Изобретение относится к формам для изготовления полых тел из термопластичного материала, полученных методом экструзии с последующим раздувом.
Указанным методом получают полые тела, имеющие остатки на дне.
Известны формы, имеющие устройство для отделения остатков дна полого тела, но отделение остатков полых тел в этих формах осуществляется отдельной операцией.
Цель изобретения - создание формы, обеспечивающей совмещение операции отделения остатков дна полого тела с операцией раскрытия двух полуформ.
В предлагаемой форме устройство для отделения остатков дна полого тела выполнено в виде двух поворотных пластин, диаметрально противоположные концы которых закреплены щарнирно и снабжены устройством для удержания в момент раскрытия формы свободного подпружиненного конца другой пластины.
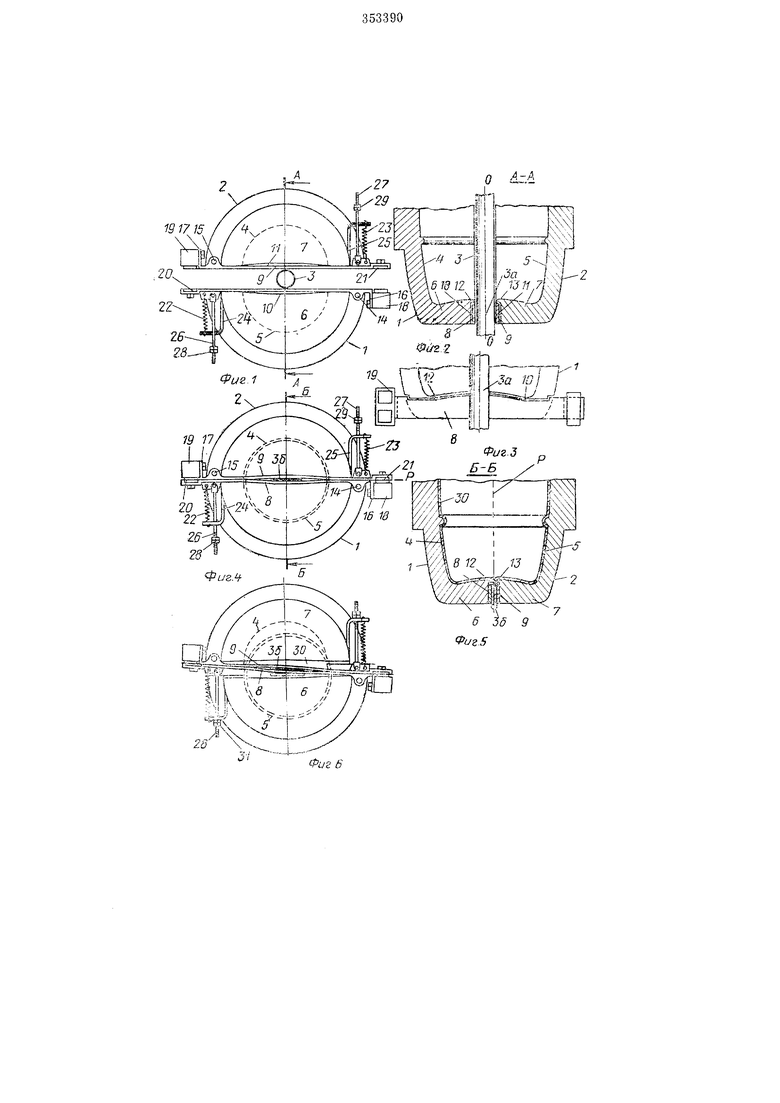
На фиг. 1 показан вид снизу двойной формы с устройством для отделения остатков со дна (форма в положении открывания); на фиг. 2-разрез по А-Л на фиг. 1; на фиг. 3- вид спереди нижней части полуформы и элементов устройства для отделения остатков дна (вид показан с внутренней части формы); на фиг. 4 - вид снизу формы в закрытом положении; на фиг. 5 - разрез по Б-Б на
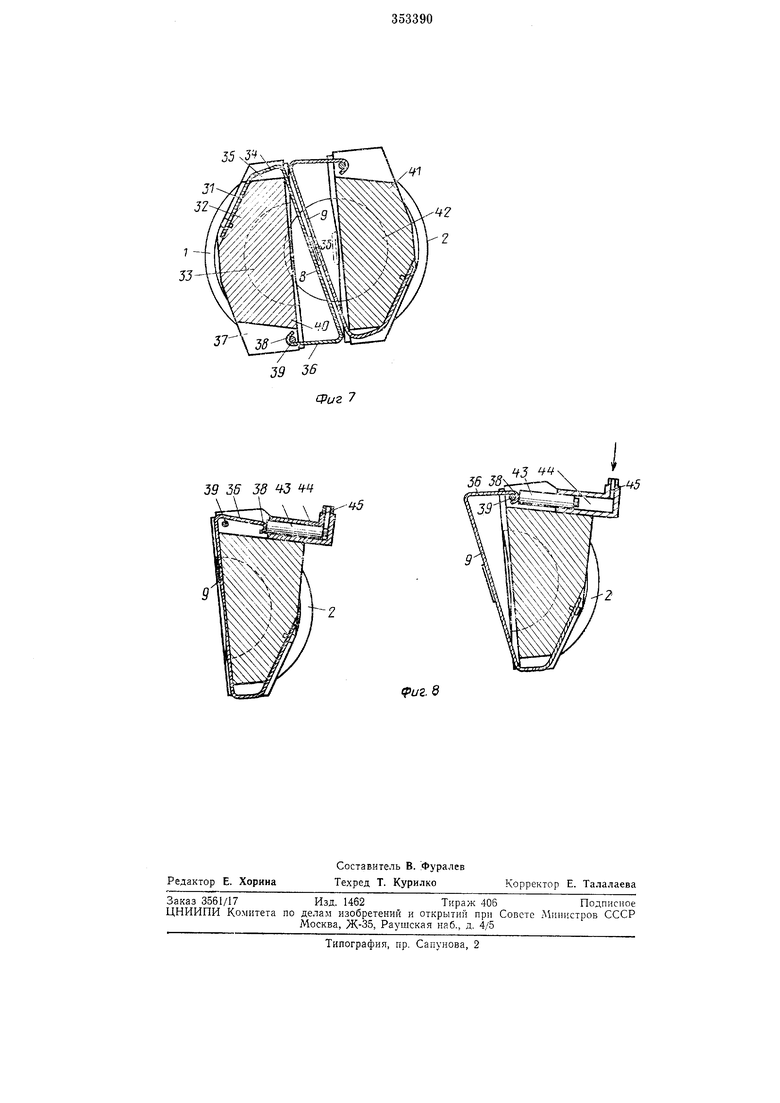
фиг. 4; на фиг. 6 - вид снизу формы ЕО время ее открывания, непосредственно перед отделением двух примыкающих друг к другу лезвий и освобождением открываемых остатков; на фиг. 7 - форма после начала открывания; на фиг. 8 - один из вариантов управления пластинами.
Предлагаемое устройство для отделения остатков дна смонтировано на нижней части
формы, состоящей из двух частей 1 и 2. Трубчатая наборка 3 из пластмассы непрерывно экструдируется, а отрезки этой наборки постепенно захватываются двумя полуформами 1 и 2 при закрывании каждой формы, после
чего они деформируются путем раздува внутри закрытой формы. Полуформы 1 н 2 соответственно образуют пооюсти 4 и 5, на поверхности которых наносится мягкий материал отрезка наборки 3 в момент раздува.
Полуформы 1 я 2 соответственно снабжены поперечными днищами 6 и 7, соприкасающимися одно с другим по плоскости стыка f формы в ее закрытом положении. При закрывании формы крайняя нижняя часть За наборки
3 зажимается между днищами 6 п 7, в результате чего закрывается нижний конец отрезка наборки 3. В результате зажимания в этом месте образуется остаток на дне 36 (фиг. 4), состоящий из пластичного материала, раздавУстройство для отделения остатков дна согласно изобретению состоит из двух пластин 8 и 9, соответственно закрепленных на полуформах / н 2. Пластнны 8 л 9 расноложены в соответствующих выемках 10 н 11, об)азуе),1ых на нлоскостих стыка дннш, 6 к 7. Од,нако верхняя часть этих новерхностеГ стыка не вырезана для образования ножей 2 н 13, зажимающих дно н образуеА Ь х рс-брами, ог)аин1еиными между полостям - 4 н 5 н выемками 10 н //. Эти ребра могут быть вогнуты по форме дна нзтотавдиваемого иолого предмета. Верхняя кромка нластин 8 н 9 расноложеиа возможно ближе к соседнему зажимающему ножу 12 или 13. В приводимом примере дно изготовляемого полого тела вогнутое, а верхние кромки нлаетип 8 и 9 имеют выпуклую форму, еоотпетствуюагую форме зажимающих ножей 12 и 13. Пластины 8 и 9, которые таки:м образом расположены параллельно плоскости стыка Р формы и перпеидикулярно оси О-О наборки 3j на одиом конце щарпирпо закреплены и поворачиваются вокруг oceii 14 и 15. Эти осп 14 и /5 параллельны оси О-О наборки 3 и смонтированы на днищах 5 и 7 в двух диаметрально противоположных точках. Пластипы 8 и 9 удлинены наружу за соответствующими поворотными осями 14 и 15 с помощью изогнутых иод утлом лапок 16 и 17, к которым прикреплены иостояпные матпиты 18 и 19. На копцах пластии 8 и 9, против поворотных осей 14 и 15, смоитировапы металлические детали 20 и 21, расположенные против полюсов постоянпых магнитов 19 и IS и коптактирующие с постоянными магнитами. Пластины 8 и 5 упруго притягиваются при помощи пружин 22 и 23 в сторону полуформ, на Которых они закреплены. Пружнны прикреплены с одной стороны к этим пластинам, а с друтой стороны к нолкам уголка 24 и 25. прикрепленным соответственно к диищa,I 6 и 7. Также предусмотрены средства для ограничения угловых отклонений пластин 8 л 9 относительно осей 14 и 15. Эти средства могут, например, быть тягами 26 и 27, присоединеннымп к подвижным концам илаетин S н 9. проходящими через утолки 24 и 25 и регулирусмььми гайками 28 и 29, навгщченными на резьбовые концы этих тяг для изменен1 я амнлитуды вращения, допускаемого для этих нластин. Устройство работает следуютцим образом. Когда форма открыта (фит. 1-3} плаетины 8 и 9 удерживаются в выемках 10 и 11 под действием соответствующих возвратных пружип 22 и 23 и сжаты по отнощению к плоскости стыка Р формы. После этого горячая Наборка 3 вводится между двумя полуформами / и 2 общеизвестными средствами. Нижняя часть Зи иаборки таким образом зажата между иластииам S и 9 и образую остаток 36 иа лдс (. 4 и 5). Кроме того линия сварки нижнего :-;он:1,а паборки 3 нолучается между заж11мающим11 12 и 13. После этого ирист 1ают к раздувке, впуская сжатый зоздух внутрь наборки 3, прижи: 1ае; ой воздухом к лолостим 4 и 5 и образуюmeii полос тело 30. Послсдисе раздувается, а затем охлаждается в закрьгго форме. Затем (Ьорма открывается; в это время обе иримыкающ1 е друг к ;ругу лопасти илаетии соединяются Г1ритяжение: 1 матнитов 18 и 19, возде ;ств ю;д1:х иа иротизоположные детали 2} и 20. С.тедовательио в течение открывания фор-мы лопасти иласт1П1 иоворачнваются вокруг occii 14 и /5 и остаются соприкасающимися, как изображено иа фиг. 6. Это вращение сопровождается легким относительным скольжением двух иластии 8 и 9 одна по другой. Из за того, что остатки 36 заключены между лоиастя; 1и пластин, в)ащательное движеиие эт15х двух лопастей, иаиравлениое нрпмерпо по прямой, соедияяюитей их оси вращеиия 14 и 15 осуществимо лищь в случае, если остатки 36 отделены ото дна тела 30, полученного нутем раздува. Полое тело удерживается в одной из полуфор-М ае изображенными иа чертежах общ.еизвестиымн средствами II, кроме того, его соиротивле;п:е удалению из полости фор-мы иовыщаетсм с возрастапием радиуеа кривиз ы его дпа. Это сопротивление может увеличиваться любым способом npi;креиления дна к иолуфо)ме. Остатки дна 56 легче, отделяются при движении пластин 8 и 9 но суженной линии, образуемой иож:ами 12 и 13, поэтому целесообразно, чтобы верхние кромки пластии 8 и 9 соответетвовалп (ио возможности) фор:.1е зажимающих ножей. ьПегкому отделению остатков дна также снособствует повышение упругости пластины 8j выталкивающей остатки дна 36, так как напряжение иа разрыв возрастает от конца суживающейея линии, образуемой двумя зажимающими ножами 12 и 13, в сторону второто конца этой линии по мере открываипя формы. После операции открывания формы остатки 36 полностью отдследь: от дпа полото тела 30, полученного путе: 1 раздува, как изображено иа фиг. 6. В это время тяги 26 и 27 ограничивают враитение пластин S и i гайками 28 и 29, соирикаеаюи1,имися с уголками 24 и 25. С этого .MOMCirra ири продолжающемся открызаиии формы детали 21 и 20 отходят от противоположных магнитов 18 и 19, в результате чего эти магниты освобождают пластииы, всзвращ.ае),1ые в нерабочее положение нод действием пружин 22 н 23. В результате отделения пластин 8 и 9 остатки 36 падают под действием еобствеиного вееа. Они не прилипают к пластпиам 8 и 9, поскольку вовремя открывания формы происходит скольжепие лопастс пластии но этим остаткам. Если бы
той или друго пластиле, то легкого толчка пластины при обратном ее движении в нерабочее положение в сторону соответствующей полуформы, оказалось бы достаточным, чтобы этн остатки надали.
После этого устройство снова находится в положении, изображенном на фиг. 1, и вновь готово для работы.
В другом варианте выполнения постоянные магниты 18 и 19 могут заменяться храповыми устройствами, освобождающими противоположную пластину ввиду относительного скольжения лопастей пластин во время открывания формы. В этом случае каждая полуформа снабжена храповиком, оттягивается пружиной и зацепляется за конец нластины, закрепленной на противоположной полуформе, в положении закрывания форл1Ы. Этот храповик действует при этом аналогично магнитам 18 и 19 во время открывания формы.
В упрощенном варианте выполнения устройство может быть спабжено только одной пластиной 8 пли 9 в том случае, если отрываиие остатков дна оказывается особенно легким. В это.м случае одна из полуформ иоддерживает единственную лопасть, вращение которой ограничивается способов, описаиным выше, в то время как другая полуформа просто снабжена постоянным магнитом или храповым устройством, вызывая вращение пластины в начале открывания формы.
На -фиг. 7 показаны нластины, изготовленные из упругой металличеекой ленты, один конец которой 31 отогнут и прикреплен к задней поверхности 32 основания 33, прикрепленной любым не изображенным на чертел е способом к пижней части поверхности днища 6. Пластина изогнутой частью 34 образует пружину, которая может деформироваться в канавке 35, предусмотренной для этой цели в основании 33, противоположпый конец 36 плаетины 8 отогнут назад и перемешается в канавке 37, предусмотренной для этой цели в основании 33 и заканчивается крюко.м 38, взаимодействующим с винтом 39, ограничивающим его пере.мещение.
На фиг. 7 ноказан следующий способ работы. После перемещения спаренных нластин 5 и Р в достаточной степени, чтобы вызвать отрывание остатков дна 36, их крюк 38 упирается в винт 39, ограничивающий его движение; обе пластииы 8 м 9 при этом отделяются друг от друга и освобождают остатки дпа 36, они упруго возвращаются в свое первоначальное положение и резко ударяются о внутренHi;e края 40 и 41 двух основа 1ИЙ 33 и 42, iia которых они остаются.
В варианте выполнения, изображенном на фиг. 8, обе пластины 8 i 9 удерживаются одна рядом с другой в начале открывания двух соответствующих полуформ 1 и 2, под действием пневматических сил; для этого крюк 38 на отогнутом конце 36 пластин 8 и 9 опирается на поршень 43, скользящий в цилиндре 44, в
который входит канал 45, присоединенный к источнику сжатого воздуха (не изображенно.му на чертеже), при этом сжатый воздух входнт в цилиндр 44 во время открывания фор.мы, как показано стрелкой на фиг. 8,
иричем эта подача прекращается, когда форма достаточно открыта.
Предмет изобретения
1. Форма для изготовления полых тел из тер.мопластичного материала, полученных методом экструзии с последующим раздувом, содержащая две нолуформы и устройство для отделения осгатков полого тела, отличающаяся тем, что, с целью отделения остатков дна полого тела в .момепт раскрытия формы, устройство для отделения выполнено в виде двух поворотных пластин, диа.метралыю противоположные концы которых закреплены шарнирно и снабжены устройством для удерл ания в мо.мент раекрытия формы свободного подпружиненного конца другой пластины.
2.Форма по п. , отличающаяся тем, что, устройство для удержания свободного подпружиненного конца пластины выполнено в виде постоянного магнита.
3.Форма по п. I, отличающаяся тем, что устройство для удержания свободного подпружиненного конца нластины выполнено в
виде храпового механизма с прзжнной.
4.Форма по н. 1, отличающаяся тем, что каждая полуформа снабжена упором, ограничивающим угловое перемешсние нластины относительно оси вращения.
5. Форма по п. 1, отличающаяся тем, что пластины имеют кро.мку, соответствующую профилю зажимающего ножа, расположенного между нолостью дна и выемкой, в которой находится пластина.
G. Форма по п. 1, отли-инощаяся тем, что пластина выполнена из металлической упругой лепты, один конец которой отогнут и закрсилен, а другой свободный, но имеет загиб в виде крючка, который взан.модействует с унором и ннев.моцилиндром.
Фиг 6
О Л
J5. Л
57
J5
1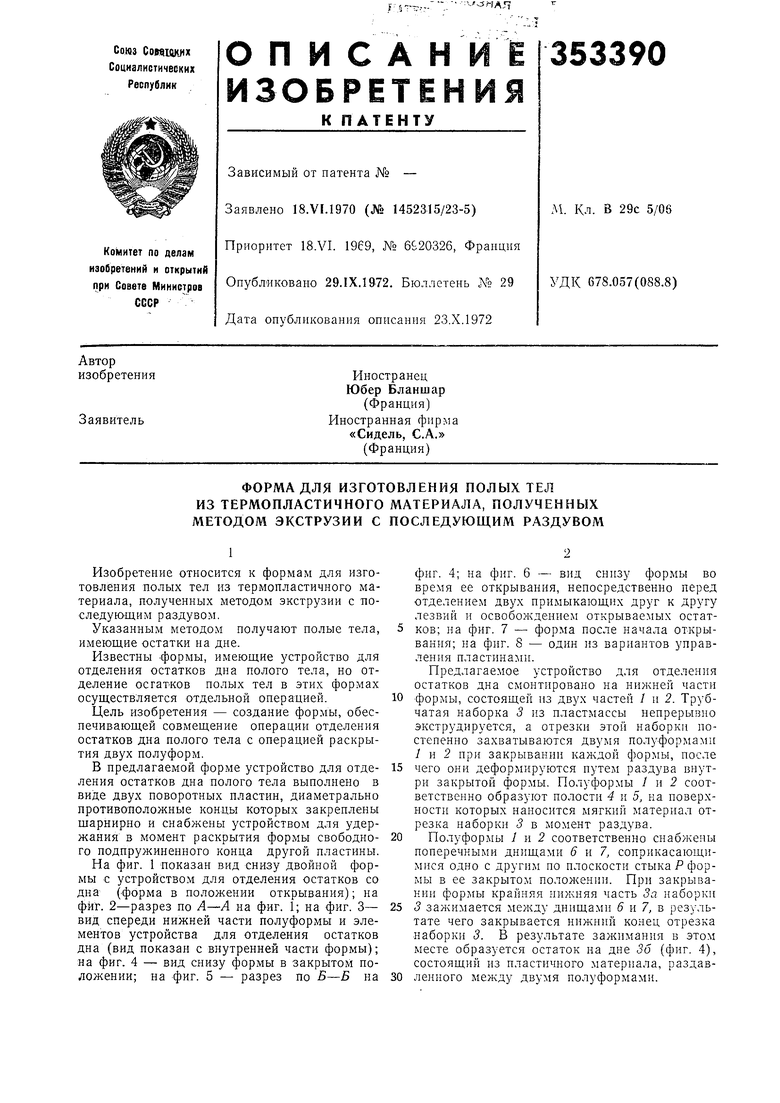
J5 6 38 3
игЗ
