Известны системы автоматического регулирования проиессов арокатки, в которых используются вычислительные мангины; в этих машинах .информация запоминается и может быть использована по мере необходимости, а также и рассчитана на основании заложенных В машниу алгоритмов н полученной информации от нзмер.ителей, установленных на стане. Однако использование машии не всегда доступно, а при реализации некоторых систем регулирования даже излннгне. Тем не менее при реализа цнн этих систем пеобходи.м достаточный объем информации, который не всегда может быть получен непосредственно с номощыо измерителей из-за тяжелых условиГ изме;рен,ия.
Известное устройство содержит измерители толщнны и скорости, вычислительный комплекс и узлы сравнения.
Описываемое устройство отличается тем, что в него введены источник единичного сигнала, делительный блок для каждой клети и множнтельно-делительный блок для участков стана, не содержащих измерителя толщины, входы умножения которого соединены с выходами изл ерителя толщины и измерителя скорости, установленного на участке замера толщины, а .входы деления множнтельно-делнтельного блока соединены с выходом измсристана проходит через эмульсионную трубу 1,
этому блоку, причем выходы множительио-делительных блоков и измерителей толщины смежиых участков соединены собой через узлы сравнения и с входами соседиих с
ними делительных блоков, выходы которых через узлы сравиения подключены к источнику единичного сишала. Это упрощает устройство.
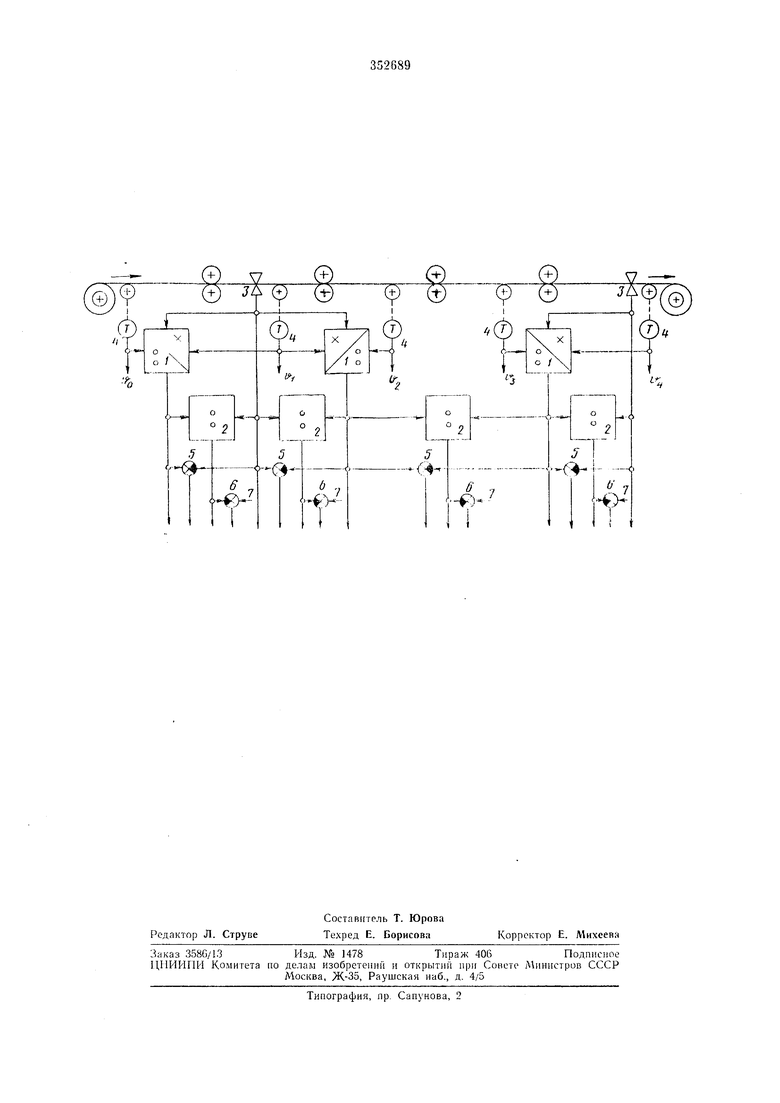
На чертеже изображе1 а структурная схема
предлагаемого устройства применительно к четырехклетевому стану.
Непосредственно измеряются следующие параметры прокатки: толщина нолосы fh и /;/. за 1-й н 4-й клетями и скорость полосы Va, Vi,
vz, УЯ и V., на входе и за всем.и клетями стана. Следует отметить, что в принципе достаточно непосредетвенного измерения толщины полосы на одном промежутке при измерепии скорости полосы во всех промежутках пли
при наличии измерителей толщи1 ы в двух промежутках (в одном нз этнх .промежутков скорость непосредственно может ие измеряться) . Для каждого участка стана, где нет из.мернтелей толщины полосы, включено миожительно-делительное устройство / и для каждой клети стана включено делительное уст.ройство 2. Управляющие входы умножения множнтельно-дслительных устройств / для межклетевого промежутка между 2-й и 3-й клетями соединены между собой -и с выходами измерителей толщины 3 и скорости 4 полосы за 1-й клетью; управляющие входы умножения множительно-делительного устройства 1 для промежутка между 3-й и 4-й клетями соединены с выходами измерителей толщины 3 и скорости 4 полосы за 4-й клетью. Управляющие входы деления множительно-делительного устройства 1 соединены с Б1з1ходами измерителей 4 скорости полосы на соответствуюп;ем участке стана. Управляющие иходы делительных устройств 2 смежных клетей соединены между собой и с выходами измерителей 3 (толщины полосы) или (для участков, на которых нет измерителей толпдины) с выходами множительно-делительных устройств 1 для соответствующих участков стана. Выходы множительно-делительных устройств / смежных участков стана соединены между собой (нли с выходом измерителя толщины на смежном участке) через узел сравнения 5. Выходы делительного устройства 2 через узел сравнения 6 соединены с источником единичного сигнала 7. Устройством моделируется закон равенства секундных объемов металла во всех к.четях стана в установившемся режиме ирокатки, который для четырехклетевого стана при постоянной ширине полосы сводится к выражению(Vi h2Vz li3V3 ht,Vi,(1) где hi, Vi - толщина н скорость нолосы после клети, номер которой соответстствует индексу (индекс О-иодкат). Выражению (1) соответствует следуюпдая система из взаимосвязанных равенств hoVo hiVi- liiVi h2V2.; hзVя .(2) Предлагаемое устройство, используя сигналы, пропорциональные непосредственно измеряемым Параметрам прокатки, hi; hi,; Vz: УЗ; Ui, формирует сигналы, пропори,иональные: толщине Ли; hz; //з полосы на участках стана, где отсутствуют измерители толщины полосы; коэффициенту обжатия , абсоЛ/-1ЛЮТНОМу обжатию /I;-i - hi и относи: /; тельному обжатию е, каждой клети стана. Неизмеряемая непосредственно толщина нолосы вычисляется соответствующим множительно-делительным устройством 1 на основаравенства (2): толщ.ина подката /го ,толщи.1а нолосы за 2-й клетью/г2 hi -и толщина полосы за 3-й клетью Лз Коэффициент обжатия для каждой клети вычисляется соот1 етствующим делительным устройством 2. Сигналы, пропорциональные абсолютному обжатию для каждой клети АЛ; /г,,-, снимаются с выходов узлов сравнения 5. Сигналы, пропори.иональные отиосителыюму обжатию в клетях стана -- , снимаются с выходов узлов сравнения 6. Эффективиость предлагаемого устройства заключается в раси1ирении объема информации для регуляторов и в иовыи1ении точности измерения (закон равенсчва секундных объемов металла по клетям Ji установившемся режиме прокатки ноддер кивается с большой точностью). Предмет изобретения Устройство для формирования сигналов, пропорциональных параметрам прокатки полосы на непрерывном стане, содержащее измерители толщины и скорости, узлы сравнения и вычислительный комплекс, отличающееся тем, что, с целью упрощения устройства, в него введены источник единичного сигнала, делительный блок для каждой клети и множительно-делительный блок для участков стана, не содержащих измерителя толщины, входы умножения которого соединеиы с выходами измерителя толщины и измерителя скорости, установленного на участке замера толщины, а входы деления множительно-делигельного блока соединены с выходом измерителя скорости на участке, .соответствующем этому блоку, причем выходы множительно-делитель 1ых блоков измерителей толщины смежных участков соединены между собой через узлы сравнения и с входами соседних с ними делительных блоков, выходы которых через узлы сравР1ения подключены к источнику единичного сигнала.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ТОЛЩИНЫполосы | 1971 |
|
SU304007A1 |
| УСТРОЙСТВО КОРРЕКЦИИ для СИСТЕМЫ АВТОМАТИЧЕСКОГО | 1972 |
|
SU328961A1 |
| Устройство для регулирования межклетевых натяжений | 1984 |
|
SU1174112A1 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1980 |
|
SU876230A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ТОРМОЖЕНИЯ РЕВЕРСИВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1972 |
|
SU339326A1 |
(j 7
y
