1;
Изобретение относится к устройствам для изготовления листового стекла на новер.хности расплавленного металла.
Из вестна ванна к установке для изготовления листового стекла «а-поверхности распла вленного металла, включающая выполненные в ее кладке каналы для забора расплавлепного металла и подачи его в ванну.
Цель изОбретения - улучшить регулировку температуры.
Достигается это тем, что в поду ванны выполнены поперечные каналы, сообщающиеся с помощью наружных трубопроводов с 1 аналами забора и подачи расплавленного металла.
Кроме того, концы поперечных иодовых каналов соединены продольными каналами в зигзагообразную линию.
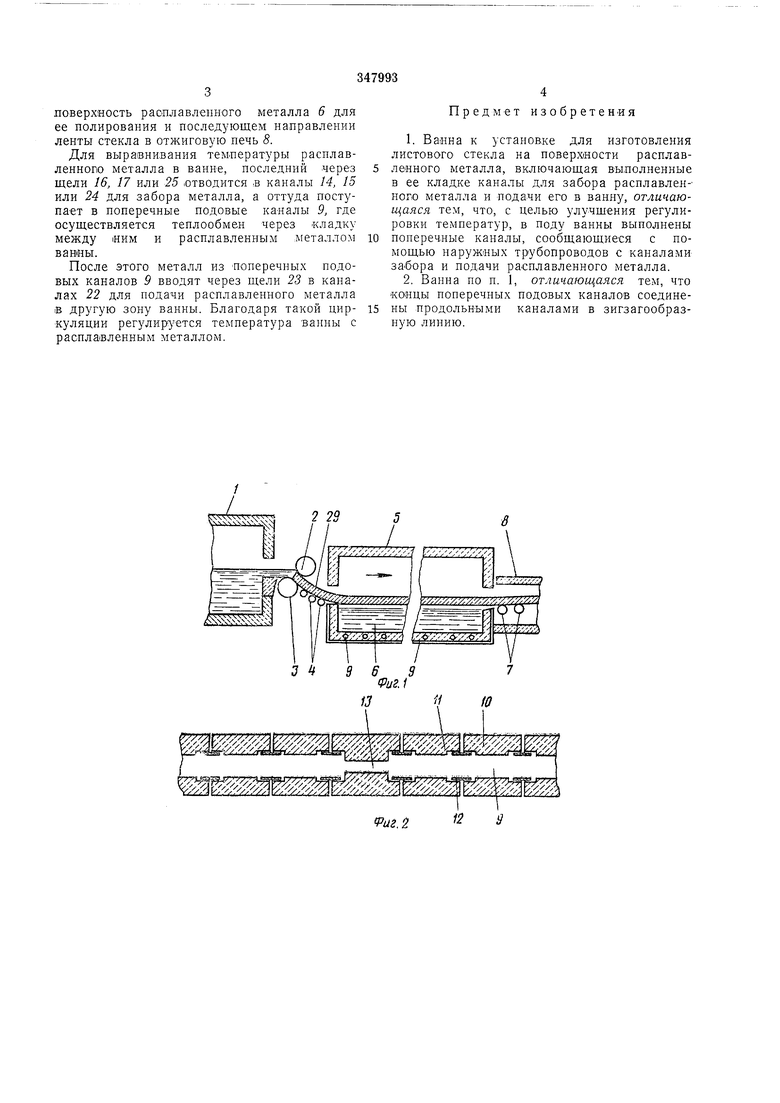
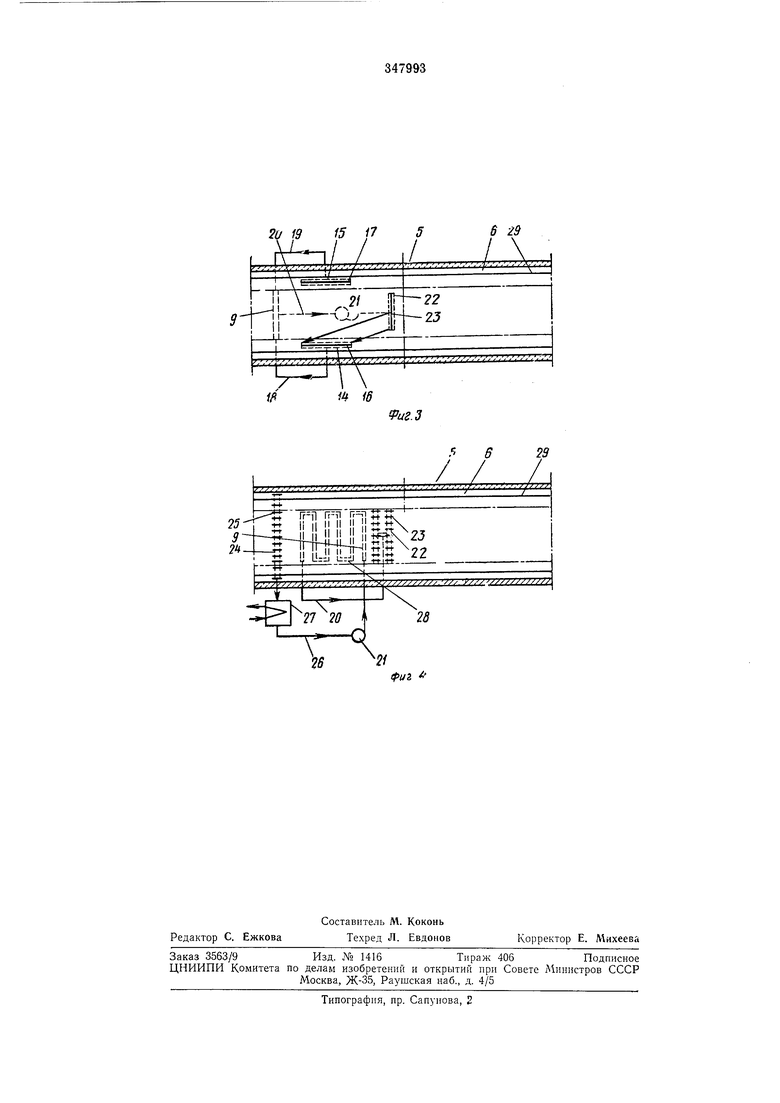
На фиг. 1 изображена предлагаемая установка для выработки листового стекла, продольный разрез; на фиг. 2 - под ванны, поперечный разрез; на фиг. 3 и 4 - варианты выполнения ванны, в плане.
Установка состоит из стекловаренной печи 1, пары формующих 2 и 5 и транспортирующих 4 роликов, ванны 5 с расплавленным .металлом 6 и роликов 7, транспортирующих ленту стекла в отжиговую печь 8.
ках 10. Огнеупорные блоки 10 имеют углубления 11, z которые помещены уплотнительные кольца 12. Канал 9 может иметь сужение 13 с целью изменения эффекта термокондиционирования по его длине.
В варианте выполнения ванны, представленном на фиг. 3, в поду ванны 5 выполнены нродольные каналы 14 и 15 для забора расплавленного металла, сообщающиеся с емкостью ванны через щели 16 и 17. Каналы 14 и /5 с помощью наружных трубопроводов 18 и 19 соединены с поперечным каналом 9, соединенным, в свою очередь, наружным трубопроводом 20, снабженным насосом 21, с поперечным подовым каналом 22. Подовьш канал 22 по высоте ванны размещ-еп ниже щелей 16 1 17 и имеет щель 23, соединяющую его с ем1костью ванны 5.
В варианте выполнепня ваппы, нредставленном на фиг. 4, канал 24 с щелями 25 для забора расплавленного металла размещен поперек ванны, наружный трубопровод 26 снабжен охлаждающим устройством 27, а поперечные подовые каналы 9 соединены продольными каналами 28 в зигзагообразную линию.
поверхность раоплавлеиного металла 6 для ее полирования и последующем направлении ленты стекла в отжиговую печь 5.
Для выравнивания температуры расплавленноло металла в ванне, последний через щели 16, 17 или 25 отводится в каналы 14, 15 или 24 для забора металла, а оттуда поступает в поперечные подовые каналы 9, где осуществляется теплообмен через «ладку между «им и расплавленным металлом вавны.
После этого металл из Поперечных подовых каналов 9 вводят через щели 23 в каналах 22 для подачи расплавленного металла в другую зону ванны. Благодаря такой циркуляции регулиру-ется температура ванны с расплавленным металлом.
Предмет изобретения
1.В айна к установке для изготовления листового стекла на поверхности расплавленного металла, включающая выполненные в ее кладке каналы для забора расплавленного металла и подачи его в ванну, отличающаяся тем, что, с целью улучшения регулировки температур, в поду ванны выполнены поперечные каналы, сообщающиеся с помощью наружных трубопроводов с каналами забора и подачи расплавленного металла.
2.Ванна по п. 1, отличающаяся тем, что КОНЦЫ поперечных подовых каналов соединены продольными каналами в зигзагообразную линию.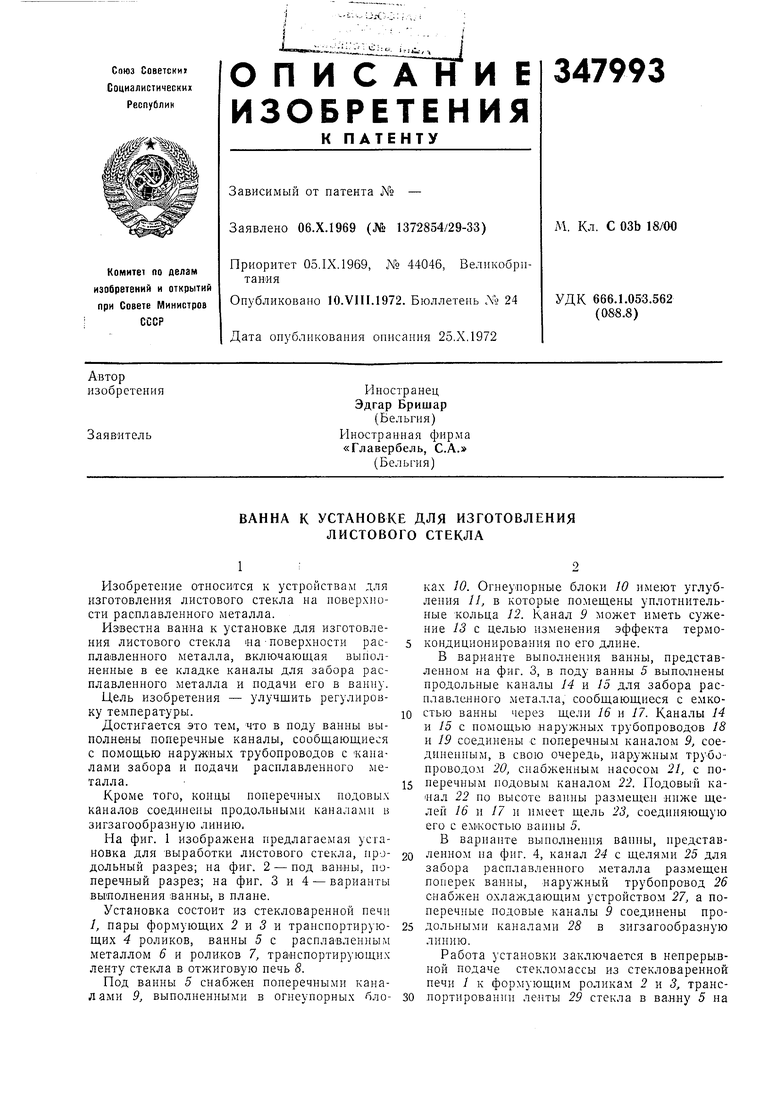
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1972 |
|
SU350241A1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361161C2 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361162C2 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2360983C2 |
| ДВУХ ВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ С КОПИЛЬНИКОМ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2013 |
|
RU2522283C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2407969C1 |
| ВАННА К УСТАНОВ'КЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГОСТЕКЛА | 1969 |
|
SU247472A1 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2018 |
|
RU2697998C1 |
| Способ получения кремниевого покрытия и устройство для осуществления способа | 1975 |
|
SU904513A3 |
| Способ изготовления листового стекла | 1974 |
|
SU923362A3 |
34 96 9
Z
Pu2.i
12
Риг.2
15 /7
25-
.t lil ilrKf,
I f I iiJ L-J II l-i- 22
pifJznrL-i- y rr|-ff-.
20
Г-Л
5
6 29
/Д 16
29
/ /
28
фиг ff
