Предлагаемый способ и устройство имеет целью механизацию всего процесса придания асфальту и тому подобным застывающим материалам торгового вида, начиная с момента разлива и кончая погрузкой в вагоны и транспортировкой. Практикуемый теперь в нефтяной промышленности способ разлива асфальта в тяжелые бочки, перетаскиваемые вручную, требует большого количества тары, тяжелого физического труда, в условиях технически опасных, и большой территории ДЛЯ длительного остуживания. Предлагаемый способ может полностью механизировать процесс работы по разливу и отгрузке с устранением какойлибо потребности в таре и с значительным укорочением рабочего процесса.
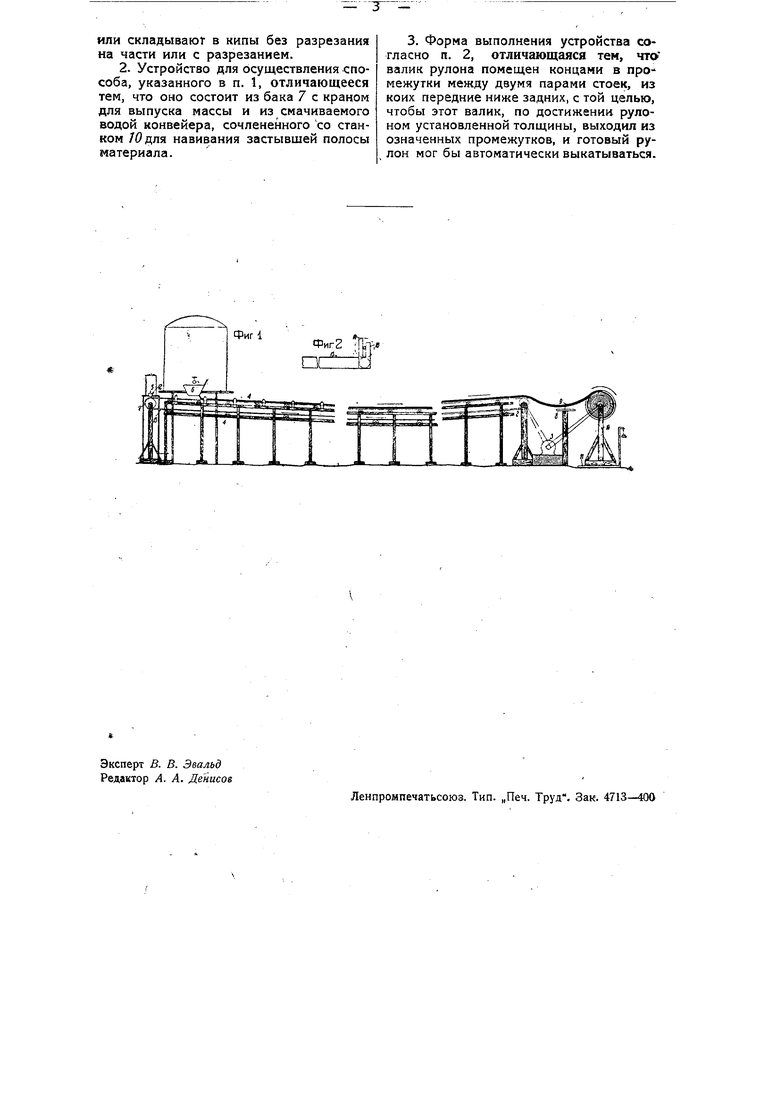
На чертеже фиг. 1 изображает боковой вид устройства для осуществления способа придания асфальту и т. п. материалам торгового вида; фиг. 2-вид сбоку стоек ДЛЯ автоматического выкатывания готовых рулонов.
Способ придания асфальту и тому подобных материалам торгового вида заключается в том, что застывающий продукт, например, нефтяной асфальт, вместо разлива в бочки,направляется в жидком виде непрерывной струей из резервуарного крана на бегущую конвейерную ленту, смоченную водой или иной жид(626)
костью во избежание прилипания. Выливающийся на конвейерную ленту жидкий продукт растекается по ней тонким слоем ТОЛЩИНОЙ, примерно, в 3-5 мм и, пока дойдет до конца конвейера, застывает уже в такой степени, что может сматываться в рулоны любого веса. Длина конвейера определяется в зависимости от характера продукта, т. е. скорости его застывания в тонком слое. Так как в тонком слое продукт застывает очень быстро, процесс отоваривания сильно ускоряется.
В устройстве ДЛЯ осуществления описанного способа конвейерная лента /5, натянутая на барабаны 7 и 2, приводится в движение мотором 3. Лента поддерживается роликами 4, а в начальной части конвейера могут бь1Т1 поставлены наклонные ролики для предупреждения стекания. Во избежание прилипания лента /5 непрерывно смачивается водой или иным смазывающим веществом, вытекающим на нее из- бачка 5 через регулируемую 14ель /2 лотка, присоединенного к крану бачка.
На смоченную таким образом ленту 73 попадает жидкий продукт из бака 7. Истечение жидкого продукта регулируется, как в бачке 5 или при помощи крана особой конструкции.
Застывший на конвейерной ленте J3
продукт в форме широкой тонкой полосы проходит над столиком 8, снабженным ножом 9, и наматывается в рулон на валик, вставленный в особый станок 10. Этот станок может быть установлен на весовой платформе 77 с тем, чтобы отвешивались одинакового веса стандартные рулоны. В этом случае единственный рабочий, обслуживающий всю установку, должен ударом ножа 9 перерезать полосу застывшего продукта в тот момент, когда весы со стандартной гирей уравновешиваются. Вслед за тем готовый рулон выталкивается из гнезда, в которое вставляется новый валик для следующего рулона. Готовый рулон по эстакаде скатывается прямо в вагон или грузовик.
В начальной части рабочего хода конвейер имеет некоторый уклон вниз, в средней части горизонтален, а к концу рабочего хода имеет подъем в целях обеспечения самотечного скатывания готовых рулонов на железнодорожную платформу или прямо в поданный вагон, грузовик и т. д.
В другой форме выполнения устройства разлив асфальта производится при помощи специального питающего крана, снабженного автоматическим прерывателем, который закрывает на короткий момент истечение жидкого продукта на конвейер и таким образом- вызывает образование промежутка (разрыва) в застывшей полосе продукта. Благодаря этому отпадает необходимость в разрезании ленты продукта после образования рулона, а также и необходимость в специальной аппаратуре по разрезанию. Таким образом, из устройства, изображенного на фиг. 1, выпадает нож 9 и столик 8, а ъ процессе работы устройства отпадает необходимость в разрезальщике, который опускает нож, когда рулон готов.
Кроме того, тот же кран регулирует подучу материала на конвейер. Другое отличие этой формы выполнения заключается в том, что установленные на конвейерной ленте через определённые промежутки планки 15, которые своими концамивызывают закрытие крана,-дают полосу продукта определенной стандартной длины, благодаря чему получаются и рулоны определенного размера. Весы становятся ненужными, так как, получая
при помощи прерывателя точного раЗ: мера полосу, при отрегулированном кране, тем самым получают стандартные рулоны и без помощи весов. Вместо показанного на фиг. 1 станка 10, установленного на весовой платформе 77 со специальной передачей от мотора для вращения оси рулона, в новой форме имеется весьма простая конструкция, дающая „самонакатывание рулона от ведущего барабана конвейера и самой конвейерной ленты.
Для этого валик рулона уложен концами в промежутке между двумя парами стоек 75 и J4 (фиг. 2), из коих передние 75 ниже задних М. Эта же конструкция обеспечивает автоматическое выкатывание, готового рулона в тот момент, когда полоса продукта вся намотана на рулон, и валик рулона достигнет верхнего края передних планок 75. Высота этих планок регулируется для того, чтобы установить ее так, чтоб момент достижения валиком рулона верхнего края пленки совпадал с моментом окончания наматывания полосы на рулон, т. е. с подходом к ведущему барабану конвейера того места полосы, где образовался ранее разрыв определяющий конец одного рулона У начало следующего.В этот момент вращением ведущего барабана рулон выкатывается в вагон или на платформу, г в щель между планками вкладываетсг новый валик, на который начинает на матываться новый рулон.
Полоса материала вместо навивани в рулонь может быть также складываема в кипы, без разрезания на част1 или с разрезанием, для непосредствен ной погрузки без тары.
Предмет изобретения.
1. Способ для придания асфальту i тому подобных материалам торговогс вида без употребления тары, отличаю щийся тем, что приведенную в жидкое состояние асфальтовую или тому подоб ную массу выпускают непрерывной CTpyei на бегущую конвейерную ленту, во избе жание прилипания смоченную водой ит иной жидкостью, и получившуюся полос; материала, сходящую с конвейра, нави вают на, вращающийся валики виде ру лона определенного веса или размерг
или складывают в кипы без разрезания на части или с разрезанием.
2. Устройство для осуществления способа, указанного в п. 1, отличающееся тем, что оно состоит из бака 7 с краном для выпуска массы и из смачиваемого водой конвейера, сочлененного со станком /О для навивания застывшей полосы материала.
3. Форма выполнения устройства согласно п. 2, отличающаяся тем, что валик рулона помещен концами в промежутки между двумя парами стоек, из коих передние ниже задних, с той целью, чтобы этот валик, по достижении рулоном установленной толщины, выходил из означенных промежутков, и готовый рулон мог бы автоматически выкатываться.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПЕРЕРАБОТКИ И РАСФАСОВКИ МЕДА | 1994 |
|
RU2077226C1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| УСТРОЙСТВО ОПОРОЖНЕНИЯ МЕШКА С ПРОДУКТОМ КРОВИ | 2012 |
|
RU2602913C2 |
| Способ изготовления плит из блока строительного материала | 1990 |
|
SU1807937A3 |
| Машина для изготовления из прорезиненного текстильного материала хлястиков к снеговым ботам | 1932 |
|
SU33896A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ ШЛАКОСИТАЛЛА | 2017 |
|
RU2669020C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПИЩЕВОГО ТЕСТА (ВАРИАНТЫ) И СПОСОБ ПОДАЧИ ПИЩЕВОГО ТЕСТА (ВАРИАНТЫ) | 2000 |
|
RU2225115C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ХЛЕБА | 2003 |
|
RU2271661C2 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ, ГОТОВЫХ ДЛЯ НЕМЕДЛЕННОГО СКРЕПЛЕНИЯ | 2004 |
|
RU2354602C2 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКОЙ ПЛЕНКИ | 1992 |
|
RU2037415C1 |
Фиг 1
Фиг 2 %ft«
ncfzW

