1
По оснавному авт. св. № 305976 известна маши1Н1а для .контаистной .точечной сва1рки армату|риъгх сеток, Л реимущес1Т ве|Нно , содержащая установленную на станине Tipaseipcy с лне1ВМопри1водом, токопод.водящие шииы, Мехаяивмы продо/линюй лодаяи сеток и поларечных прутков и ко1нта1Ктиые колоджи.
ОдНако в таких машиних меланизм шагового паремещейИЯ контактных колодок не всеща обеСПечиВаат ТО;Ч|Н 1Ю устаиовку (фиксацию) контактных колодак в тюч1ках сварки из-за влияния и|не|рционнЫХ сил прв повороте, что влияет на «aqecTBia иэготавлива/емьпх ceToiK. Кроме того , постояяна я раскл ащка лопб/речных Прутков в ложемеитах ueinHoro лита1те1ля за1Тр|удня:ет работу и прв повороте программного барабана происходит накопление ошибок по угловому .
Для повышенная точности изготошленин сеток в предлагаемой машине привод шагового перемещения сеток оона-щш ловйтелем регулируемых упоров, смонтированным на подаюш ей «аретке и взаимодействующим с одним из регул1И|руемых lynopos прИ) рабо4eiM х:од.е пропрамлшого барабана.
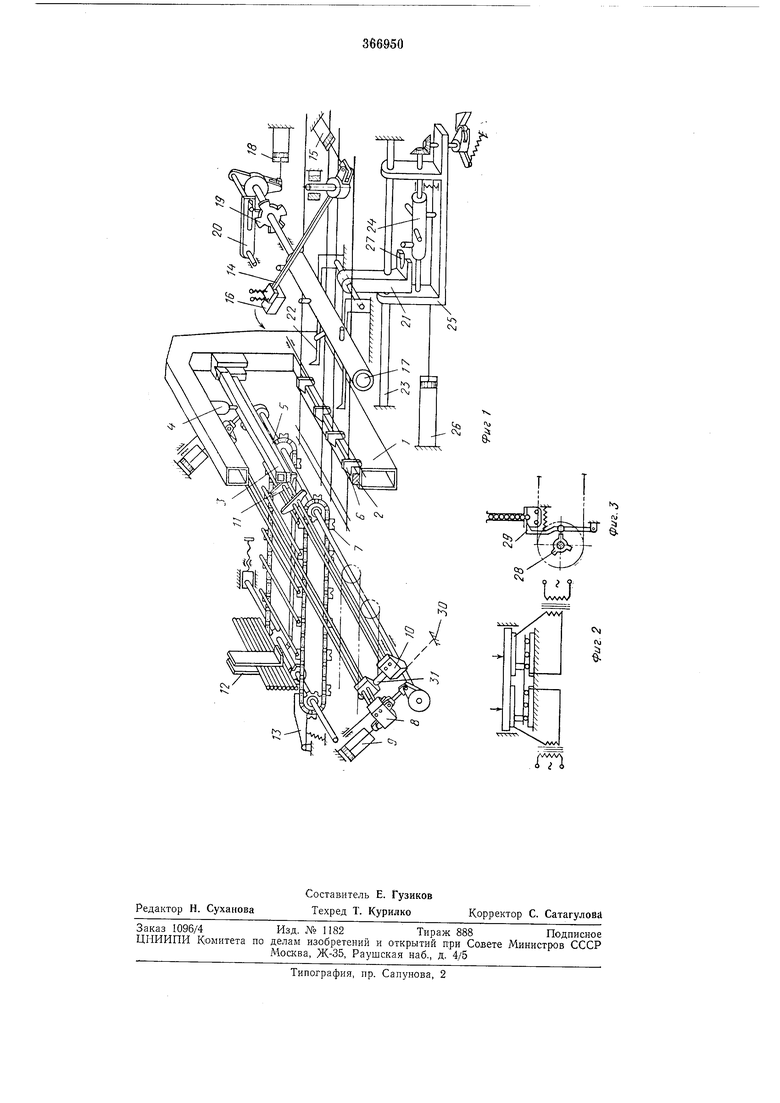
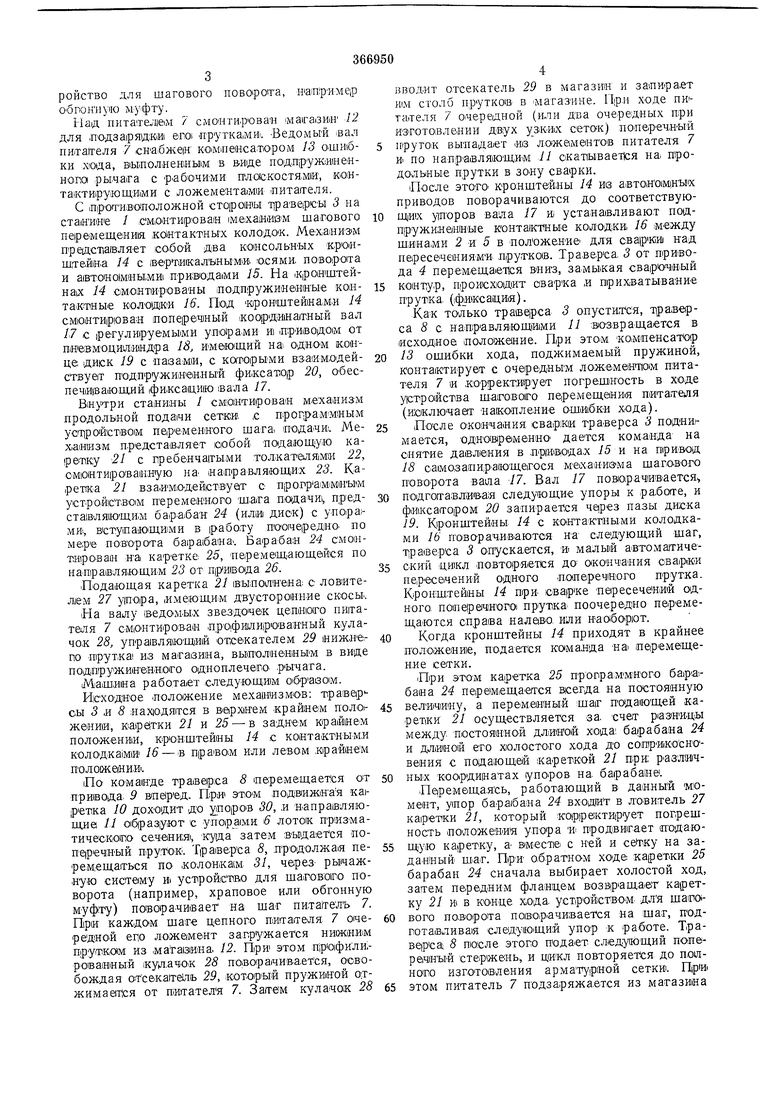
На фиг. 1 показан общий вид предлагаеМОЙ машины; на- ф.иг. 2 - то же, вид на; токоподводящие шины; на. фиг. 3 - то же, узел отсбкателя лоперечното прутка ив магазина.
На станине / закреплены две токоподводящие медные шины 2 на изолирующих про кладкак. На траверсе 3, смонтированной на станине и имеющей верти ка.тьное перемещение от гидропневмопривода 4, также закреплены две такапо1дводящие чмедные шины 5. Вдопь шин 2 смонтировано несколько упоров 6, «отюрые имеют .возможность наладочного перемещения вдоль шин 2 и при работе машины точно фиисируют поперечный стержень в зоне сварки.
Вторичный контур на каждой паре против;о(лежащ1их шнн 2 № 5 подключен с разных сторон таким 01бразом, что при за1мы1кании
щин в Л(юбой тачке длина сварочного контура остается постоянной. Эти1м достигается идентичность сварки -каждого пересечения стержней лри заданном режиме сварки ,и, следова1тельно, высокое ка1чесгво всех сварочных соединений.
За траве рсой 3 на станине / с монтировано устройство для подачи поперечньрх прутков, предста, собой це/пной четырехветьевой питатель 7 с ложементами для прутков и
траверсу S с пневмоприводом 9, на которой смонтирована подвижная каретка JO с направляющими Л.
Ход питателя на ша1г для выдачи: прутка из очередных ложементов осуществляется о,т
тра1в&рсы 8 через рычажную систему и устройство для шагового поворота, Hantp-HMeip Обгюнмуно му|фту.
Над питате дем 7 смоити.роваи магавии 12 для лодзаряики &т пругка,м. -Ведомый вал питаггеля 7 снабже колипенсатором 13 сшибки хода, выполнениым в виде по1ДП р;уЖ|И1неинопа рычага с р абочами ггласкостя.ми, контактирующими с ложементами пита1теля.
С |Пр01ти,В0)положной стороюы Т|раве|рсъ1 3 на стаиине / ;СМ10«тир10ва Н iMaxaiHaeM mainoBoro перемещении контактных колодоК. МеХ,а1НИЗМ пре|дст1а1вляет два коисольных кройшггвйиа 14 с |верТ1И1К-альным1И1 осями, поворота и а1вто1но1м1ны,ми1 приаодами 15. На |К р01Нштейиад 14 омонтированы подпружияеиные контактные колощки 16. Под иронштеймами 14 см|01нтирова;н поперечный коордииатный вал 17 с регулируемыми упорами № лриводом от П1не1ВмО|ЦИЛ;иидра 18, имеющий на одн:ом конце диск 19 с павами, с кат10рыми вза1ИМ|Одействует подпружиненный фиксатор 20, обеспечивающий фиксацию 1вала 17.
Внутри станины 1 смонтирован механизм продольной подами сетки программным усппройством переменного шага, иодачи;. Meханизм предста1вляет юобой подающую кареТ1К;у 21 с лребенча|ты,ми :толкате1ЛЯ|М1и 22, смрнтировашную на направляющих 23. Каретка 21 взаимодействует о програмфпнъим устройством переменного ш.ага подачи;, предста1вля1ЮЩи.м 6apai6aH 24 (ила диск) с ynopaiМИ., в1сту|Па1Ю|ЩИ1МИ в работу поомередно. по мере поворота барабана.. Барабан 24 смонт:ирован на каретке 25, перемещающейся по направляющим 23 от нри1во1да 26.
Подающая каретка 21 выполнена: с л овит ел/ем 27 yinopa, |И.меющи:м двусторонние скосы..
На валу ведОМ.ы.х звездочек цепного питататя 7 см|0нтир0 в-ан прО фи1Лирюванный кулаЧО.К 28, управляющий отсекателем 29 нижне-.ло -прутка из магазина, выполненным в виде подоружинен.ного одноплечего- ръгчага.
|Мащ.ина работает .следу-ю.щим oi6paGoiM.
Исхо-дное положение мехаризмов: т равер сы 3 ,и 8 нах10ДЯ1Тся в BeipxineM -крайнем полон жении, каретки 21 и 25 - в за-днем крайнем полож-ений, крюнщтейны 14 с конта1ктным.и колодками 16 --к правом или левом .крайнем поло(же|Ни.И1.
По команде траверса 8 перемещает ся от привода. 9 Bin бред. При этом .подииж1Ная Kaiрет1ка 10 доходит до упоров 30, .и н-аправляющие 11 О1б|разуют с 6 лоток пр изматичес.ко1ло сеч-вни;я1, куда затем выдается попе|речнъга пруггокч Tpaeepta 8, продолжая пере.меща1ться по колонкам 31, через- рычаж.ную систему И1 устройство для ща1гово1по пово-рота (например, храповое или обгонную м-уфгу) поворачивает на щаг пита -елъ 7. При каждом шаге цепного питателя 7 очередно-й ело ложемент загружается ни1жн.И1М npyiTKOiM из магазина. 12. При этом пр10 фили,рованный 1ку|Л.ач.ок 28 поворачивается, освобож.дая отсека1теШъ 29, который пружиной отжнмаат1ся от питателя 7. За1тем кулачок 28
ввод.ит отсекатель 29 в магазин и запирает HIM столб прутков в Магазине. Пр.и ходе пи тателя 7 очередной (или два очередных при изгото1влении двух уак-вх ) поперечный пруток выпадает «s ложементов питателя 7 № по направляющим 11 скатывается иа- продо-льные прутки в зо.ну сварки.
(После этого- кронштейны 14 ив aBTOHoiMiHbux приводов поворачиваются до соответствующий yinopoB вала 17 № уста.навливают подпружинаннъге контактныв колодки, 16 между щинами 2 -и 5 в положение для сварми; над пересечениями .прутков. Траверса. 3 от прив-ода 4 перемещаетея вниз, за.мы1кая сварочный KOHTiyp, происходит оварка ,и прих,Батыва:ни-е прутка. (фи1кса цИ(я).
Как только тра ве|рса 3 опустится, траверса S с направляющими 11 .возвращается в исхо.дное положение. При этом колшенсатор 13 ошибки хода, поджимаемый пружиной, контактирует с очередным ложемен1Т|01м питателя 7 и .корректирует погрешность в ходе У1стр01Йства щ.агово1го перемещения питателя (ийключаегг накоплени-е о.щи|бк-и хода).
После окончания свар1ми траверса 3 подни мается, однощр-eiMe-HHO дается команда на снятие давления в .пр|И1В Ода.х У5 и на привод /8 с-амозапирающегося меланиэма шагов-о-го поворота ваша 17. Вал 17 понорачив-ается подгоггавлив.а1я следующие упоры к рабогге, и фиксатором 20 запирается 4qpe3 пазы дис-ка 19. Кронштейны 14 с контактными колодками 16 поварачИВ.аются н-а следующий шаг, TjpaiBepca 3 о-пуска.ется, и малый автома1тичеС.КИЙ 1ЦИ1КЛ повторяется до- окончания сварки пересечений одного п.01перечно.го прутка. Кронштейны 14 при- свафке пересечений одного noinepei4Horot прутка поочередно перемещаются справа нале|&о. или наоборот.
Когда кронштейны 14 приходят в крайнее положение, по.дается команда на перемещение сетки.
При этом каретка 25 программного 6aipia-.бана 24 перемеща еггся всегда на посто.янную величину, а переменны-й :ша(Г падающей каретки 21 осуществляется -за. счат р1азни.цы между постоянной длиной хода: барабана 24 и ДЛИНОЙ его хюл-остого х,о.да до coinip KotHOвения с подающе1Й кареткой 21 при: р-азличных координатах упоров на барабане.
Паремеща.ясь, работающий в данный момент, ушор ба-ра1бана 24 входит в ло-витель 27 каретки 21, который корректирует погрешность поло-жени я упора и- продвигает подающую каретку, а вместе с ней и на зада-нный| ш-аГ. ПрИ о.братном ходе каретки 25 барабан 24 сначала выбирает холостой ход, затем передним фланцем возв1ращает каретку 21 И1 в конце х,ода устройств-о-м для щalPOiволо по.воро1та повор ачивает ся на шаг, п0.длотавливаи следующий упор к работе. Траверса- 5 после этоло подает следующий поперечный стержень, и щикл повторяется до полного изгото:в-ления арматурной сетки1. П|р1И| этом питатель 7 подзаряжа.ется из магазина
12 при ор1абаты1ванИ1и, а зарядка буНК&ра и укладка продольных стержней прои.зво1дштся без останова машины.
П р е д м е т изобретения
Машина для контактной точечной сварки армаггурных сеток по авт. св. № 305976, отличающаяся тем, что, с цешью повышения точности изгоновЛбния сеток, прИвод шагового пе|ремешбния сеток осиаш,ен вилочнычм ло-вмTe BiVi регул.ируе.мых упоров, смоитирю ваиным на :подаюш.ей ка|р€тке и взаимодействующим с одни:м из рег тлиру1ем1ых упоров прИ ра|б:очем ходе программного бара.ба«а.

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU356083A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| Устройство для сварки арматурных сеток | 1985 |
|
SU1303324A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU565759A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Установка для сварки теплообменников | 1986 |
|
SU1405978A1 |
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |