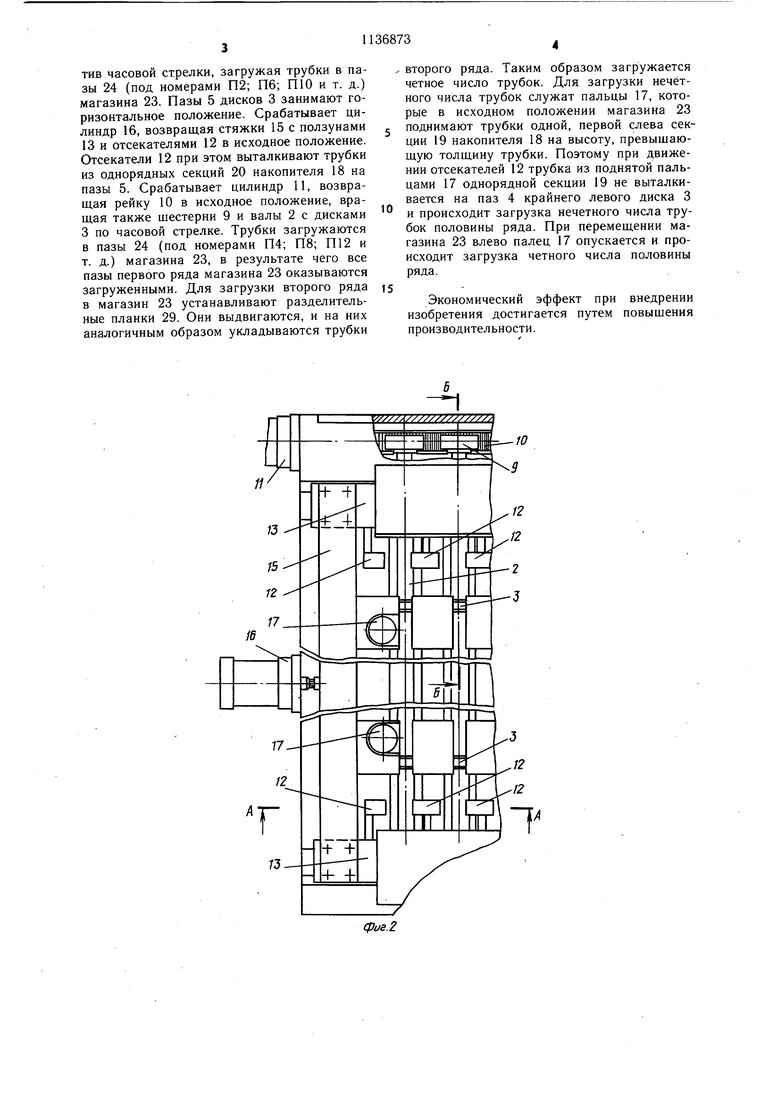
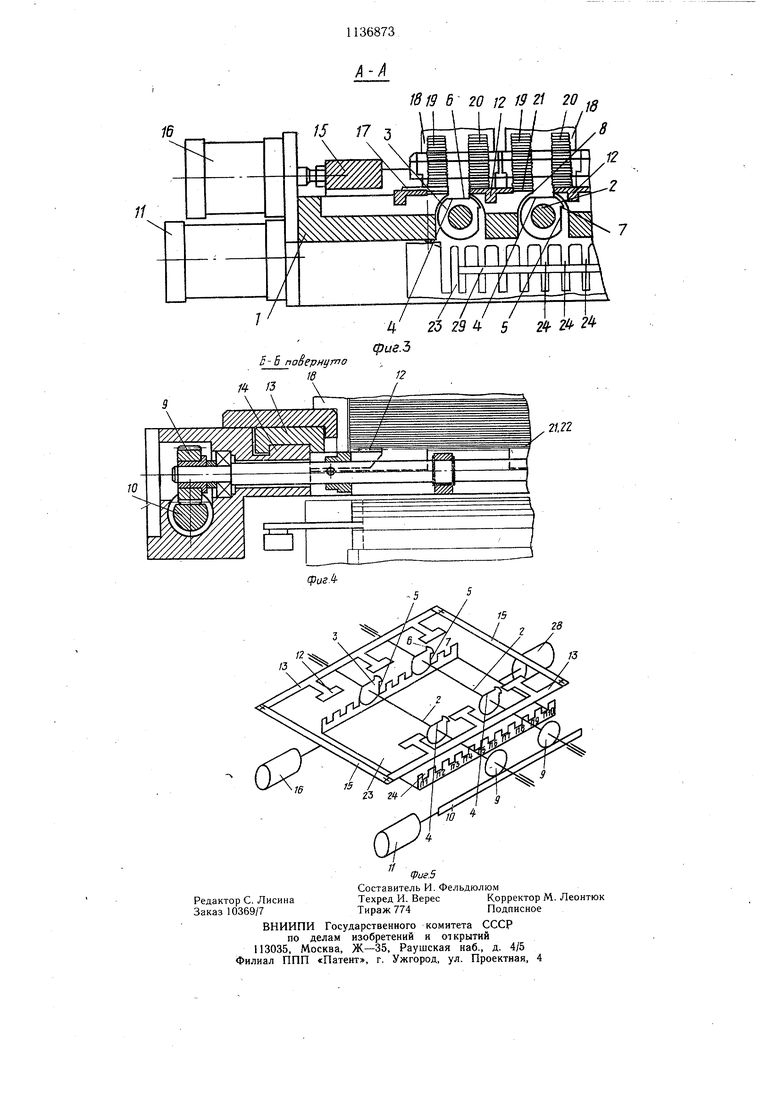
Изобретение относится к машиностроению, а именно к конструкции загрузочных устройств металлообрабатывающего оборудования. Известно устройство для загрузки радиаторных трубок, содержаш,ее стол с прорезями, накопители, отсекатели, а также камеру, смонтированную в направляющих стола с возможностью возвратно-поступательного перемещения- 1. В известном устройстве загрузка трубок осуществляется в многорядном приспособлении. Недостаток известного устройства - низкая производительность. Цель изобретения - повышение производительности путем сокращения холостых ходов подвижных элементов. Указанная цель достигается тем, что устройство для загрузки радиаторных трубок, содержащее стол с прорезями, накопители, отсекатели и каретку, смонтированную в направдающих стола с возможностью возвратно-поступательного перемещения, снабжено кантователями, каждый из которых выполнен в виде вала с закрепленными на нем шестерней и дисками с расположенными на их наружной цилиндрической поверхности двумя взаимно перпендикулярными Г-образными пазами, и приводом кантователей в виде силового цилиндра и соединенной с его щтоком зубчатой рейкой, накопители выполнены двухсекционными, кантователи размещены в прорезях стола и их щестерни связаны с зубчатой рейкой, а отсекатели закреплены на подвижной каретке по обе стороны относительно прорези стола. На фиг. I изображено предлагаемое устройство; на фиг. 2 - часть устройства; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - кинематическая схема части устройства. Устройство для загрузки радиаторных трубок содержит стол 1 с установленными в нем кантователями, каждый из которых включает вал 2, на котором закреплены диски 3, с горизонтальным 4 и вертикальным 5 Г-образными пазами, расположенными на равном расстоянии от оси диска и образующими выступы 6 и 7. Кантователи размещены в пазах 8 стола .1 с возможностью поворота на 90° . Для синхронного поворота кантователей, на валах 2 закреплены шестерни 9, находящиеся в зацеплении с зубчатой рейкой 10, которая соединена со штоком силового цилиндра 11. Отсекатели 12, выполненные в виде пластин, закреплены Hf подвижной каретке в виде ползунов 13, перемещающихся по направляющим 14 и соединенных между собой стяжками 15. Одна из стяжек соединена со щтоком цилиндра 16. Для возможности загрузки как четного, так и нечетного количества трубок в столе 1 установлены пальцы 17. Устройство содержит накопители 18, каждый из которых выполнен в виде двух однорядных секций 19 и 20, расположенных на столе 1 по противоположным сторонам пазов 8 симметрично относительно оси вращения вала 2. Отсекатели 12, взаимодействующие с радиаторными трубками 21 к 22 двух однорядных секций 19 и 20 накопителей, расположены по противоположным сторонам пазов 8 с возможностью возвратно-поступательного перемещения в горизонтальной плоскости в направлении, перпендикулярном оси вращения валов 2. На столе 1 установлен магазин 23 с пазами 24. Валы 2 смонтированы в подшипниках 25. Для ограничения хода каретки установлены упоры 26 и 27. Устройство работает следующим образом. Привод магазина 23 осуществляется с помощью цилиндра 28. Позицией 29 показаны разделительные планки. Накопители 18радиаторных трубок кассетного типа устанавливаются на столе 1 таким образом, что однорядные секции 19 располагаются по левую сторону пазов 8, опираясь на стол 1, а однородные секции 20 располагаются по правую сторону пазов 8, опираясь на отсекатели 12. При включении цилиндра 16 шток перемещает стяжки 15 и ползуны 13 с отсекателями 12 вправо. Последние выталкивают трубку из однорядных секций 19 накопителя 18 на паз 4 диска 3. Срабатывает цилиндр 11, щток которого перемещает рейку 10 вправо, поворачивая шестерни 9 и валы 2 с дисками 3 на 90° против часовой стрелки. При этом трубки, находящиеся в пазах 4, загружаются в пазы 24 магазина 23 (П1; П5; П9 и т. д.), после чего снова срабатывает цилиндр 16, возвращая стяжки 15 и ползуны 13 с отсекателями 12 в исходное положение. При этом отсекатели 12 выталкивают трубки из однорядных секций 20 накопителя 18 на пазы 5 дисков 3, занявщих к этому времени горизонтальное положение. Срабатывает цилиндр 11 и возвращает рейку 10 в исходное положение - происходит поворот дисков 3 на 90 по часовой стрелке. Трубки, находящиеся в пазах 5, загружаются в пазы 24 (под номерами ПЗ; П7; П11 и т. д.) магазина 23. Для полной загрузки первого ряда магазин 23 цилиндром 28 перемещается влево на расстояние, равное одному шагу между пазами в магазине 23. Срабатывает цилиндр 16, перемещая стяжки 15, ползуны 13 с отсекателями 12 вправо. Отсекатели 12 вновь выталкивают трубки из однорядных секций 19накопителя 18 на пазы 4 дисков 3. Срабатывает цилиндр 11, перемещая рейку 10 вправо. При этом шестерни 9 и валы 2 с дисками 3 поворачиваются на .90° против часовой стрелки, загружая трубки в пазы 24 (под номерами П2; П6; П10 и т. д.) магазина 23. Пазы 5 дисков 3 занимают горизонтальное положение. Срабатывает цилиндр 16, возвращая стяжки 15 с ползунами 13 и отсекателями 12 в исходное положение. Отсекатели 12 при этом выталкивают трубки из однорядных секций 20 накопителя 18 на пазы 5. Срабатывает цилиндр 11, возвращая рейку 10 в исходное положение, вращая также щестерни 9 и валы 2 с дисками 3 по часовой стрелке. Трубки загружаются в пазы 24 (под номерами П4; П8; П12 и т. д.) магазина 23, в результате чего все пазы первого ряда магазина 23 оказываются загруженными. Для загрузки второго ряда в магазин 23 устанавливают разделительные планки 29. Они выдвигаются, и на них аналогичным образом укладываются трубки
второго ряда. Таким образом загружается четное число трубок. Для загрузки нечётного числа трубок служат пальцы 17, которые в исходном положении магазина 23 поднимают трубки одной, первой слева секции 19 накопителя 18 на высоту, превышающую толщину трубки. Поэтому при движении отсекателей 12 трубка из поднятой пальцами 17 однорядной секции 19 не выталкивается на паз 4 крайнего левого диска 3 и происходит загрузка нечетного числа трубок половины ряда. При перемещении магазина 23 влево палец 17 опускается и происходит загрузка четного числа половины ряда.
Экономический эффект при внедрении изобретения достигается путем повыщения производительности.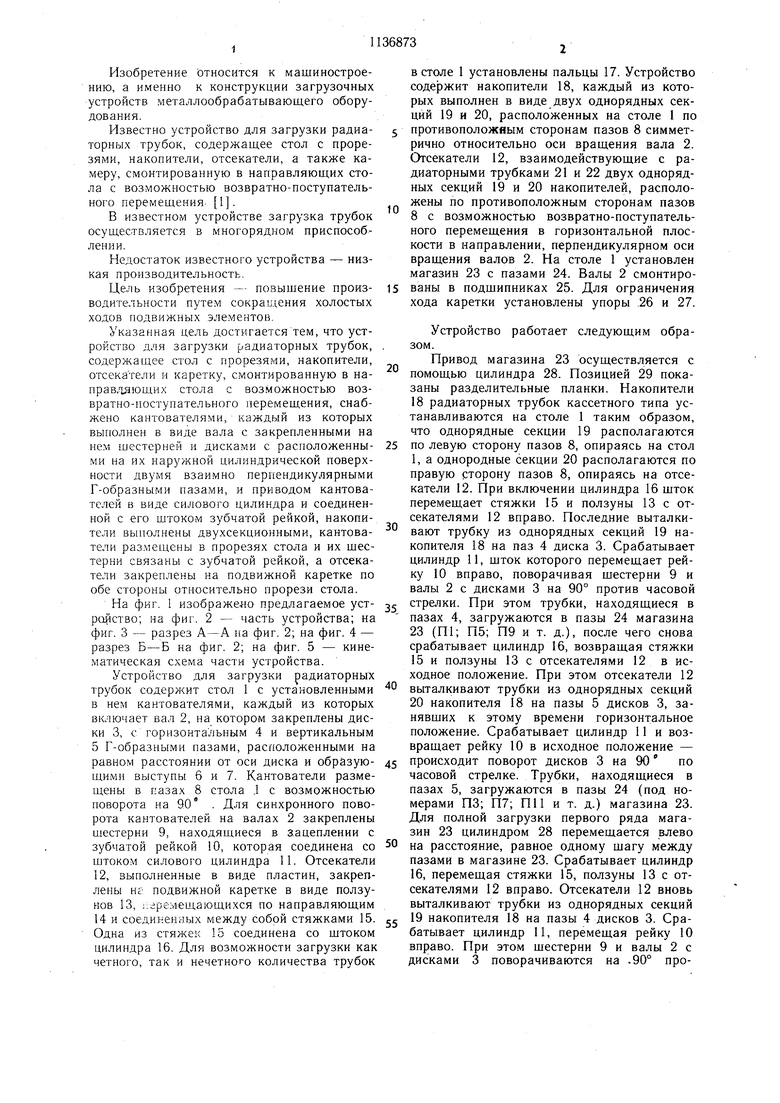
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| Полуавтомат для сборки радиаторов | 1974 |
|
SU485852A1 |
| Загрузочный ротор | 1990 |
|
SU1780988A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Загрузочный ротор | 1989 |
|
SU1646783A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И УПАКОВКИ В НИХ МЕЛКОШТУЧНЫХ ПРЕДМЕТОВ | 1967 |
|
SU201191A1 |
| Автомат для сборки пластин коллек-TOPOB элЕКТРичЕСКиХ МАшиН B ТЕХНОлОги-чЕСКую ОбОйМу | 1979 |
|
SU838842A1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ | 1991 |
|
RU2025249C1 |
| Устройство для подачи штучных заготовок в зону обработки | 1987 |
|
SU1433590A1 |
УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ РАДИАТОРНЫХ ТРУБОК, содержащее стол с прорезями, накопители, отсекатели и каретку, смонтированную в направляющих стола с возможностью возвратно-поступа/5 11 тельного перемещения, отличающееся тем, что, с целью повышения его производительности путем сокращения холостых ходов подвижных элементов, оно снабжено кантователями, каждый из которых выполнен в виде вала с закрепленными на нем шестерней и дисками, расположенными на их наружной цилиндрической поверхности двумя взаимно перпендикулярными Т-образными пазами, и приводом кантователей в виде силового цилиндра и соединенной с его штоком зубчатой рейки, накопители выполнены двухсекционными, кантователи размещены в прорезях стола и их шестерни связаны с зубчатой рейкой, а отсекатели закреплены на подвижной каретке по обе стоа € роны относительно прорези стола. W оо 05 оо vj оо 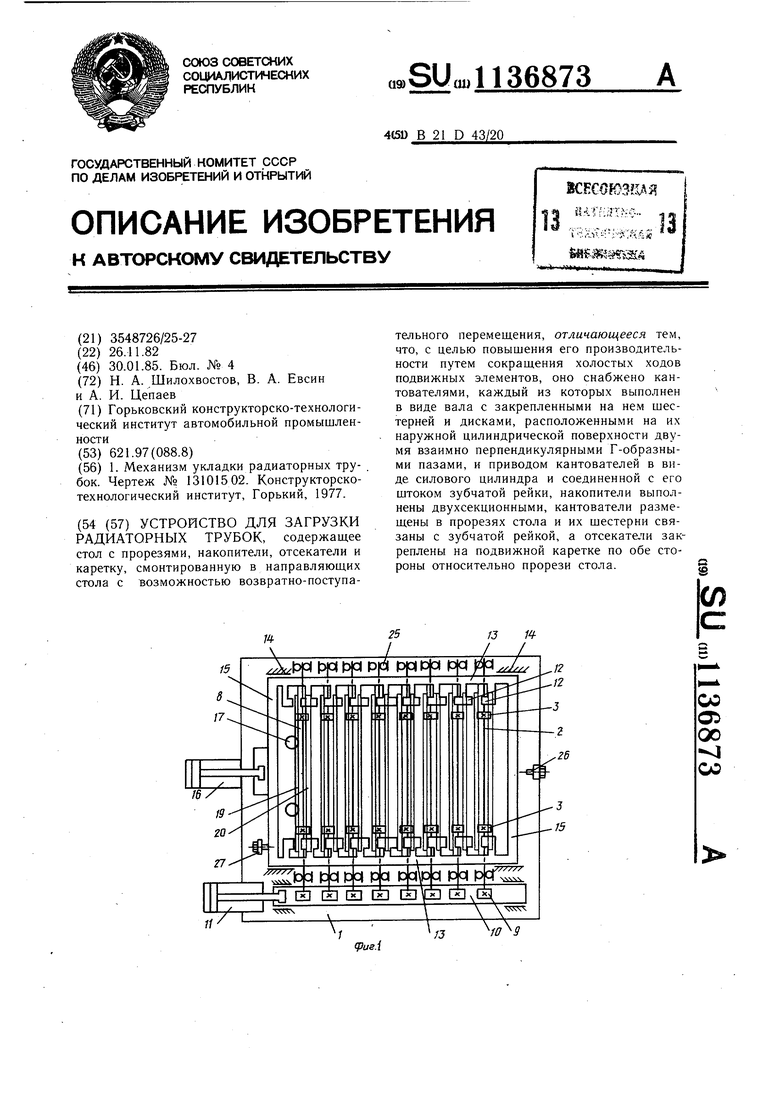
10
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механизм укладки радиаторных трубок | |||
| Чертеж № 13101502 | |||
| Конструкторскотехнологический институт, Горький, 1977. | |||
