Станок по авторскому свидетельству №2088 имеет магазин для автоматической подачи трубок. Для предотвращения в процессе подачи заклинивания ребристых трубок предлагается установить под магазином по бокам от выпускной щели в его непарные пластины, имеющие от привода возвратно-поступательное движение по наклонной линии.
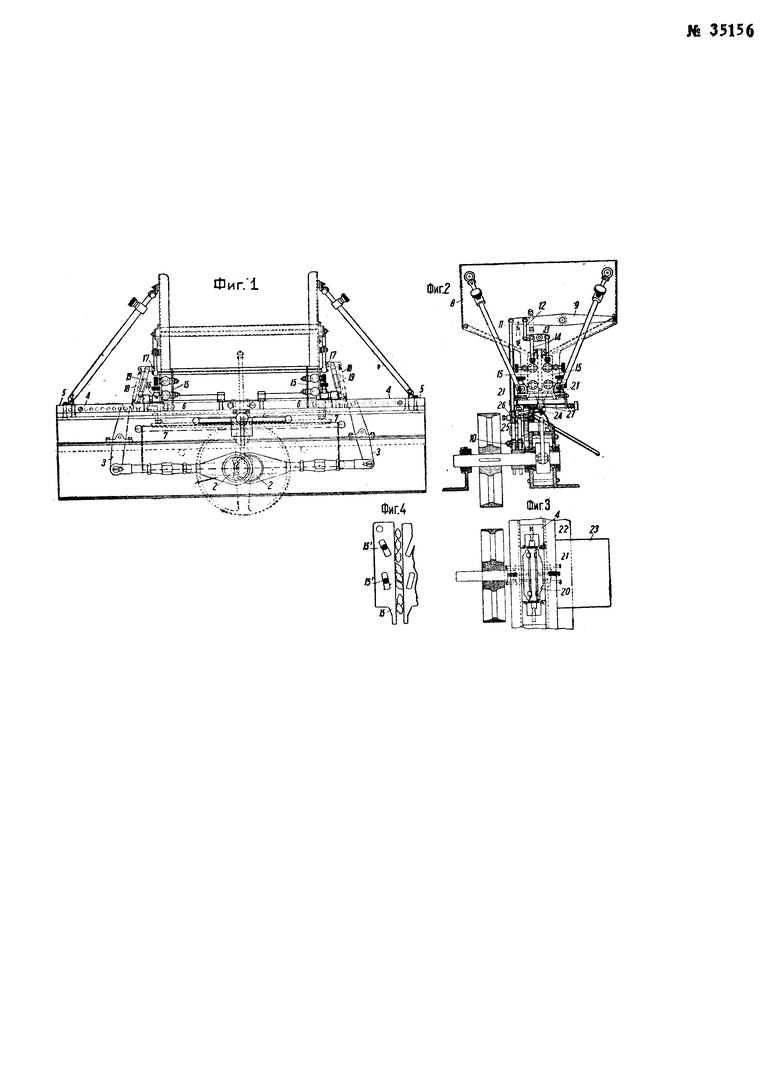
На чертеже фиг. 1, 2 и 3 изображают станок в трех проекциях, с частичным разрезом и фиг. 4 - пластины (в большем масштабе).
На приводном валу станка имеются два эксцентрика 2, 2 с эксцентриситетом, расположенным по одному диаметру и направленным в противоположные стороны. Тяги эксцентриков шарнирно сопряжены с коромыслами 3, 3, приводящими в движение навстречу друг другу ползуны 4, 4 в направляющих 5, 5. По оси симметрии станка в ползуны ввинчиваются пунсоны 6, 6 с головками требуемой формы и с фасонными частями 7, 7, служащими для разделки концов трубок. Над средней частью станка расположен магазин 8 в виде четырехугольного ящика с двухскатным дном.
Последнее в нижней своей части имеет продольное отверстие для выпуска трубок. От эксцентрика 10 приводится в движение тяга 11, производя качание рычага 9, который в свою очередь приводит в действие систему рычагов 12, 13 и 14 (фиг. 2). Трубки, выходящие через отверстие в дне, скользят между парными направляющими пластинами 15, 15, внизу которых задерживаются отсечкой 16, 16, которая состоит из двух коленчатых рычагов, вращающихся на осях 17, 17 (фиг. 1), снабженных в нижних концах штифтами; верхние плечи рычагов находятся под постоянным нажимом спиральных пружин 18, 18 и посредством тяг 19, 19 шарнирно связаны с ползунами 4, 4; при сближении ползунов штифты отсечки выдвигаются из направляющих 15, 15 и пропускают очередную трубку в зажимное приспособление, состоящее из щек 20, 20 (фиг. 3), скользящих в поперечном направлении по верхней части рамы станка. В нерабочем состоянии щеки находятся в раздвинутом положении и удерживаются спиральными пружинами 21, 21. Сжимание щек производится надвиганием роликов 22, 22 (фиг. 3), сидящих на концах ползунов 4, 4. Щеки имеют фасонные вырезы, соответствующие сечению обрабатываемых трубок. При помощи щек трубки зажимаются во время обработки их пунсонами. При подаче же трубки, т.е. в то время, пока щеки раздвинуты, трубки задерживается направляющими 15, 15. После обработки трубки она падает в отводящий лоток 23, будучи снята выбрасывателем 24, приводимым в действие от кулачного диска 25 (фиг. 2), сидящего на главном валу и действующего при помощи стойки 26.
Действие станка заключается в том, что при первом полуобороте главного вала эксцентрики 22 сдвигают ползуны 4, 4, благодаря чему тяги 19, 19 отжимают отсечки; вследствие этого очередная трубка падает в продольное отверстие на упор выбрасывателя 24 (фиг. 2) и удерживается направляющими 15, 15 для того, чтобы попасть под пунсон. При первой трубке необходимо продольное отверстие внизу закрыть особым движком на время полного оборота вала, пропустив в продольное отверстие вторую трубку, а затем, когда ролики 22 сблизят щеки 20 и тем зажмут в должном положении обрабатываемую трубку в фасонных губках щек, пунсоны 6, 6 расправят концы трубки, которая при втором полуобороте вала, при расхождении пунсонов и раздвигании щек, будет сброшена выбрасывателем в лоток, причем отсечки 16, 16 задержат очередную трубку вследствие нажима на них пружин 18, 18.
Так как направляющие пластины 15 надеты своими наклонными прорезами на неподвижные штифты 15′, то они имеют возвратно-поступательное движение по косой линии. Это необходимо для предотвращения заклинивания рифленых трубок, которое может повести за собой задержку в их подаче.
Во время работы направляющие 15 не входят внутрь магазина 8, но лишь касаются двух нижних наклонных плоскостей, попеременно встряхивающихся.
При неподвижных направляющих 15 бесперебойная подача может иметь место лишь при гладких трубках, потому что такие трубки легко скатываются вниз.
При рифленых же трубках малого веса и имеющих на своих концах заусенцы возникает опасность их заклинивания, и только лишь возвратно-поступательное движение пластин 15 по косой линии гарантирует бесперебойную подачу трубок.
Форма выполнения автоматического станка для одновременной обработки обоих концов радиаторных трубок разного сечения по авторскому свидетельству №2088, отличающаяся тем, что под магазином по бокам от выпускной щели в его дне установлены парные пластины 15, надетые своими наклонными прорезами на неподвижные штифты 15′, и связанные с приводом посредством рычажного механизма для получения возвратно-поступательного движения, каковые пластины 15 предназначены служить подвижными направляющими для ребристых радиаторных трубок с целью предотвращения задержек в их подаче из-за заклинивания.
