Изо|бретение относится к Области изготовления листовото стекла ма поверхности расллавленлого .металла.
Известен способ изтотовления листового стекла на пюве рх/ности расплавленного металла с отбором после днего в одной из зон ваняы и вводом в другую.
Цель изо-бретения - выравнивание температуры по .зонам ваниы.
Достигается это тем, что отобранный металл перед Вводом в ванну пропускают по поперечным каналам в ее поду.
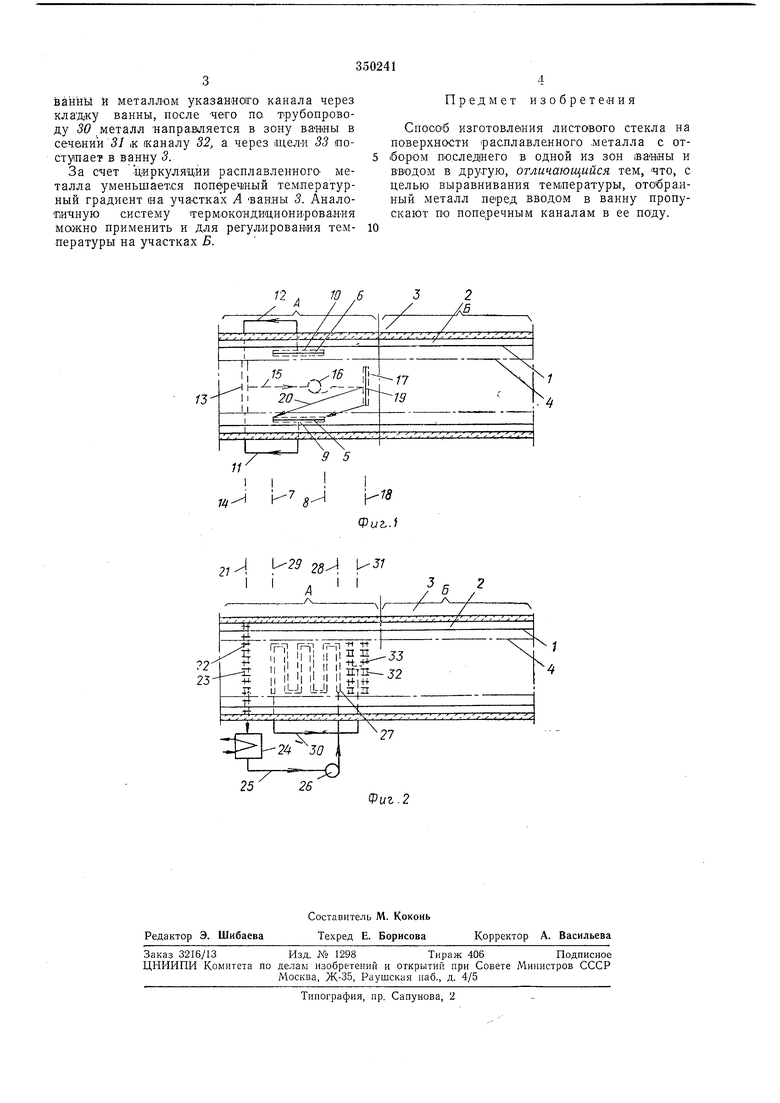
На фиг. 1 и 2 представлены два варианта участков ванны, где происходит циркуляция расплавленного металла, .план.
По мере продвижения ленты стекла 1 по поверхности .расплавленного металла 2 из определенных зон ванны 3, например, .боковых зон, где температура последнего ниже, че.м в центральной зоне, разделенной от боковых мнимым-и вертикальными плоскостями 4, .постоянно отбирают расплавленный металл. Расплавленный металл поступает через щели 5 -л 6, ограниченные по длине ванны 3 линиями 7 и 5, в «аналы 9 и 10. Затем по наружным трубопроводам 11 и 12 металл поступает в иоперечньш канал 13, выполненный в поду ванны 3 и .по длине соответствующий шй.рине центральной зоны.
Через кладку ванны происходит теплообмен между расплавленным металлом ванны .и металлом, поступившилг .в канал 13, в результате чего температура последнего повыщается, а расплавленного металла 2 в центральной зоне ванны в сечении 14 понижается. По наружному трубопроводу 15 насосом 16 нагретый металл перегоняется в канал 17, где вследствие теплообмена уменьщается тем.пераТура центральной зоны ванны в сечении 18. Из канала 17 через щель 19 металл непрерывно .поступает в ванну 3.
Описанная непрерывная циркуля ция расплавлен.ного металла 2 в (ванне вызывает потоки, направленные от щел-и 19 ;к щелям 5 oi 6 и обозначенные стрелками 20.
Б варианте осуществления способа, представленном на фиг. 2, расплавленный металл .изымается в сечении 21 ванны через щели 22
и поступает в поперечный .канал 23. Из канала 23 металл направляется в охладительное или нагревательное устройство 24 и по трубопроводу 25 насосом 26 перегоняется в поперечные каналы 27, выполненные IB поду
ванны 3 и соединенные продольными каналами в зигзагообразную линию. В этоМ зигзагообразном «анале, ограниченном по длине ванны сечениями 28 и 29, происходит теплообмен между расплавленным металлом
ванны и металлом указаниого канала через кладку ванны, пОСле чего по, трубопроводу 30 металл -напра-вляется в зону ваины в сечении 5/ к. (каналу 32, а через щел-и 33 поступает в ванну 3.
За счет циркуляции расплавленного металла уменьшается попереч/ный температурный градиент на участках А ванны 3. Аналогичную систему 1термокоНДИ|Цион рован-ия можно применить и для регулирования температуры на участках Б.
Предмет изобретения
Способ изготовления листового стекла на поверхности расплавленного .металла с отi60poM последнего в одной из зон ваины и вводом в другую, отличающийся тем, что, с целью выравнивания температуры, отобранный металл перед вводом в ванну пропускают по поперечным каналам в ее поду.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1972 |
|
SU347993A1 |
| ВАННА К УСТАНОВ'КЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГОСТЕКЛА | 1969 |
|
SU247472A1 |
| Способ изготовления листового стекла | 1974 |
|
SU923362A3 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛЕНТУ СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2087437C1 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342441C2 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361161C2 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361926C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2360983C2 |
| Установка для выработки листового стекла | 1960 |
|
SU141821A1 |
| Электротермическая ванная печь для металлургической обработки цветных металлов | 1987 |
|
SU1836614A3 |
131 I 1 И7
2 2И I i i i
25
26
Фиг-.
Фиг.2
