Изобретение относится к сварочным машинам для производства арматурных каркасов железобетонных изделий.
Для сварки тяжелых арматурных сеток с большими диаметрами продольных и поперечных стержней применяют машины, содержашие установленную на станине траверсу с пневмоприводом, токоподводящие шины, механизмы продольной подачи сеток и поперечных прутков и контактные колодки. Однако эти машины не позволяют изготавливать арматурные сетки с большим количеством переменных шагов между поперечными стержнями.
Предлагаемая машина отличается от известных тем, что, с целью повышения производительности при изготовлении сеток с переменным шагом продольных и поперечных прутков, каждая контактная колодка снабжена приводом шагового перемещения, выполненным в виде каретки и поворотного барабана с установленными на его поверхности регулируемыми упорами, воздействующими на каретку.
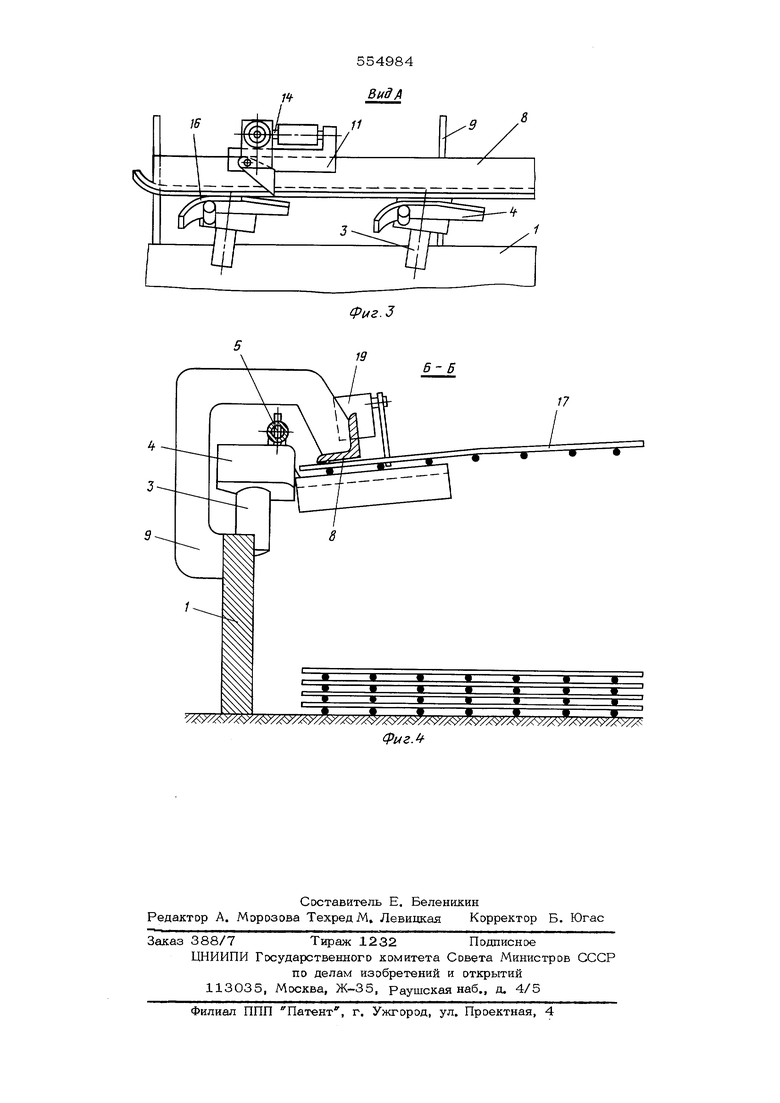
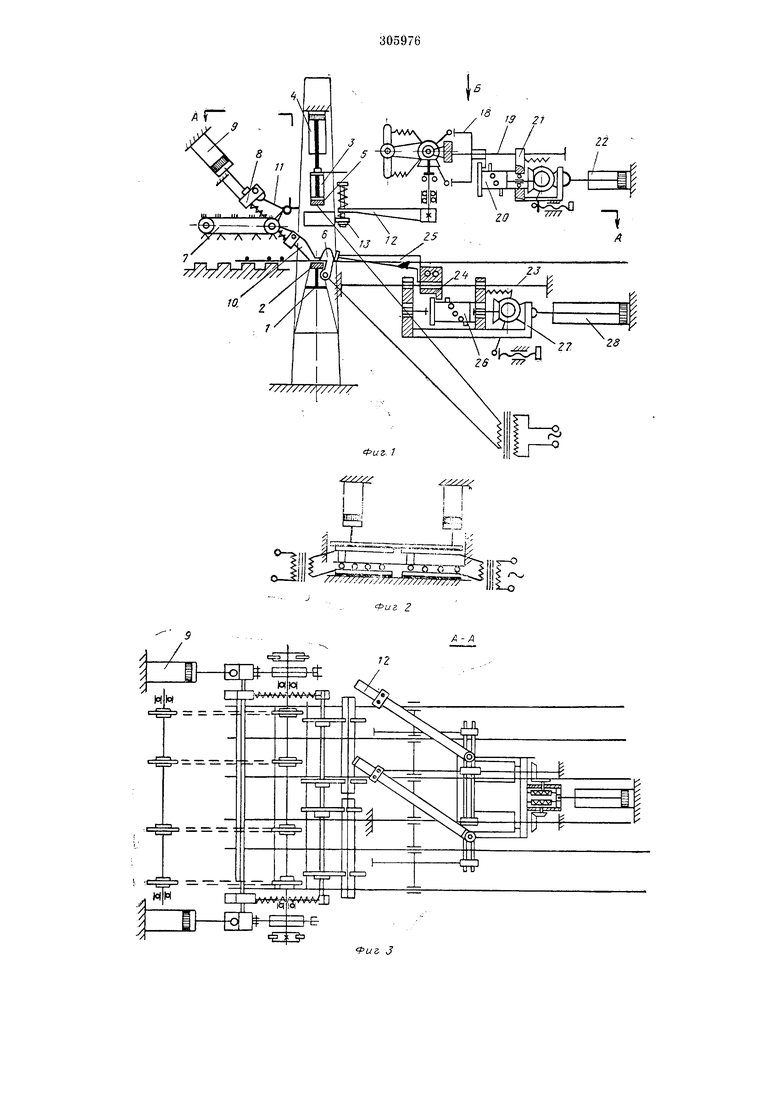
На фиг. 1 схематично изображена машина во время подачи поперечного прутка в зону сварки; на фиг. 2 - схема сварки; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4 - вид по стрелке Б на фиг. 1.
На станине 1 на изолирующих прокладках закреплены две токоподводящие медные шины 2. На траверсе 3, смонтированной на станине
и имеющей вертикальное перемещение от пневмопривода 4, также закреплены две токоподводящие медные шины 5. Вдоль шин 2 смонтировано несколько упоров 6, имеющих возможность наладочного перемещения.
За траверсой 3 на станине / смонтирован механизм для подачи поперечных прутков, представляющий собой четырехветьевой цепной питатель 7 с ложементами для стержней и
траверсы 8 с пневмоприводом 9 и подпружиненны.ми направляющими 10. Ход питателя на шаг для выдачи прутков из очередных ложементов осуществляется от траверсы 8 через рычажную систему 11 и устройство для шагового поворота например обгонную муфту.
С противоположной от траверсы 3 стороны на станине 1 смонтировано устройство для перемещения контактных колодок, которое имеет два консольных кронштейна 12 с вертикальными ОСЯМИ поворота и подпружиненными контактными колодками 13.
На осях поворота кронштейнов 12 сидят конические шестерни, находящиеся в зацеплении
с шестернями горизонтального вала 14, на котором такж.е посажены с возможностью продольного перемещения четыре узла шагового поворота 15, например обгонные муфты. При этом обгонные муфты смонтированы попарзаны со штангой 16, перемещаемой пневмоцилиидром 17. За валом 14 смонтированы приводы шагового перел1ешения кронштейнов 12, каждый из которых представляет собой каретку 18 с вилкой, смонтированную на направляюш их /9, каретка 18 взаимодействует с программным устройством неременного шага подачи, нредставляюш,нм собой барабан 20 с упорами, вступаюндими в работу поочередно по мере поворота барабана. Барабан 20, в свою очередь, смонтирован на каретке 21, перемешаюш,ейся по направляющим от привода 22. Внутри станины / смонтировано устройство продольной подачи сетки, состояш.ее из неремещаюш;ейся по направляюндим 23 подающей каретки 24 с гребенчатыми толкателями 25, программного устройства неременного шага подачи с барабаном 26, смонтированным на каретке 27, и приводом 28. Машина работает следующим образом. Перед началом работы продольные прутки уложены вручную в нанравляюшие, поперечные прутки уложены вручную в ложементы питателя. При команде на начало работы траверса 8 от пневмопривода 9 перемещается к шинам 2. При этом направляющие 10 опираются на шины 2 и образуют с упорами 6 призматический лоток для приема поперечного прутка. Траверса 8, продолжая перемешаться, сжимает пружины направляющих 10 и через рычажную систему 11 и устройство для шагового поворота поворачивает на шаг питатель 7. Очередной поперечный пруток (или два очередных, в случае изготовления двух узких сеток) выпадает из ложементов питателя 7 и по направляющим 10 скатывается на продольные прутки в зону сварки. Затем траверса 8 с направляющими 10 возвращается в исходное ноложение, а кронштейны 12 с подпружиненными контактными колодками 13 поворачивается приводом шагового неремеш:ения, устанавливаясь над пересечением прутков в соответствии с заданной программой угловых перемешений. При этом каретка 21 программного барабана 20 перемешается всегда на постоянную длину, а неремеиный ход каретки 18 с вилкой осуществляется за счет разницы между постоянной длиной хода барабана 20 и размером его холостого хода до сонрикосновения упора барабана с кареткой 18 при различных координатах упоров на барабане. При ходе каретки 18 вилкой проворачивается одна из обгонных муфт, иоворачивая, в свою очередь, вал 14 и через коническую пару кронштейн 12. При обратном ходе каретки 21 барабан 20 вначале выбирает холостой ход, затем передним фланцем возвращает каретку 18 и в конце хода устройством для шагового поворота поворачивается, подготавливая очередной упор к работе. При отходе вилки каретки 18 обгонная муфта, сидящая на валу 14, пружиной возвращается в исходное положение. После установки контактных колодок 13 над пересечениями прутков траверса 3 пневмоприводом 4 перемещается вниз, замыкая сварочный контур. Происходит сварка. Затем траверса 3 поднимается, контактные колодки перемещаются к следующим пересечениям прутков, и малый автоматический цикл повторяется до окончания сварки всех пересечений прутков в одном ряду. При выходе кронштейнов 12 в крайнее (левое или правое) положение устройство продольной подачи сетки, работаюшее аналогично устройству шагового неремешения контактных колодок, подает сетку на шаг. Одновременно пневмоцилиндром 17 через штангу 16 сдвигаются обгонные муфты. При этом под вилки каретки 18 устанавливаются муфты обратного вращения, что обеспечивает перемещение кронштейнов 12 в обратную сторону. Из питателя 7 подается следуюший поперечный пруток, и цикл повторяется до изготовления сетки. При этом предусматривается дозаправка питателя поперечных прутков без прерываний цикла. Машина позволяет изготавливать одну широкую сетку или одновременно две узкие сетки с разной разбивкой стержней. Предмет изобретения Машина для контактной точечной сварки арматурных сеток, преимущественно тяжелых, содержащая установленные на станине траверсу с пневмоприводом, механизм подачи поперечных прутков, механизм продольной подачи сетки, токоподводящие шины и контактные колодки, отличающаяся тем, что, с целью поышения производительности при и.зготовлении еток с переменным щагом поперечных и проольных прутков, каждая контактная колодка приводом шагового перемещения, ыполненным в виде каретки и поворотного арабана с установленными на его поверхноти регулируемыми упорами, воздействующии на каретку.

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1973 |
|
SU366950A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU356083A1 |
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| УСТРОЙСТВО для ПОДАЧИ ПРОДОЛЬНЫХ СТЕРЖНЕЙ | 1970 |
|
SU283457A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| Линия для сборки и сварки арматурных каркасов | 1985 |
|
SU1318364A1 |
| Устройство для сварки арматурных сеток | 1985 |
|
SU1303324A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU339363A1 |
Составитель Е. Беленикин Редактор А. Морозова Техред М. Левицкая Корректор Б. Югас
Заказ 388/7Тираж 1232Подписное
