ФОРМА для ИЗГОТОВЛЕНИЯ ПОЛЫХ ТЕЛ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ МЕТОДОМ ЭКСТРУЗИИ С ПОСЛЕДУЮЩИМ
1
Известны формы для изготовления нолых тел из полимерных материалов методом экструзии с последующим раздувом, содержащие две полуформы и устройство для отрезания части полого тела. Но устройства для отрезания в указанных формах не обеспечивают достаточно качественного среза части полого тела ввиду слабого сопротивления полимерного материала режущим устройствам.
Целью изобретения является устранение указапиого недостатка.
Это достигается тем, что устройство для отрезания части полого тела выполнено в виде ребра, выступающего во внутреннюю полость формы, образованного внутренней поверхностью непосредственно формы и подвижными элементами, укрепленными на штоках силовых цилиндров. При этом подвижные элементы могут быть выполнены в виде двух пластин, расположенных но одной в каждой полуформе с возможностью перемещения поперек оси формы, или в виде пуансона с возможностью перемещения вдоль оси формы, контактирующего с внутренней поверхностью верхней части формы, или в виде матрицы с возможностью перемещения вдоль оси формы, нричем матрица внутренней поверхностью
РАЗДУВОМ
контактирует с наружной поверхностью верхней части формы.
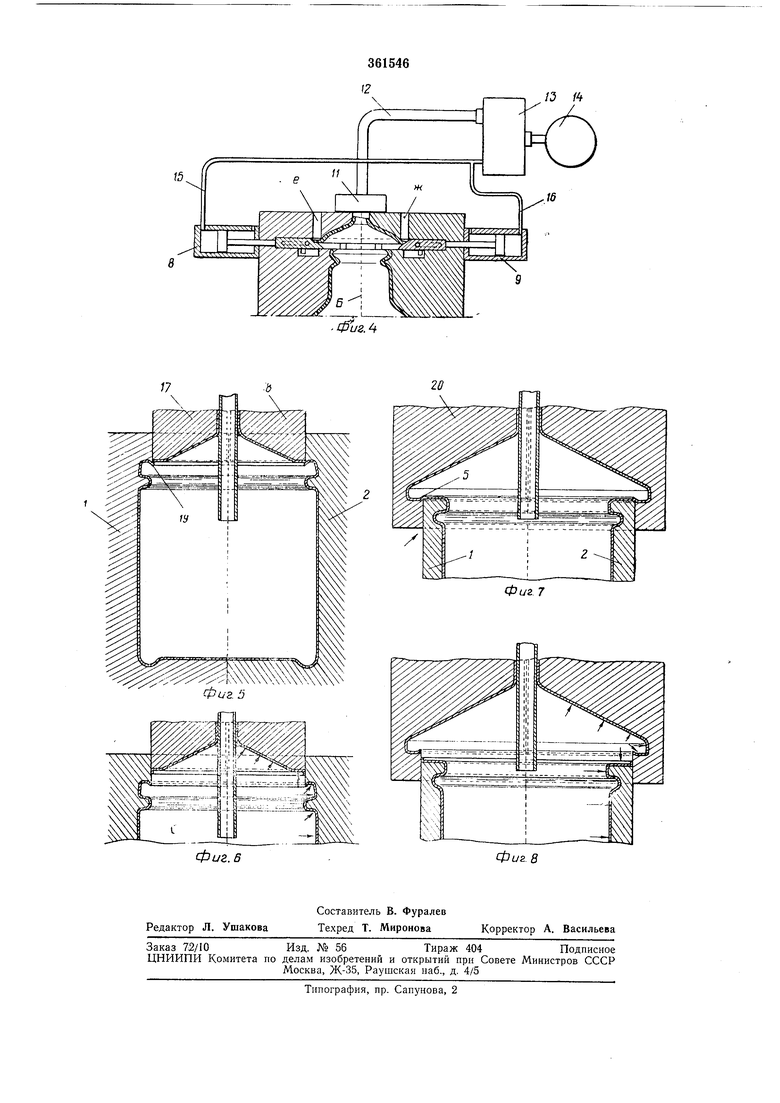
На фиг. 1 изображен вертикальный разрез верхней части предлагаемой формы (открытой); на фиг. 2 - разрез по Л-Л на фиг. 1; на фиг. 3 - частичный вертикальный разрез формы (показана закрытой) в начале раздува полого тела; на фиг. 4 - частичный вертикальный разрез формы незадолго до окончания раздува; на фиг. 5 - вертикальный разрез формы, подвижные элементы которой выполнены в виде пуансона; на фиг. 6 - то же, в момент отделения ненужной части полого тела; на фиг. 7 - вертикальный разрез формы, подвижный элемент которой выполнен в виде матрицы; на фиг. 8 - то же, в момент отделения ненужной части полого тела.
На фиг. 1 и 2 показана открытая форма, состоящая из двух полуформ 1 и 2. Эта форма примепяется для получения полого тела из термопластичного материала - для бутылок, изготовляемых из экструдируемой трубы 3, нолучаемой на экструзионной машине 4. Отрезок экструдируемой трубы 3 вводится между двумя полуформами / и 2 и как только форма закрывается, сжатый воздух подается внутрь отрезка трубы, в результате чего этот отрезок, еще в пластичном состоянии, деформируется и накладывается на внутренние новерхности полуфоры. Таким образом нолучается полое тело 5, нмеюндее над горловиной отходы (хвосты), которые необходилю удалить. На фиг. 3 полое тело 5 ноказано в том виде, в котором оно находится внутри формы во время процесса раздува. Устройство для отделения ненужной части от горлышка раздуваемого нолого тела состоит из двух пластин 6 и 7, обычно в форме параллелепипеда, смонтированных с возможностью скольжения в соответствующих поперечных полостях а и б. Через пластины нроходят каналы виг, подсоединенные к источнику холодной воды, обеснечивающие таким образом охлаждение полуформ. Передние края пластин 5 и 7 соприкасаются один с другим в плоскости стыка Б, когда форма закрыта и отрезное устройство не работает. Выступающие внутрь формы острые кромки пластин 5 и 7 образуют вместе с выстунающими также внутрь формы кромками самой формы ребра В. Пластины 6 и 7 присоединены к щтокам двух пневматических силовых цилиндров 8 и 9, регулирующих перемещения пластин б и 7 перпендикулярно плоскости стыка Б. Во время раздува пластины б и 7 удерживаются в сомкнутом положении. Пластины 5 и 7 снабжены пальцами 10, скользящими в пазах д полостей а и б. Каналы е и ж для выброса в атмосферу сжатого воздуха проходят через полуформы до полостей а и б, в которых расположены пластины 5 и 7. В нерабочем положении, т. е. во время раздува, нластины и 7 закрывают отверстия каналов е и ж, как изображено на фиг. 3. Помимо этого, форма может иметь пазы 3 и ц с одной стороны, кил - с другой, расположенные параллельно плоскости стыка Б в стыковых поверхностях полуформ 1 к 2. Эти пазы выходят с одной стороны наружу формы, а с другой - в полости а и б пластин 6 и 7, причем эти пластины в нерабочем положении закрывают внутренние отверстия этих пазов. Ниже онисана работа формы. Открытая форма, как изображено на фиг. 1 и 2, закрывается на отрезке экструдируемой трубы 3. В это время пластины б и 7 находятся в нерабочем положении. Пластины б и 7 прижимаются одна к другой пневматическими силовыми цилиндрами 5 и 9. Па фиг. 4 видна раздувочная головка 11, соединенная трубонроводом 12 и управляющим устройством 13 с источником 14 сл атого воздуха. Устройство 13 также регулирует подачу сжатого воздуха в пневматические силовые цилиндры 5 и 9 по трубопроводам J5 и 16. В данном случае в пневматические силовые цилиндры 5 и Р сжатый воздух подается незадолго до начала раздува и они остаются такими во время раздува В конце раздува давленне в пневмоцилинрах сбрасывается, в результате чего пластиы 6 н 7 за счет внутреннего давления в полоти формы начинают перемещаться от плоскоти стыка полуформ. В результате смещения ластип острая кромка непосредственно форы обнажается и верхняя часть раздуваемоо полого тела при контакте с этой кромкой резается. Пластины 5 и 7 неремещаются до ех пор, пока каналы е и ж не соединятся с внутренней полостью формы и сжатый воздух из нее не будет выброщен в атмосферу. Если снижение давления в цилиндрах S и 9 не вызывает достаточно быстрого перемещения нластин 6 и 7, следует использовать цилиндры 8 и 9 двойного действия и подавать воздух в соответствующие полости известными средствами или же применять цилиндры с возвратной пружиной. Как только отход отделен от горлыщка полого тела, как указано выще, он освобождается во время открывания формы и удаляется. На фиг. 5 и 6 показан разрез полуформ / и 2, из которых состоит форма. Обе полуформы имеют также по подвижному элементу 17 и 18, которые в закрытом положении представляют собой пуансон. Элементы 17 и 18 имеют возможность перемещаться вдоль оси формы. Обе нолуформы имеют режущую кромку 19. В конце раздува полого тела нодвижные элементы 17 и 18 как одно целое начинают перемещаться наружу и в результате контакта верхней части раздуваемого полого тела с режущей кромкой 19 ненужная верхняя часть полого тела отрезается и затем удаляется. На фиг. 7 и 8 подвижные элементы выполнены в виде матрицы 20, охватывающей нарул ;ные поверхности нолуформ. Предмет изобретения 1.Форма для изготовления нолых тел из по.шмерных материалов методом экструзии с носледующим раздувом, содержащая две полуформы и устройство для отрезания части полого тела, отличающаяся тем, что, с целью обеснечения качественного отрезания части полого тела, устройство для отрезания выполнено в виде ребра, выстунающего во внутреннюю нолость формы, образованного внутренней новерхностыо неносредственно формы и подвижными элементами, укрепленными на щтоках силовых цилиндров. 2.Форма по п. 1, отличающаяся тем, что подвижные элементы выполнены в виде двух пластин, расположенных по одной в каждой полуформе с возможностью перемещения поперек оси формы. 3.Форма по п. 1, отличающаяся тем, что подвижный элемент выполнен в виде пуансона с возможностью неремещения вдоль оси формы, контактирующего с внутренней поверхностью верхней части формы. 4.Форма но п. 1, отличающаяся тем, что подвижный элемент выполнен в виде матрицы с возможностью перемещения вдоль оси формы, причем матрица внутренней поверхностью контактирует с наружной поверхностью верхней части формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ТЕЛ | 1972 |
|
SU353390A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1973 |
|
SU361548A1 |
| Форма для раздува полых изделий с отверстием в донной части | 1975 |
|
SU588128A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТЮБИКОВ | 1965 |
|
SU171539A1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ВЫДУВНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1973 |
|
SU378324A1 |
| ЛИТЬЕВАЯ ФОРМА | 1973 |
|
SU361889A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU583870A1 |
| Машина для литья под давлением | 1973 |
|
SU445516A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЭТ-ТАРЫ | 2016 |
|
RU2635600C2 |
| Устройство для экструзионно-раздувного формования изделий из термопластичных материалов | 1985 |
|
SU1331656A1 |