Предлагаемый станок предназначается для одновременной обработки пуансонами радиаторных трубок круглого 1)-образного или рифленого овального сечения.
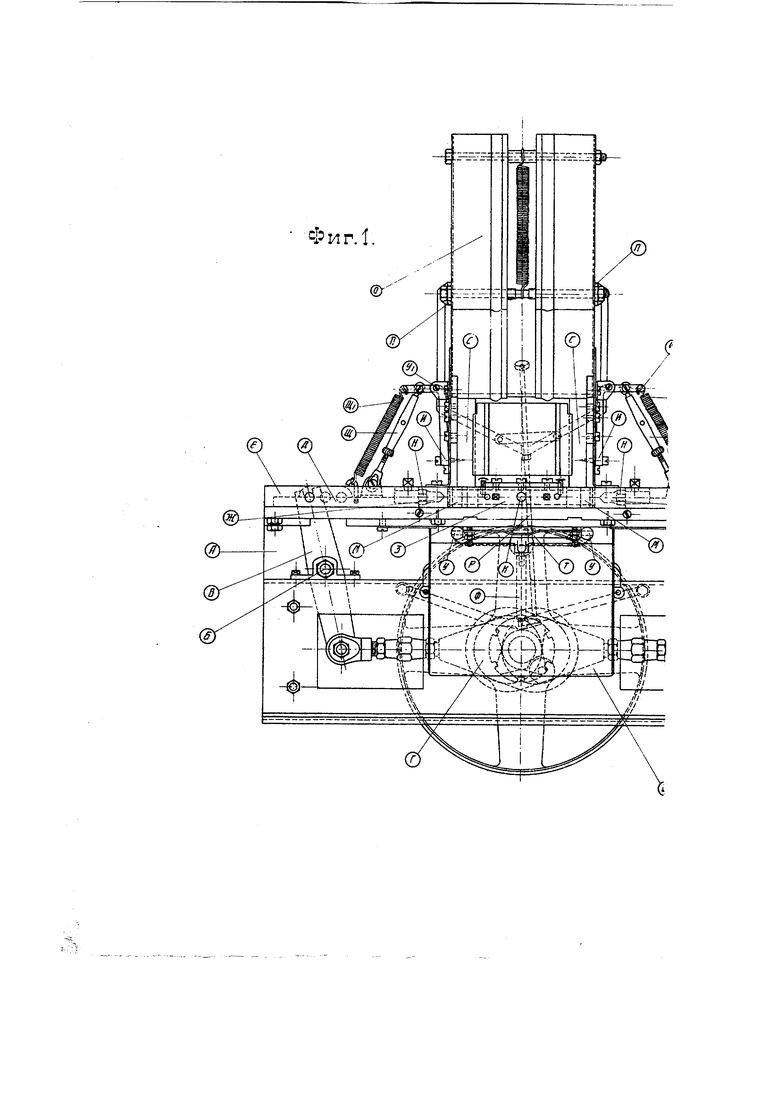
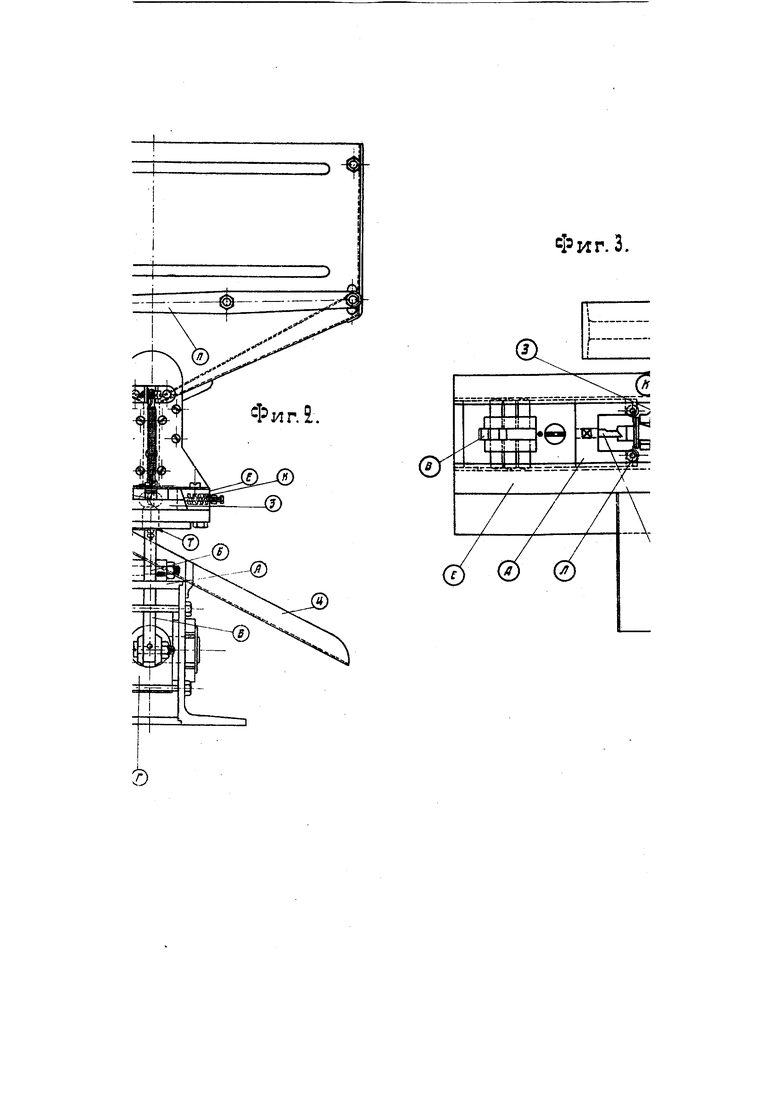
На фиг. 1 изображен передний вид станка, на фиг. 2 - боковой вид станка; на фиг. 3 -вид станка в плане; на фиг. 4 - вид рабочей части станка сзади и на фиг. 5 - поперечный разрез по рабочей части станка.
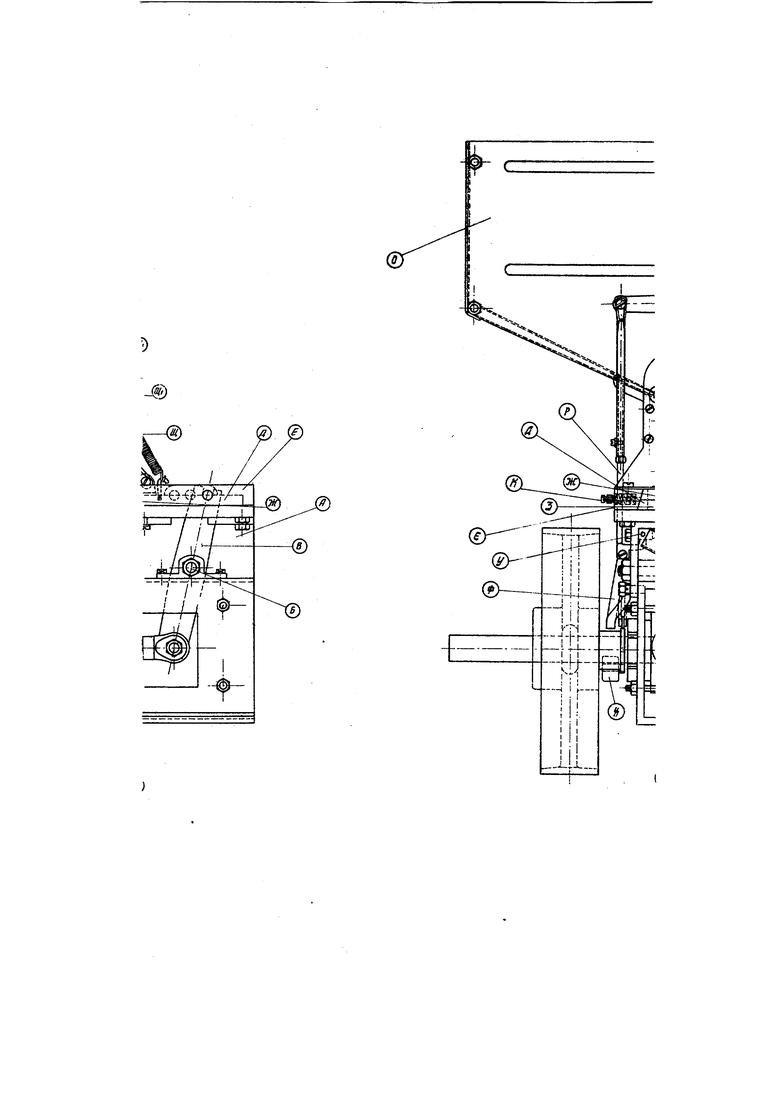
Рабочая часть станка двухсторонняя, совершенно тождественного устройства. Станок состоит из основной рамы А (фиг. 1), в которой на рабочей оси насажено два эксцентрика Г, Г с эксцентриситетом, расположенным по одному диаметру и направленным в противоположные стороны. Тяги эксцентриков шарнирно сопряжены с коромыслами В, В, приводящими в движение навстречу друг другу ползуны Д, Д в направляющих , . По оси симметрии станка в ползуны ввинчиваются пуансоны Ж, Ж, с головками требуемой формы и с фасонны.мн частями Н, Н, служащими для завинчивания пуансонов. Над средней частью станка расположен магазин О в виде четырехугольного ящика с двускатным дном, служащий для закладывания радиаторных трубок, подлежащих обработке. Двускатное дно в нижней своей части заканчивается продольным отверстием, через которое трубки пропускаются при помощи рычажка /7 в подаватель, при чем рычажок /7 приводится в качание тягой Р от эксцентрика (фиг. 2). Трубки, пропускаемые через отверстие в дне, скользят между направляющими С, С (фиг. 1 и 5). внизу которых задерживаются отсечкой И, И, которая состоит из двух коленчатых рычагов, вращающихся на осях У, У (фиг. 1j. снабженных в нижних концах штифтами, а верхние плечи рычажков находятся под постоянным нажи.мом спиральных пружин Щ, tt/i и отжимаются упорами Щ, Щ, шарнирно связанными с ползунами Д, Д, при сближении которых штифты-отсечки выдвигаются из направляющи.х С, С и пропускают очередную трубку в зажимное приспособление, состоящее из щек 3, 3 (фиг. 2. 3), скользящих в поперечном направлении по верхней части рамы А, при чем в нерабочем состоянии, щеки находятся в раз; винуто.м положении и удерживаются в этом положении спиральными пружинами К, К (фЛГ. 2), сжимаясь надвигающимися роликами Л, Л (фиг. 3). сидящими на концах иолзунов Д, Д. Щеки имеют фасонные вырезы, соответствующие сечению обрабатываемых трубок, при ло.мощи которых трубки зажимаются во время обработки их пуансонами. При подаче же трубок во время, пока щеки раздвинуты, они задерживаются выступами Ч, Ч (фиг. 3).
После обработки труб1си, она падает в отводящий лоток Ц, будучи снята выбрасывателем Т, приводимым в действие от кулачного колеса X, сидяп1его на главно.м валу и действующего при помощи рычага Ф (фиг. 4).
Действие станка заключается в то,м. что при первом полуобороте главного вала эксцентрики сдвигают ползунки Д, Д, благодаря этому движению упоры Щ. Щ отжимают штифты-отсечки и (фиг. 4), вследствие чего очередная трубка падает в зажим/ удерживается выступа.ми Ч. Ч, а зате.м, когда ролики Л, Л, Л, Л сожмут щеки 3. 3 и тем зажмчт в должном положении
обрабатываемую трубку в фасонных губках щек. пуансоны Ж, Ж расправят концы трубки, которая при втором полуобороте вала, при расхождении пуансонов и раздвигании щек, будет сброшена выбрасывателем в лоток, при чем штифты И, И заде|1жат очередную трубку, вследствие нажи.ма их пружинами Щ. Щ,.
П Р Е Д М Е т ПАТЕНТ Л.
Автоматический станок для одновременной обработки пуансонами обоих концов радиаторных трубок разного сечения, характеризующийся совокупным применением; а) рабочих ползунов Д, несущмх на конце пуансоны Ж и пере.мещающихся взад и вперед от коро.мысел Б. заи.мствующих движение от эксцентриков Г на главном валу станка; б1 двух щек 3, служащих для удержания трубок во время работы пуансонов и сводимых действием роликов Л на ползунах Д; в) магазина для трубок, выпуск из которого регулируется поворотными отсечками И. переме иаем1,ми тягами Щ от стоек на ползунах Д, и г) пс-воротного выбрасывателя 7, приводимого в действие от кулака X на главно.м валу станка при содействии рычага Ф.
Типо-литография Кх;ас -1ЫЙ Лрчаттшк, Леиитзград, 1У(жлунар)д;:глй. 75 ФигЛ.

