Изобретение относится к области найки.
Известен способ контактно-реакционной пайки магниевых сплавов, состоящий в том, что между соединяемыми поверхностями деталей помещают металлы, образующие с магнием эвтектики, и нагревают методом сопротивления с приложением давления.
Для повышения качества паяного соединения путем образования в зоне контакта парообразной фазы, уносящей из зопы нагрева избыток жидкого металла « неметаллических включений, нагрев по предлагаемому способу осуществляют при постоянно увеличивающемся усилии поджатия соединяемых деталей.
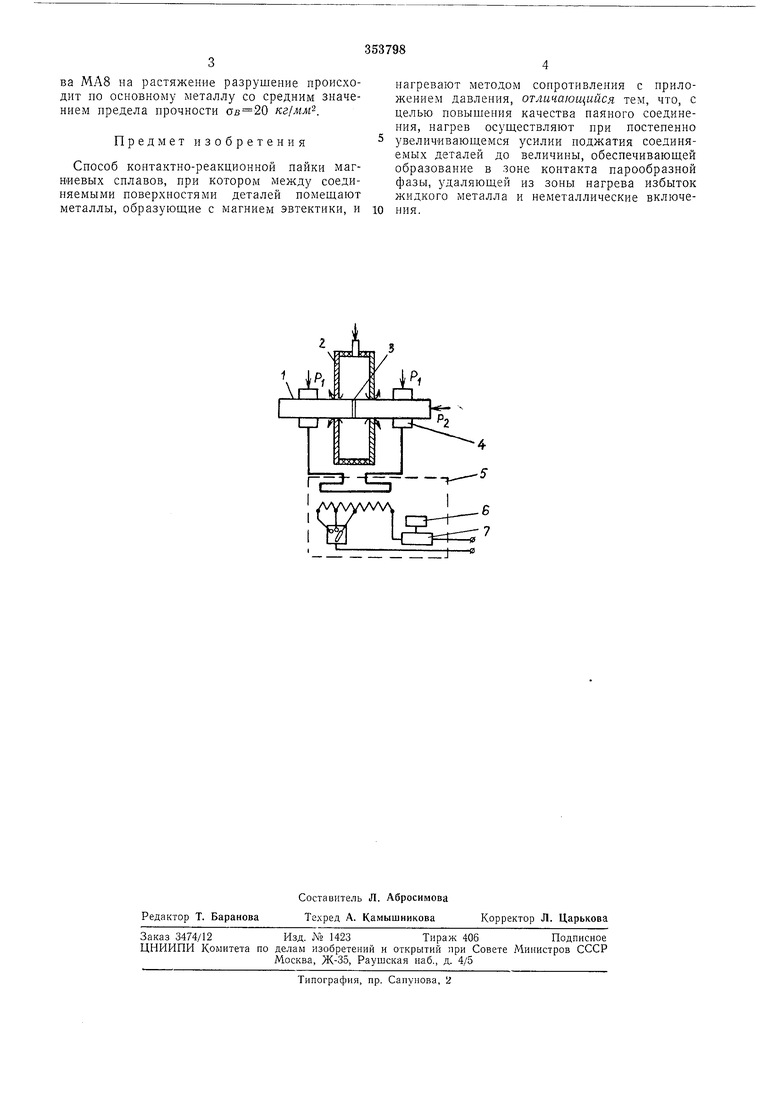
На чертеже изображена установка для осуществления предлагаемого способа; где: / - паяемые образцы; 2 - камера с защитной средой; 3 - промежуточная прокладка-припой; 4 - медные контактные зажимы (подвод тока); 5 - электрическая схема питания и регулировки установки; 6 - регулятор времени; 7 - игнитронные лампы, дозирующие время пропускания тока; PI - радиальное поджатие образцов, обесиечивающее электрический контакт; PZ - осевое усилие, подаваемое на образцы для поджатия.
При пайке деталей нагрев происходит в первую очередь в месте стыковки соединяемых образцов и про.межуточной прослойки за счет увеличенного сопротивления пропуеканию тока на этой границе. Так обеспечивается локальный нагрев в зоне пайки.
Особенность осуществления предлагаемого способа состоит в том, что в течение всего периода нагрева (пропускания тока) происходит постепенное увеличение осевого поджатия 2 за счет эксцентрики до контактного соприкосновения до величины 70 кг/см. По такому способу пайки неплотное поджатие образцов приводит к возникновению разряда в зоне контактов, плавлеппю, образованию эвтектической составляющей и возшгкновению парообразной фазы, уносящей пз зоны нагрева жидкую составляющую и неметаллические включения. Постепенное приложение давления PZ, направленного нормально к соединяемым новерхностям, способствует соединению очищенных поверхностей до образования зоны сращивания.
Осуществление пайки при условии нагрева сопротивлением по предлагаемому способу позволяет сократить время всего цикла пайки до 1 мин, а время выдержки при температуре пайки до 0,45 сек.
Способ пайки с выдавливанием жидкой фазы позволяет сохранить механические свойства паяемого металла и состояние поверхности деталей.
ва MAS на растяжение разрушение происходит по основному металлу со средним значением предела прочности ав 20 кг/жл.
Предмет изобретения
Способ контактно-реакционной пайки магниевых сплавов, при котором между соединяемыми поверхностями деталей помещают металлы, образующие с магнием эвтектики, и
нагревают методом сопротивления с приложением давления, отличающийся тем, что, с целью повышения качества паяного соединения, нагрев осуществляют при постепенно увеличивающемся усилии поджатия соединяемых деталей до величины, обеспечивающей образование в зоне контакта парообразной фазы, удаляющей из зоны нагрева избыток жидкого металла и неметаллические включения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки деталей из разнородных металлов | 2024 |
|
RU2840136C1 |
| Способ пайки углеграфитовых материалов с железосодержащими сплавами | 1981 |
|
SU986667A1 |
| Способ пайки графита с алюминием | 1979 |
|
SU854627A1 |
| СПОСОБ ПАЙКИ ТЕПЛООБМЕННИКА | 2013 |
|
RU2569856C2 |
| Способ контактно-реактивной пайки жаропрочных никелевых сплавов | 1988 |
|
SU1570864A1 |
| Способ контактно-реактивной пайки | 1988 |
|
SU1563905A1 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| Способ индукционной пайки | 1980 |
|
SU998029A1 |
| Способ пайки металлических конструкций | 1983 |
|
SU1133054A1 |
| Способ автоматического управления процессом пайки | 1988 |
|
SU1611621A1 |
