Известно устройство коррекции для системы автоматического регулирования толщины полосы на выходе непрерывного стана холодной прокатки, связывающее выход регулятора с входом предыдущего регулятора толщины (с задатчиком толщины полосы за второй клетью) через время-импульсное звено, длительность включения которого пропорциональна отклонению скорости валков последней и предпоследней клетей, а пауза между включения пропорциональна суммарному запаздыванию в контуре коррекции.
Это устройство поддерживает воздействие последующего из двух регуляторов на скорость клети в определенной рабочей точке путем изменения уставки толщины полосы предыдущего из них.
Однако недостатками таких устройств является то, что, во-первых, в коррекции целиком входит система регулирования толщины иолосы за второй клетью, вносящая в него существенно изменяющееся заиаздывание, во-вторых, наличие паузы в работе время-имиульсного звена эффективность коррекции, в-третьих, нет автономности процесса коррекции и процесса регулирования толщины полосы за второй клетью.
введены блок зоны нечувствительности, нелинейное днффереицнрующее звено и интегратор, соединенные последовательно между собой.
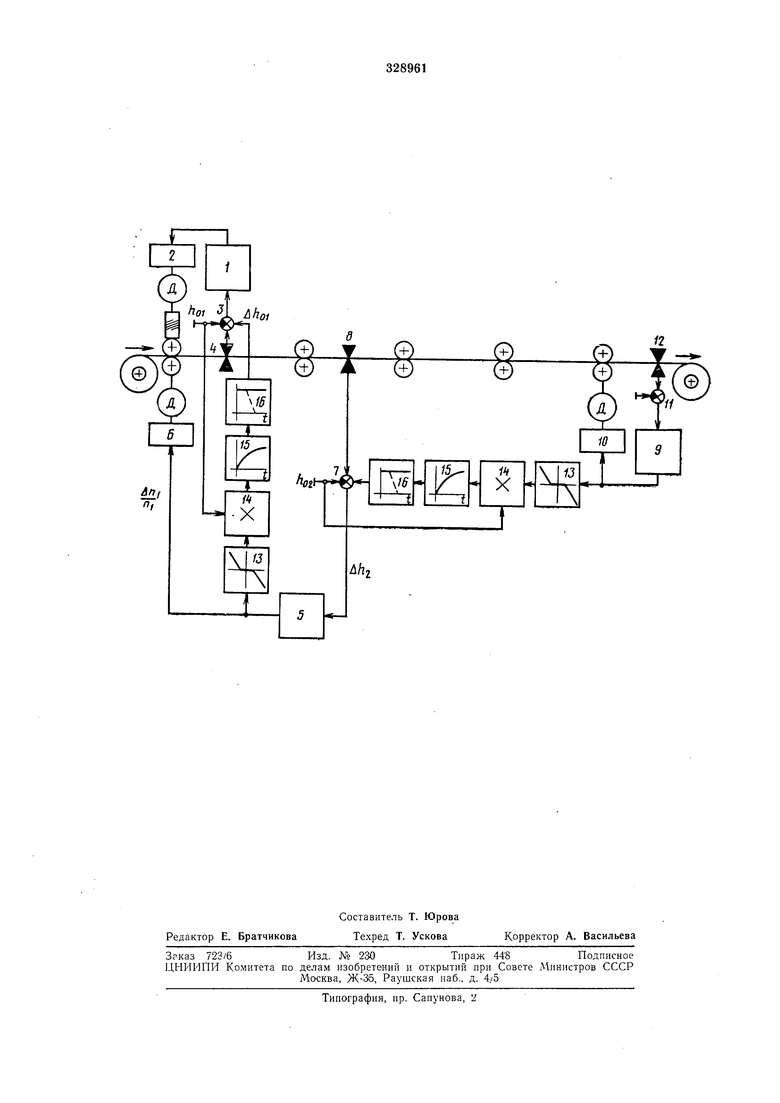
Эти отличия иовыщают точность коррекции. Действие иредлагаемого устройства коррекции не зависпт от транспортного заназдываппя. На чертеже приведена функцнональная схема предлагаемого устройства коррекцни.
Выход «грубого регулятора / соединен со входом системы 2 уиравления двигателями нажимных винтов первой клети. Вход регулятора 7 через задатчик 3 соедпнен с выходом
нзмерителя 4 толщины полосы за первой клетью. Выход «грубого регулятора 5 соединен с входом системы управления 6 скоростью двигателей валков первой клети. Вход регулятора 5 через задатчик 7 соединен с выходом
пзмерителя 8 толщины полосы за второй клетью. Выход «топкого регулятора 9 соединен с входом системы 10 управления скоростью двигателей валков последней клетп. Вход регулятора 5 через задатчик // соедипен с излгерителем 12 толщины полосы на выходе стана. линейного дифференцирующего звена 6. Вход зоны нечувствительности 13 соединен с выходом носледующего из регуляторов 5 или 9, а выход звена 16 соединен с уставкой толщнны задатчика 3 нлн 7 нредыдущего регулятора 1 или 5. В контур коррекции кроме собственно корректора входят два регулятора толщины. Последующий из регуляторов, расноложенный на входе корректора, играет роль замкнутой системы измерения отклонения толщины, отработанной этим регулятором. Предыдущий из регуляторов, расположенный на выходе корректора, играет роль замкнутой системы унравления толщиной иолосы, на которую воздействует корректор. Расстояние между измерителями толщины полосы этих регуляторов с учетом обжатия полосы в клетях, расположенных между этимн измерителями, определяет транспортное запаздывание в контуре коррекцин, пропорциональное скорости прокатки. Система измерения на входе корректора н система управлення на его выходе вносят дополнительные запаздывания, которые так же зависят от скорости полосы. В предлагаемом устройстве вместо интегратора нрнменено нелинейное дифференцирующее звено 16, обладающее свойством реагировать пропорционально возмущению, но только в случае его возрастания; на спадающий же сигнал, соответствующий процессу отработки возмущения, это устройство не реагирует. На его выходе сохраняется сигнал максимального возмущения. Предлагаемое устройство коррекцин работает следующим образом. Предноложим, что уставка толщины иолосы за первой клетью в задатчике 3 /loi не согласована с уставкой толщины полосы за второй клетью в задатчике 7 hoz- Тогда на выходе задатчнка 7 появится отклонение толщины Д/12, которое будет отработано регулятором 5 за счет измеиения скорости первой клети A/ZI/HI пропорционально отработанному отклонению толщины . Дя1 АЛа HLhoz Еслн величина A/II//ZI превысит заданные пределы зоны нечувствительности 13, то звено 16 нзменит уставку /Zoi в задатчике 3 на величину A/ZOI. Измененне уставки задатчика 3 нриводит к отработке этого изменения на нолосе с помощью регулятора /. Такое искусственное отклонение толщины нолосы, равное Д/1о доходит до нзмерптеля 8 (A/Zg) Ml - А/г, и отрабатывается регулятором 5 за счет уменьшення его выходного сигнала Arti/«i. Для идеальной коррекцни иеобходимо, чтобы Для этого необходимо, чтобы . что возможно согласно (1) и (2) в случае, еслн передаточный коэффициент контура коррекции будет соответствовать равенству Aftpi A«i /Zji«I для чего передаточный коэффициент корректора умножен в функциональном преобразователе 14 на уставку Ли. В этом случае выход регулятора 5 будет нулевым и будет отрабатывать естественные отклонения толщины в пределах своего рабочего диапазона, задаваемого зоной нечувствительности 13 в корректоре. Повая уставка задатчика 3, равная h(}i- -Ahoi, поддерживается корректором за счет запоминающих свойств звена 16. Нечувствительность этого звена к сигналу отработки (к снадающему сигналу) размыкает контур коррекции и, следовательно, исключает колебательный переходный процесс в нем, позволяя корректировать с требуемым темпом без учета изменяющегося запаздывания. Требуемый темп корректирования задается инерционным звеном 15. Аналогично работает корректор, согласующнй уставку регулятора 5 толщины в задатчике 7 с диапазоном работы регулятора 9. При отсутствии измерителя 4 регулятор 1 можно переключить на работу от измерителя иеремещения нажимных винтов первой клети, сигнал которого пропорционален толщине нолосы за нервой клетью. В этом случае корректор так же нрименим, по без функционального нреобразователя 14. Выход корректора в этом случае по-прежнему подается па вход регулятора /. Эффективность предлагаемого устройства заключается в абсолютной устойчивости процесса коррекции, что позволяет производить его с требуемым темпом. Предмет изобретения Устройство коррекции для системы автоматического регулироваиия толщины полосы па непрерывном стане холодной прокатки, содержащей каналы регулирования толщины, включающие измерители отклонения толщины полосы, связанные через регуляторы с системамн унравления двигателями предыдущих но отнощению к измерителям клетей, нричем выход регулятора последующего канала соединен со входом регулятора предыдущего канала, отличающееся тем, что, с целью повыщення точности коррекции, в цепь между регуляторами введены блок зоны нечувствительности, нелинейное дифференцирующее звено н интегратор, соединенные последовательно
(+)
Ct)
C