1 . , Изобретение относится к овласти сварки, в частности к оборудованию и устройствам для изготовления пло ких проволочных сеток, и может быт использовано при контактной сварке преимущественно мелкоячеистых сетр используемых, например, при иэготовленин клеточных батарей для со держания птицы. Известны машины для контактном сварки плоских сеток, содержащие сварочное устройство с подвижными электродами, механизм подачи продольных и поперечных стержней, при ную камеру для готовых сеток и эле рическую систему управления работо отдельных механизмов . Эти машины имеют ограниченные возможности при сварке сеток с паременным шагом между поперечными стержнями. Известна машина для контактной сварки плоских сеток, содержащая размещенные на станине верхние и нижние электроды, механизм подачи поперечных стержней и механизм ша говой подачи сеток, выполненный 8 виде транспортирующего устройства, взаимодействующего с программатором 2 . Недостатками известной машины являются: во-первых, копир с рукояткой программатора вручную возвращается в исходное положение для сварки очередной сетки, что увеличивает непроизводительные затраты времени на настройку известной машины перед сваркоЯ каждой сетки и снижает производительность;во-вторых,машина обладает ограниченными возможностями сварке сеток с переменным шагом между поперечными стержнями и сварке сеток с различным шагом поперечных стержней; так какдля каждого типоразмера сетки необходим новый копир. Целью изобретения является повышение производительности сварочной машины при изготовлении сеток с переменным шагом между поперечными стержнями и расширенне номенклатуры сваривае14ых сеток. Эта цель достигается тем, что мшиииа сиабжена шарнирно закрепленной на станине под механизмом шаговой подачи сетки и установленной с возможностью углового перемещения поперек движения транспортирующего устройства рамой с упораи и, в свою очередь уетановленным с возможностью
регулируемого программатором перемещения вдоль нее,
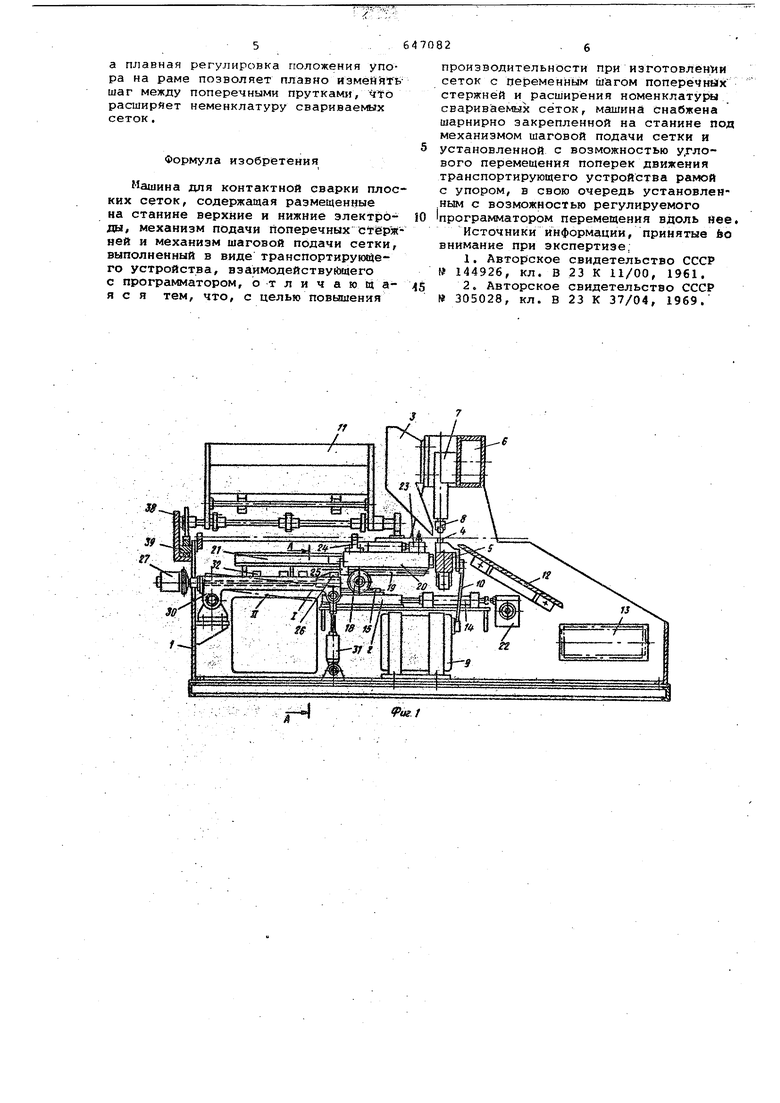
На фиг, 1 схематически иэрбражена машина для контактной сварки плоских сеток; на фиг, 2 - разрез А-А; на фиг, 3 - схема программатора, . .
Машина для контактной сварки плоских сеток содержит установленные на станине 1 механизм шаговой подачи 2 сетки, бункерное устройство 3 для подачи поперечных стержней на нижние электроды 4, смонтированные на регулируемой по выботе траверсе 5, верхнюю траверсу 6 с установленной на ней приводами давления 7 с верхними электродами 8, сварочные трансформаторы 9 с токоподводами 10, бункер для раскладки продольных стержней 11, приемное устрЬйстбрдйя Сваренных сеток 12 и трдиспортер для перемещения сваренных сеток. 13. Механизм шаговой подачи 2.сетки содержит установленный на станине 1;поршневой привод 14, шток которого одним концом соединен с рейкой 15,взаимодействующей через зубчатое колесо 16 и вал 17 с шестернями 18, находящимися в зацеплении с рейками 19, закрепленными на транспО рфйрующем устройстве - каретке 2Q, установленной в направляющих 21 на станине 1, а другим концом взаимодейетвует с толкателем программатора 22, На каретке 20 закреплены зажймь 23 продольных стержней, гребенка24 и упор 25, взаимодействук11йй1 5 с приводным регулируемым упором 26,установленным с возможностью, перемещения вдоль соедин.енного с мотор-рёдуктором 27 ходового винта 28 Ш Йаправляющих 29, закрепленных на раме 30, одна сторона которой mapHHjsHis; закреплена на станине 1, а другай соединена со штоком поршневого riptf- вода 31,
На раме 30 размещена группаяатчиков 32, в3 аимодействующих; с прййодным регулируемым упором 26. Программатор 22 со,5.ержит подпружйНеййый толкатель 33 с собачкой 34, взаимодействующей с храповым колесом 35 и закрепленный на последнем кулачок 36, поочередно включающий конечные выключатели 37,.
Бункер 11-для расклад;ки продольных стержней установлен с возможноеjbTO шагового перемещения в направлении, перпендикулярном подаче сет. ки в направляющих 38 и снабжен-приводом 39,
Работа машины для контактной сваки плоских сеток осуществляется следующим образом. Предварительно в бункерные устройства 3 и 11 укладываются мерные стержни заданной длины. Перед началом цикла приводнОй регулируемый упор 26 находится вкрайнем правом положении, рама 30
в краййем нижнем положении (положение 11) , а каретка 20 в крайнем левом положении,
При включении машины бункерное устройство 11 перемещается в направлении, перпендикулярном подаче сетки и раскладывает продольные
стержни в зажиме 23 и пазы гребенки 24, Затем включаются зажимы 23 и захватывают продольные стержни, срабатывает привод 14 и перемещает
каретку 20 в крайнее правое положение. При этом конгцл продольных стержней пЬдаются под сварочные электроды.
После этого бункерное устройство
3 подает поперечный стержень в зону сварки, срабатывают приводы давления 7 и зажимают свариваемую сетку между нижними 4 и верхними 8 Электродами,включаются сварочные
f. трансформаторы 9 и происходит сварна. .
Во .время сварки поршневой привод 31 перемещает раму 30 с приводйым регулируемьш упором 26 в крайнее верхнее положение (положение 1 ),
а зажимы 23 разжимаются.
После окончания сварочного цикла, до разжима верхних 8 и нижних 4 электродов, каретка 20 перемещается до приводного регулируемого упора 26, при этом конец штока поршневого привода 14 воздействует на толкатель программатора 22, После этого цикл повторяется.
Во время сварки второй группы
5 cBajjHHtx точек включается мотор-редуктор 2.7 и ходовым ви.нтом 28 перемещает приводной регулируемый упор 2 6 до одного из датч и к о в 32, в ключенногопрограйматором 22,при этом
0 изменяется ход каретки 20, а, следовательно, и шаг- между поперечными .нями.
Работа программатора осуществляется следующим образом,
jg При воздействий на толкатель 33 на определенный угол, поворачивается храповое колесо 35, которое закрепленным на нем кулачком 36 пооч:ерёДно включает конечные выключатели 37, каждый из которых соотB.etcTBeHHO включает один из датчиков 32, отключая другие, и включает мотор-редуктор 27. После перемещения мотор-редуктором 27 приводного регулируемого упора 26 к соответст 5 вующему датчику 32 включается поршиевой привод 14 перемещения каретки 20.
Использование ра№а с установленным на ней yrtoijQM, . перемещаемым SO по заданной программе, с возможностью регулкруе «эго смещения вдоль нее, позволйет автоматизйровать процесс и ликвидировать простой машины на переналадку, 4to повьшает производительность машины на 30%,
а плавная регулировка положения упора на раме позволяет плавно изменять шаг между поперечными прутками, чТо расширяет неменклатуру CBapHBaeNWX сеток,
Формула изобретения
Машина для контактной сварки плоских сеток, содержащая размещенные на станине верхние и нижние электрояы механизм подачи поперечных стержней и механизм шаговой подачи сетки, выполненный в виде транспортирукяйего устройства, взаимодействуйецего с программатором, отличающаяся тем, что, с целью повышения
производительности при H3roTOBJTeH iH сеток с переменным шагом поперечных стержней и расширения номенклатуры . свариваемых сеток, машина снабжена шарнирно закрепленной на станине под механизмом шаговой подачи сетки и установленной с возможностью у.глового перемещения поперек движения транспортирующего устройства ралюй с упором, в свою очередь установлен.ным с возможностью регулируемого программатором перемещения вдоль невф
0 Источники информации, принятые 6о внимание при экспертизе,
1.Авторское свидетельство СССР № 144926, кл. В 23 К 11/00, 1961.
2.Авторское свидетельство СССР
5 № 305028, кл. В 23 К 37/04, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки сеток | 1974 |
|
SU521095A1 |
| Машина для контактной сварки сеток | 1982 |
|
SU1109286A1 |
| КОНТАКТНОЙ СВАРКИ СЕТОК | 1971 |
|
SU322243A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| КОНТАКТНОЙ СВАРКИ ПРОВОЛОЧНЫХ СЕТОК | 1972 |
|
SU346077A1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |

g 26
. . I
3i
tt
-
.36
