи1им насосом через ирядильный блок нодается к фтиьере. Свежесф.о.р1моваицые моноволокна охлаждают в охлаждающей ва.н«е 2 с умягченной проточной водой. После охлаждающей ванны 2 м.оноволокно в в,иде жгута иостунает .в накапливающее устройство 3, которое 01беонечивает иепрерьив ность )аботы иа задаииом режиме Нлавильно-фо})М|Овочной
мащ.ины в иериод исрсхода на залравочиую скорость мащин, уста1новле11иых иосле наканлИ1ваю1цего устро.йства.
В накаиливающем устройстве жтут лроходит через ириемиые и тяцуигие вальцы с укладкой нроду1кта в емкость. Выборка нродукта из наканливающегс) устройства 3 М10жет ироисходить на разлнчной скорости; на ма1Ксимальной ири большом количестве 1га.кюнленного моноволокиа и миц.и мальиой )ia заданном режиме. Моцоволокио в ироцессе наконлеиия смачивается замасливателем. Это обеснечивает ловыщеиие иластифицируюиигх cBofiCTB при горячей вытяжке и новыщеиие
производительности и физико-механических ноказателей м-оноволокна.
Замасленное (нренарнроваииое) моиоволокно ностуиает на нрионособление для вытягивания 4, в котором ИрОХОДИТ ОД)1у ИЛН
две зоны горячей вытяжки. В первой зоне ВЫТЯЖ1КИ нредусмотреиы обогреваемые нриемиые галеты, во второ.й установлен градивнтИ.ЫЙ утюг с ноддержаиивм оити.мальной темнературы.
После вытяжки жгут наматывают на иромежуточную иа ковку на устройстве 5 с последующей раздубл.ировкой на намоточ-ной Ма.щине 6. Процесс можно осуществить с непосредственной намоткой на товарную паковку на машине 6.
Предмет изобретения
1.Устано.Бка для иолучеиия люиоволокна из сиитетичеоких нолимеров, например, лески, содержащая последовательно установлениые нлаВ|Ильио-.фордгоВОЧ|Иую .ину, охлаждающую ванну, ирисиособление для вытягивания е нагревателем и на моточную мащину,
отличающаяся тем, что, с целью новышения ироизводительности и качества получаемого волокна, она имеет расиоложенную после охлажда ющей ва.ины емкость е за:м.асЛИвателем и накапливающее устройство, смонтировайы-юе в ней.
2.Установка но н. 1, отличающаяся тем, что нагреватель пр;иоио.соблеиия для вытягивания вьпиолиен в виде градиентного упога.
3.Устаиовка но н. 1, отличающаяся там, что в ка.честве иа.каилшвающего устройства
1нримеиено устройство ио авт. ов. Лэ 200713.
А.,,
НШгаЗШж
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИАМИДОВСПЕСОИгИАЯо n.\TL-HTHI--«T:;:;;;i4EG:yiii;:0A!.;OYEKA | 1965 |
|
SU173929A1 |
| СПОСОБ ПРОИЗВОДСТВА ЩЕТОЧНЫХ БРИКЕТОЕ ИЗ ТЕРМОПЛАСТИЧНОГО МОНОВОЛОКНА | 1972 |
|
SU327923A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИАМИДОВ | 1964 |
|
SU166488A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫТЯЖКИ ПОЛИАМИДНЫХ МОНОВОЛОКОН | 1971 |
|
SU294875A1 |
| СПОСОБ ОБРАБОТКИ ШТАПЕЛЬНОГО ВОЛОКНА В РЕЗАНОМ ВИДЕ | 1969 |
|
SU255475A1 |
| УСТРОЙСТВО для МОКРОЙ ОБРАБОТКИ ТЕКСТИЛЬНОГО | 1972 |
|
SU336051A1 |
| ПРЯДИЛЬНАЯ ОДНОЭТАЖНАЯ Л\АШИНА | 1963 |
|
SU152940A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВИСКОЗПОГО ВОЛОКНА | 1973 |
|
SU374393A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ПОДМОТА | 1966 |
|
SU187566A1 |
| УСТРОЙСТВО для ПРОПИТКИ НЕПРЕРЫВНОГО СТЕКЛОВОЛОКНИСТОГО МАТЕРИАЛА | 1972 |
|
SU355270A1 |
70
