Изобретение относится к области сварочного оборудования, в частности, к оборудованию арматурных сеток.
Известные машины для сварки сеток, включающие устройства для нодачи сеток, питатель для подачи поперечных прутков, станину с нижними токоведущими шинами, подвижную траверсу с верхними токоведущими шинами и контактные колодки, смонтированные на поворотных рычагах являются малопроизводительными и имеют сложную конструкцию.
Предполагаемая машина свободна от отмеченных недостатков, так как ввод в зону сварки контактных колодок производится благодаря наличию приводного вала периодического поворота не за счет поворота рычагов, а при их прямолинейном движении.
Приводной вал периодического поворота закреплен на станине и снабжен кулачками, устано1вленны1ми с уч-етом ограниченного перемещения вдоль и вокруг продольной оси вала и взаимодействующими с одним концом подпружиненных рычагов, которые смонтированы на направляющих, связанных с подвижной траверсой, а другой конец рычагов оснащен подпружиненными контактными колодками.
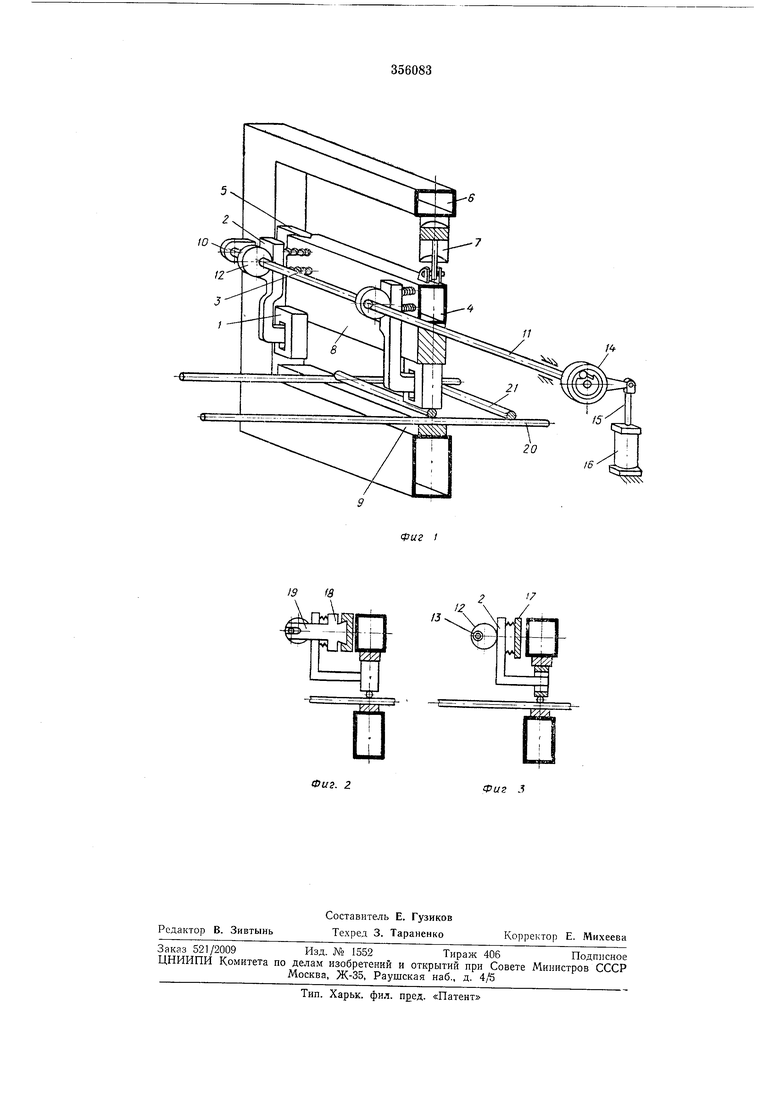
Мащина состоит из подпружиненных контактных колодок /, смонтированных на рычагах 2, которые перемещаются по направляющим 3 с пружинами. Направляющие 3 установлены на подвижной траверсе 4, перемещающейся по направляющим 5, слгонтироваиным на станине 6. На траверсе 4, перемещающейся при помощи цилиндров 7, установлены верхние токоведущие шины 8, а нижние токоведущие шины 9 смонтированы на станине 6, на которой закреплены опоры W. В опорах 10 установлен вал 11 с кулачками 12, которые можно устанавливать на втулках 13 с целью углового смещения относительно вала при переналадках, при этом кулачки закрепляются винтами. Кроме того, при переналадке возможно перемещение кулачков 12 вдоль вала 11. Для этого вал должен быть выполнен со щпонками или щлицевым.
На валу 11 смонтирован механизм периодического поворота, например, обгонная муфта 14, обойма которой связана со штоком 15 цилиндра 16. Чтобы исключить трение рычагов 2 с кулачками 12 при подъеме и опускании траверсы 4, предлагается вариант установки рычага 2 на балке 17. Кроме того, предлагается вариант выполнения контактных колодок / перенастраивающимися, причем с целью ускорения переналадки в пазу на балке 17 смонтированы подвижные блоки, выполненные в виде корпуса 18, снабженного двумя щеками 19, которые охватывают вал // и между которыми расположен кулачок 12, установленный на валу, и рычаг 2. Передвигая весь блок, можно одновременно перемещать кулачок и контактную колодку в места пересечения прутков 20 и 21, что позволит сократить время переналадки.
При подаче в зону сварки поперечного нрутка 2:1 в промежуток между токоведущими шинами 8 и 9 вводятся контактные колодки / путем поворота цилиндром 16 через обгонную муфту 14 вала 11, кулачки 12 которого нажимают на рычаги 2, с которыми перемещаются колодки. После этого дается команда на опускание траверсы 4, которая под действием цилиндров 7 опускается вниз и, достигнув контактных колодок 1, перемещает их до соприкосновения с поперечным 1прут1ко.м 21.
В это же время шток 75 цилиндра 16 возвращается в исходное положение, причем вал 11 остается неподвижным, так как происходит расклинивание обгонной муфты 14. После Сварки траверса 4 поднимается вверх, а сетка при помощи устройства подачи перемещается на шаг. Затем цикл повторяется.
Машина -позволяет изготовлять сетки, имеющие различный шаг между прутками, причем возможно сваривать как тяжелые, так и легкие . Это. достигается тем, что при сварке легких сеток в зону сварки вводятся все контактные колодки /, причем если выполнить промежуток между шинами достаточным для ввода поперечных прутков при расположенных в нем контактных колодках, то возможно
оставить колодки в этом промежутке, отключив иодачу воздуха в цилиндр.
Для сваривания тяжелых сеток контактные колодки / вводятся группами (по 2, 3, 4 и
т. д.) в зависимости от диаметров и мощности трансформаторов. Например, необходимо сварить тяжелую сетку с шестью продольными прутками, причем мощности трансформаторов хватает только на одновременную сварку двух
точек. Для этого кулачки 2 устанавливаются таким о.бразом, что|бы при повороте вала // сработали только два кулачка, затем еще два и т. д., причем возможна настройка кулачков на выдвижение контактных колодок в
любой последовательности, т. е. на выдвижение первой и второй, первой и четвертой и т. д.
Предмет изобретения
Машина для контактной сварки арматурных сеток, содержащая станину, нижние токоведущие шины, подвижную траверсу с верхними шинами и контактные колодки с устройством их перемещения и устаиовки, отличающаяся тем, что, с целью повышения производительности и эксплуатационной надежности машины, устройство для перемещения и установки контактных колодок выполнено в виде приводного вала периодического поворота, закрепленного на станине и снабженного кулачками, установленными с возможностью ограниченного перемещения вдоль и вокруг продольной оси вала, взаимодействующими с одним концом подпружиненных рычагов, смонтированных на направляющих, связанных с
подвижной траверсой, другой конец которых оснащен подпружиненными контактными колодками.
to
/4
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1973 |
|
SU366950A1 |
| Машина для контактной точечной сварки | 1972 |
|
SU445542A1 |
| Устройство для сварки арматурных сеток | 1985 |
|
SU1303324A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1972 |
|
SU343800A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| Устройство для изготовления, наполнения и закрывания мешков | 1991 |
|
SU1838194A3 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
19 la
