Для сборки изделий, состоящих из двух пластин и соединительного штифта (например, жеребеек), при:меняютсястанки стремя магазинными коробками, из которых пластины л штифт поступают в сборку, начинающуюся с вдвигания штифта в отверстия пластин возвратно-поступательно движущимся толкателем, после чего подготовленные к склепыванию части переносятся к движущимся навстречу один другому клепальным пуансонам.
Согласно изобретению, предлагается для удерживания штифта во Бремя расклепывания применять две губки, движущиеся навстречу одна другой в пространстве между пуансонами в поперечном к ним направлении. Чтобы по губке мог двигаться подаватель, рабочая часть его выполнена в виде развилины, у которой просвет между щеками равен ширине губки. На внутренней поверхности щек развилины имеются гнезда для пластин и шти1фта, поступающих в подаватель.
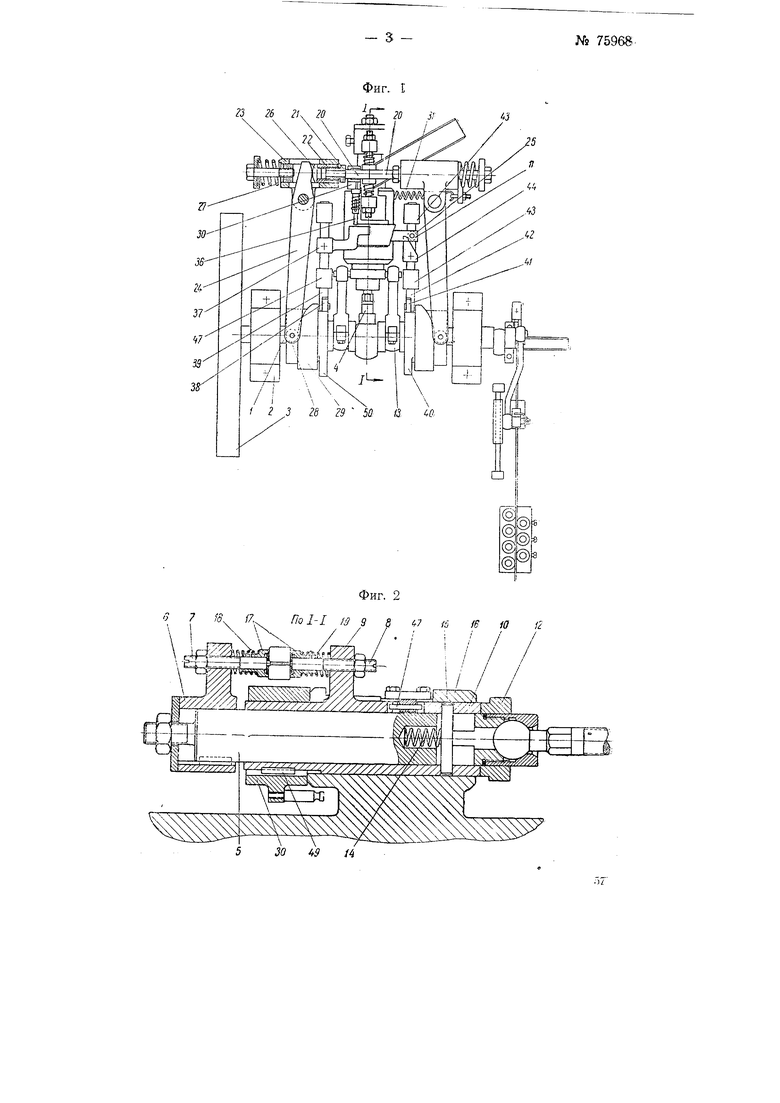
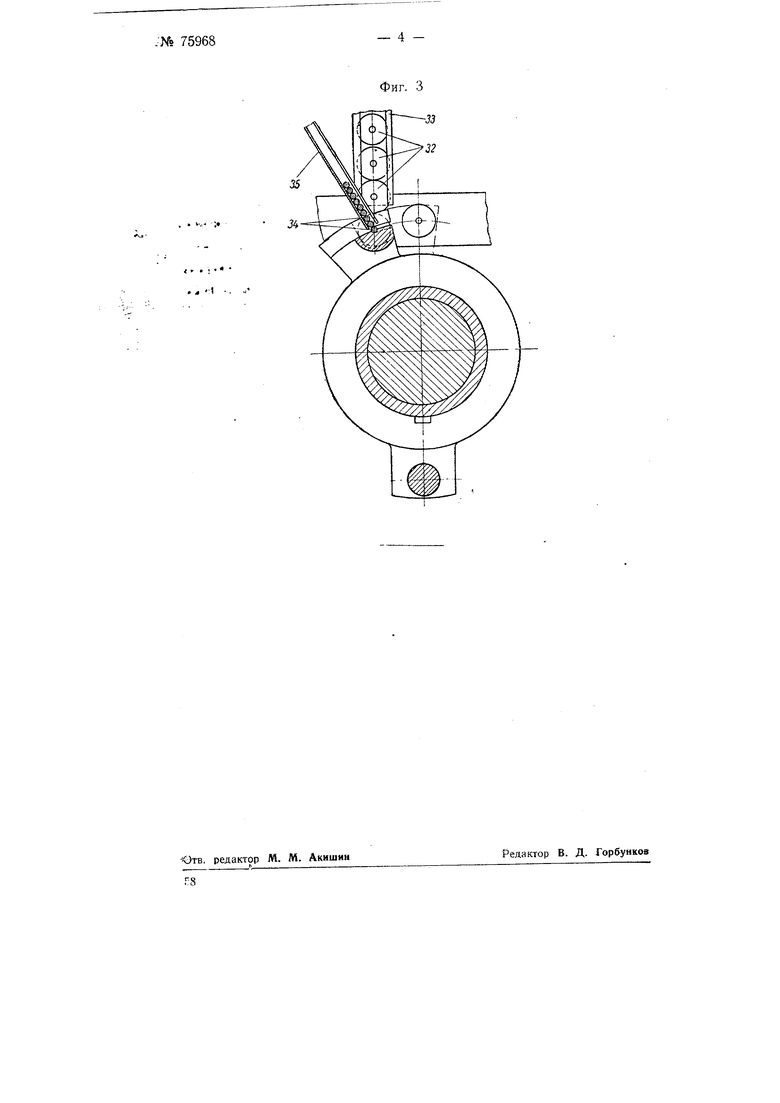
На фиг. 1 изображен вид станка сверху; на фиг. 2-разрез станка по /-/ на фиг. 1; на фиг. 3-поперечный разрез подающего механизма.
Коленчатый вал / вращается в подшипниках 2 от шкива 3, служащего одновременно и маховиком. Приводимый от вала / шатун 4 сообщает возвратно-поступательное движение скалке 5, на которой установлен кронштейн 6 с пуансоном 7. Второй пуансон 8 закреплен на кронштейне 9, скрепленном со втулкой 10. Последняя расположена внутри корпуса 16 и получает движение от кольца 12, соединенного с двумя шатунами 13, шейки которых смещены относительно шейки шатуна 4 на 180°, вследствие чего пуансоны 7 и 5 движутся в противоположных направлениях.
Кольцо 12 сообщает втулке 19 движение только вперед (рабочий ход), а обратное движение совершается пружиной 14, упирающейся в скалку 5 и штифт 15.
По пуансонам 7 к 8 скользят кулачки 17, движение которых ограничено штифтами 18. Пружины 19 отжимают кулачки к передним концам пуансонов.
Для зажима штифта жеребейки предназначены губки 20, хвосты которых плотно вставлены во втулки 21, имеющие наружную резьбу и щестигранные головки. Это позво55
ляет регулировать нх положение в продольном направлении в пинолях 22. Последние скользят внутри стоек 23 и получают движение от качающихся рычагов 24, нажимающих на сухари 26. Возвратное движение пиноли получают от пружин 27.
Рычаги 24 посредством роликов 28 связаны с копирами 29, сидящими на коленчатом валу и управляющими зажимом губок 20.
Подаватель 30, служащий для сборки деталей жеребейки, насажен на втулку 10 и связан с ней шпонкой 49.
Щеки подавателя охватывают левую губку 20. В щеках имеются гнезда для шайб 32 жеребеек, поступающих из магазинов 33 под действием собственного веса. Штифты 34 жеребеек опускаются из магазина 35 в полуцилиндрический паз, соосный с гнездом шайбы.
Поворот подавателя от магазинов к месту стыка губок 20 производится от закрепленной на коленчатом валу кулачковой шайбы 40, которая при вращении нажимает через ролик 41 на ползуа 42, скользящий в стойках 43. При этом кулак 44, закрепленный на ползуне 42, через ролик II двигает ползун 25 вправо. В поперечном отверстии ползуна 25 скользит штифт.
При движении ползуна 25 штфт поворачивает вправо втулку 10, а F MecTe с ней подаватель 30 и скалку 5 (через штифт 15). При этом пуансоны 7 и 5 уходят от оси вправо; на их место подходит подаватель 30, несущий в своих гнездах две шайбы, а в полуцилиндрическом пазу-штифт жеребейки. Обратное движение совершается за счет пружины 31.
Установка штифта в губки про изводится от закрепленной на коленчатом валу кулачковой шайбы 50, которая при вращении нажимает через ролик 38 на ползун 39, скользящий в стойках 47. Упор 37, зажатый на ползуне 39, нажимает на выталкиватель 36, который вдвигает штифт через отверстия в шайбах и: губках.
Предмет изобретения
1.Станок для сборки изделий кз двух боковых пластин с отверстием для соединительного штифта с применением двух магазинных коробок для подачи под действием собственного веса правой и левой пластины и одной магазинной коробки для подачи штифтов, вдвигаемых затем в отверстия пластин возвратно-поступательно движушимся толкателем и переносимых вместе с пластинами к месту расклепки концовштифта движущимися навстречу один другому пуансонами, отличаю щ и и с я тем, что для удерживания штифта с пластинами npi-r расклепывании концов штифта применены две губки 20, движущиеся навстречу друг другу в пространстве мелсду пуансонами 7 и S и поперечном к ним направлении и принимающие заготовки из подавателя 30, который для возможности продвижения по губке выполнен с развилиной, имеющей просвет между сторонами, равный ширине губки, и на внутренней поверхности обеих сторон гнездо для пластины и конца штифта.
2.Форма выполнения станка по п. 1, отличающаяся тем, что ползуны, несущие пуансоны для расклепывания концов штифта, распо:ложены один внутри другого.
22 26
7 f$ /7По1-1 13 S 8 « /P /i //
Vx / / / /
. / / /
T
30 /4
Фиг. 2
J4
Фиг. 3
33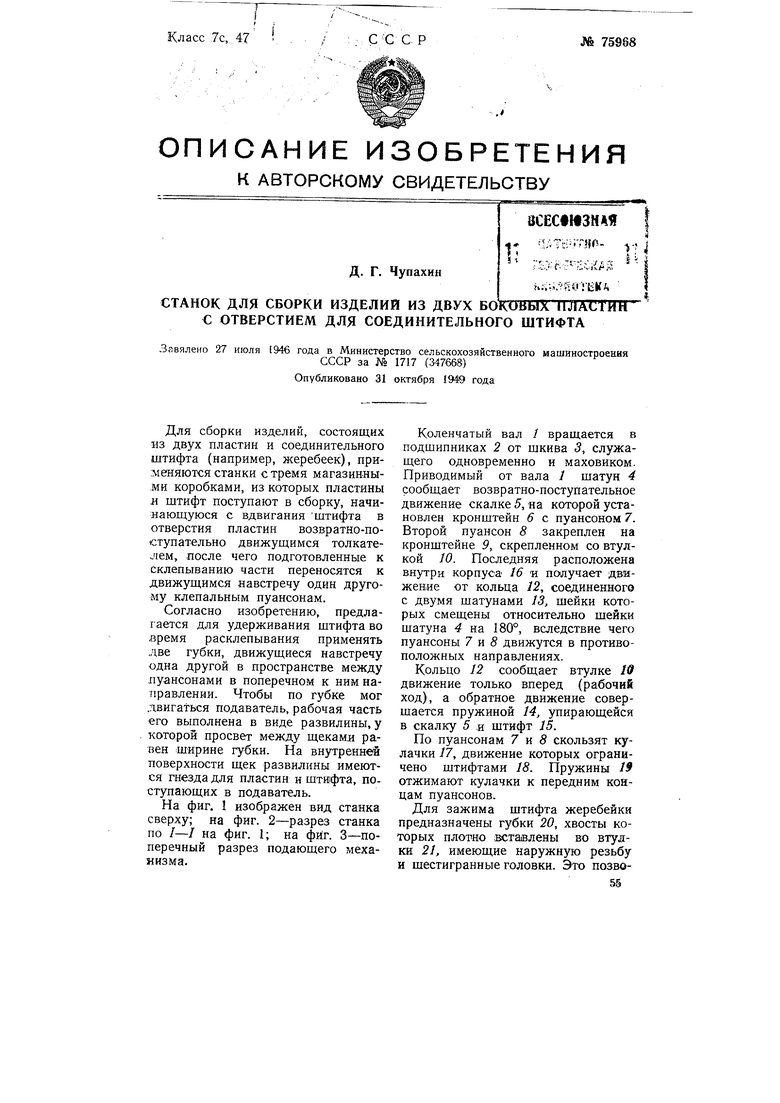
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки втулочно-роликовых цепей | 1984 |
|
SU1230740A1 |
| Автоматический станок для одновременной обработки пуансонами обоих концов радиаторных трубок разного сечения | 1925 |
|
SU2088A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СЛЮДЯНЫХ КОНДЕНСАТОРОВ | 1970 |
|
SU266957A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1970 |
|
SU265849A1 |
| Автомат для сборки | 1978 |
|
SU763032A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ОБРАБОТКИ ОБОИХ КОНЦОВ РАДИАТОРНЫХ ТРУБОК РАЗНОГО СЕЧЕНИЯ | 1933 |
|
SU35156A1 |
| РАЗЪЕМНЫЙ КОЛЕНЧАТЫЙ ВАЛ | 1996 |
|
RU2128791C1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |