Изобретение относится к способу и устройству для изготовления полимерной пленки, которая ориентирована под углом к своему продольному направлению. Наклонно ориентированная пленка используется главным образом для изготовления перекрестных слоистых пластиков, в силу чего две или более таких пленок непрерывно сведены вместе таким образом, чтобы сделать их направления ориентации пересекающими друг друга. Соединение может происходить посредством полосы пленки, экструдированной в месте, где ориентированные пленки встречаются (то есть, экструзионным ламинированием) или нагревом и давлением при помощи совместно экструдируемых поверхностных слоев. Технология изготовления перекрестных слоистых пластиков подробно описана в WO 08/006858 (Rasmussen), опубликованная ВОИС. Составы полимерной пленки, которые использовались в промышленных масштабах для перекрестных слоистых пластиков, главным образом были основаны на HDPE, LLDPE (и их смеси) или кристаллическом полипропилене.
Почти вся используемая в промышленных масштабах технология перекрестного слоистого пластика использует раскрой по спирали ориентированной рукавной пленки. Первым патентом в этом отношении является GB 816607 (Rasmussen), который имеет приоритет от 1954 года. Особенно практичный способ проведения такого процесса и устройство для такого процесса известны из U.S. 5248366 (Rasmussen) и U.S. 5361469 (Rasmussen), оба имеющие приоритет от 1988 года. Этапы, определенные в преамбуле пункта 1 настоящей формулы изобретения, известны из этих патентов.
Изготовление ориентированной под углом пленки для перекрестного ламинирования требует стабилизации ориентации перед ламинированием, иначе различные пленки в слоистом пластике будут постепенно увеличивать внутренние натяжения при хранении на катушке, причем натяжения имеют различные направления в разных пленках, соответствующие их различным направлениям ориентации, и это придаст слоистому пластику сильную тенденцию к закручиванию или свертыванию, когда он освобождается с катушки. Известно, что, с помощью традиционной технологии, по крайней мере, часть этой стабилизации должна проходить перед наматыванием стабилизированного плоского рукава, иначе пленка на катушке деформируется, и сердечник катушки может быть даже раздавлен.
Как описано в WO 05/102669 (Rasmussen), растяжение предпочтительно выполняется при относительно низкой температуре, которая для пленок из полиэтилена HDPE и полипропилена предпочтительно находится в пределах около 20-50°C, поскольку это дает лучшие свойства растяжения в разных направлениях. Последнее относится к достаточной комбинации прочности при растяжении, предела текучести, сопротивления распространению разрыва и сопротивления проколу. Однако, выбор низких температур приводит к более сложным условиям стабилизации, слишком низкая - стабилизация придает готовому перекрестному слоистому пластику сильную тенденцию к закручиванию, и слишком высокая - стабилизация делает пленку слишком расслаиваемой, тем самым, снижая сопротивление распространению разрыва перекрестного слоистого пластика. Часть проблемы состоит в том, что в условиях промышленных масштабов с относительно высокими скоростями пленки, должно быть относительно высокое натяжение в машинном направлении пленки, то есть параллельно ее направлению ориентации.
Настоящее изобретение имеет целью уменьшение таких проблем стабилизации, а также имеет целью рационализацию технологических этапов в производстве перекрестных слоистых пластиков. Это имеет особое значение при изготовлении особенно тонких перекрестных слоистых пластиков, и, таким образом, использовании преимущества в прочности для экономии стоимости сырья. Кроме того, важно, что такие экономии главным образом не скомпенсированы за счет чрезмерных конверсионных издержек.
Настоящее изобретение охарактеризовано всей совокупностью признаков, изложенных в формуле изобретения.
В экспериментах, предшествующих настоящему изобретению, авторы изобретения растянули относительно короткий плоский рукав толщиной 0,10 мм из пленки из полиэтилена HDPE при 20°С, и намотали ее без ее стабилизации. Непосредственно после этого она была раскроена по спирали под углом 45° и затем стабилизирована посредством прохождения через горячие валки при 70°С, расположенные близко друг от друга. Оказалось, что стабилизация таким образом становилась более эффективной и расслаиваемость ниже.
В соответствии с этим фактом, настоящее изобретение заключается в выполнении растяжения в поворотном разматывателе, которое используется вместе с раскроем по спирали, и в выполнении стабилизации после раскроя по спирали. Конкретнее, изобретение касается способа изготовления полимерной пленки, одноосно ориентированной под углом к ее продольному направлению, в котором плоскую рукавную пленку продольно ориентируют между натяжными валками и стабилизируют, и после ее ориентации раскраивают по спирали сначала путем разматывания с катушки (9) в размоточном стенде (5), который выполняет поворотное движение для вращения плоского рукава вокруг его продольно проходящей осевой линии, а затем раздувание путем протягивания над оправкой (16) и равномерной подачи с винтовым движением. При этом каждая точка на поверхности пленки следует по спирали, а раскрой осуществляют ножом (18), расположенным в неподвижном положении, после чего раскроенная по спирали пленка удаляется с оправки. Изобретение отличает тем, что упомянутые натяжные валки (108-112) установлены в поворотном размоточном стенде для выполнения ориентации в качестве этапа между разматыванием и раздуванием плоской пленки, и дополнительно отличается тем, что стабилизацию выполняют после раскроя по спирали.
Что касается размоточного стенда, возможны две принципиально различные конструкции, показанные обе в каждом из вышеупомянутых патентов США №№5248366 и 5361469, фиг.1 и 3. На фиг.1 катушка, которую необходимо размотать, установлена в поворотном размоточном стенде, причем ее ось перпендикулярна оси поворота, в то время как на фиг.3, ось катушки совпадает с осью поворота стенда, и установлен вращатель, который поворачивает пленку, так что ее осевая линия совпадет с осью поворота разматывателя.
В двух упомянутых патентах США плоский рукав раздувается до формы рукава посредством воздуха, непрерывно продуваемого через оправку, которая является полой. Этот воздух выдувается в окружающую среду через пространство между наружной поверхностью оправки и внутренней поверхностью рукавной пленки, и таким образом движение пленки над оправкой к режущему ножу становится с воздушной смазкой. Более того, пленка во время раздувания направляется посредством ленточных транспортеров. Эти две меры предосторожности, использование продуваемого воздуха и опорных лент, также предпочтительны, но не обязательны в связи с настоящим изобретением. Альтернативно, кольца направляющих валков, расположенные вокруг конца оправки могут выполнять раздувание и спиральную подачу рукавной пленки. Эти валки должны приводиться в движение в соответствии с поворотом размоточного стенда и со средством, которое разматывает пленку в этом стенде.
Оказалось, что раскроенная по спирали неориентированная пленка может быть намотана на катушку, не вызывая каких-либо деформаций, поскольку коэффициент (E) упругости в новом машинном направлении мал, и следовательно требуемая стабилизация может быть выполнена в отдельной линии обработки, но обычно стабилизация должны быть выполнена в линии с раскроем по спирали.
Обычно, но не обязательно, стабилизация создается нагреванием, предпочтительно путем пропускания пленки S-образно через ряд близко расположенных нагретых валков. Наилучший результат достигается, когда эти валки также слегка растягивают пленку в новом машинном направлении, предпочтительно между 5-10% растяжением. Это способствует «разглаживанию» небольших складок и других неровностей в пленке, в то же время, снижая расслаиваемость.
Альтернативный способ выполнения стабилизации, применимый главным образом когда требуется рельефная структура пленки, заключается в растяжении пленки посредством поперечного растяжения между находящимися в зацеплении круглыми валками или валками с винтовыми желобками. При этом, рифленые валки с острыми вершинами рифлений создают наиболее сильный рельеф и наиболее эффективную стабилизацию.
В одном варианте выполнения, растяжение в размоточном стенде происходит между близко расположенными рифлеными валками, которые пленка проходит S-образно. Между разматыванием и растяжением в размоточном стенде пленка может быть снабжена гофрами, проходящими в продольном направлении по всей ее длине, причем размер каждого гофра достаточно мал, и распределение гофров достаточно равномерное, чтобы гофрирование исчезло при растяжении. Эта мера предосторожности позволяет пленке следовать свойственной ей тенденции к уменьшению ее толщины при растяжении, и это облегчает процесс ориентации. Способы гофрирования пленки перед продольным растяжением описаны в U.S. 3233029 (Rasmussen) и WO 09/056601 (Rasmussen).
Как будет понятно из вышеизложенного, настоящее изобретение особенно полезно для растяжения и раскроя по спирали пленки малой толщины, где важно упростить процесс изготовления и снизить стоимость обработки. Такая пленка малой толщины уже будет проявлять относительно высокую ориентацию при плавлении, таким образом коэффициент растяжения в поворотном размоточном стенде будет относительно небольшим, например между 1,5:1 и 2,5:1. Следовательно требуемая глубина гофров будет меньше и устройства для гофрирования относительно просты.
Однако, растяжения в размоточном стенде между близко расположенными гладкими валками также может быть выполнено без предварительного гофрирования пленки. Это значит, что края плоского рукава станут тоньше, чем оставшаяся часть, поскольку они уменьшают свой поперечный размер, в то время как оставшаяся часть пленки лишена возможности делать то же самое. Следовательно, уменьшение толщины на краях будет меньше, чем уменьшение толщины на оставшейся части пленки. В традиционном способе растяжения, в котором отсутствуют вращение и раскрой по спирали, это означает, что обычное наматывание растянутой пленки невозможно, поскольку толщины на краях накладываются и постепенно деформируют пленку. При использовании настоящего изобретения, края плоского рукава также станут тоньше, чем оставшаяся часть, но после раскроя по спирали первоначальные края образуют угол с машинным направлением, и различия в толщине не будут накапливаться, когда пленка наматывается на катушку.
В другом варианте выполнения изобретения по меньшей мере часть растяжения в размоточном стенде выполняется между одной или более парами валков, снабженных зубцами, проходящими в направлении оси валка, за счет чего зубцы в каждой паре валков зацепляются друг с другом. Также в этом случае пленка может быть снабжена гофрами, проходящими в продольном направлении, перед тем как она встретит первую пару валков с зубцами или альтернативно растяжение может быть выполнено без такого гофрирования.
Результатом такого растяжения валками с зубцами, который сам по себе является известным уровнем техники, обычно является пленка, в которой степень ориентации изменяется постепенно. В отдельных случаях это может являться преимуществом, а именно, когда требуется рельефная структура. Также отметим, что существует известная технология, в которой две пары валков с зубцами, работающие совместно, скоординированы таким образом, что вместе они образуют почти равномерно растянутую пленку.
Не важно, какой из вышеизложенных вариантов выполнения используется, подходящий состав пленки для большинства применений может традиционно содержать 50% или более HDPE, LLDPE или кристаллического полипропилена, поскольку цены на эти полимеры низкие, их растяжимость крайне хорошая и достигаемая прочность высокая.
Изобретение будет описано более подробно со ссылкой на чертежи, на которых:
фиг.1 технологическая карта, показывающая все этапы процесса, выполняемые последовательно;
фиг.2 схематичный чертеж, показывающий вид сверху устройства для выполнения этапов процесса от (ссылка на технологическую карту фиг.1) разматывания экструдированного плоского рукава до раскроя по спирали на оправке. Для простоты чертежа, он показывает раскроенную по спирали пленку намотанной до стабилизации, поскольку это фактически может быть сделано, хотя обычно необходимо выполнить стабилизацию в линии с раскроем по спирали;
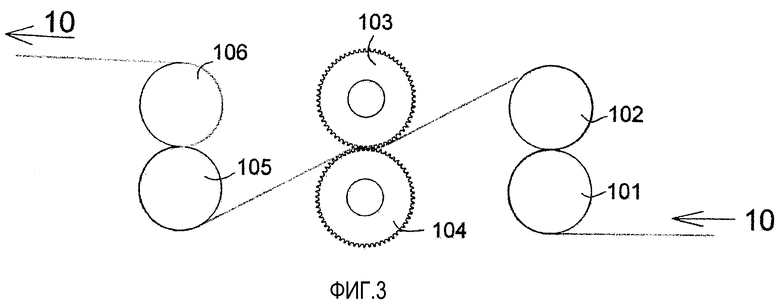
фиг.3 показывает модификацию натяжной системы (валки 107-112) с фиг.2, а именно системы, в которой растяжение частично происходит между зацепляющимися валками с зубцами (103 и 104). Понятно, что валки (101)-(106) установлены в «поворотном стенде» (1), так что они заменяют валки (107)-(112).
Со ссылкой на фиг.1, этапы до и включающие в себя «Раскрой по спирали на оправке» будут описаны в связи с фиг.2.
Этап «стабилизация» обычно означает термостабилизацию, но стабилизация путем пропускания между взаимно зацепляющимися желобчатыми валками также возможна, если рельефная форма пленки приемлема или даже требуется, и в особых случаях может быть выбрана стабилизация облучением.
Термостабилизация обычно выполняется путем пропускания через ряды валков, нагретых до например 70-90°C и расположенных вблизи друг от друга. Во время этого пропускания пленка предпочтительно растягивается, обычно с коэффициентом между 1,05:1 и 1,2:1, поскольку это может улучшить стабилизацию, в то же самое время, снижая расслаиваемость. Валки могут быть расположены аналогично валкам, изображенным на фиг.2 для барабанных натяжных валков (107)-(112).
Стабилизация путем пропускания между зацепляющимися рифлеными валками обычно использует круглые рифленые валки, и в этом случае шаг рифлений на каждом валке может быть механически уменьшен до около 1,0-1,2 мм, что является предпочтительным. Однако, рифления также могут быть винтовыми. Такая стабилизация рифлеными валками может быть выполнена при температуре окружающей среды или при повышенной температуре.
Блок «возможные дополнительные этапы» содержит различные возможности. Одной является гофрирование. Второй является фибрилляция в направлении ориентации, чтобы образовать волокнистую структуру, как известно из уровня техники фибрилляции ориентированных пленок. Более важным, однако, этот возможный этап может быть в перекрестном ламинировании с аналогичной, одновременно создаваемой, наклонно ориентированной пленкой. Однако, перекрестное ламинирование может происходить позже в отдельной линии обработки.
Устройство на фиг.2 включает в себя блок (1) «поворотного стенда», который имеет вал (2) на одном конце и вращается вокруг оси вала, поддерживаемого колонной (3) посредством тяжелых роликовых подшипников (4). Колонна (3) установлена на пол помещения. Для простоты размоточный блок (1) показан имеющим корпус, состоящий из одной торцевой пластины (5) и двух боковых пластин (6). Чертеж показывает блок в момент вращения, когда эти боковые пластины находятся в горизонтальном положении и только верхняя пластина, обозначенная штриховой линией, видна. Практически рама, преимущественно из стального профиля, может быть предпочтительнее пластин, поскольку она будет более легкой и более удобной.
«Размоточный стенд», причем блок (1) включает в себя валки, которые будут описаны ниже, слишком тяжел, чтобы поддерживаться только тяжелыми роликовыми подшипниками (4), и следовательно эта опора дополнена одним или более большими стальными кольцами, которые окружают и образуют часть вращающегося размоточного блока, и которые помещены на и вращаются по множеству опорных валков или опорных колес и таким образом выполняют функцию колец подшипника. Альтернативно, опора, прикрепленная к полу, может образовывать часть одного или более колец подшипника, на которые помещены и вращаются один или более групп валков или колес, которые окружают и установлены на вращающийся размоточный блок. Такая система показана на фиг.3 патентов U.S. 5248366 (Rasmussen) и U.S. 5361469 (Rasmussen), но для простоты не показана на настоящей фиг.2.
Опорная колонна (3) несет неподвижное зубчатое колесо (7), которое зацеплено с другим зубчатым колесом (8), установленным на торцевой пластине (5) и, следовательно, передает планетарное движение. Колесо (8) приводит в движение различные валки и колеса в блоке (1), но для простоты передача для этих движений не показана.
Катушка (9) с плоским экструдированным рукавным листом (10) установлена посредством подшипников в боковую пластину и снабжена тормозом, причем подшипники и тормоз не показаны. Плоский лист (10) снимается с катушки посредством набора захватывающих валков (107) и (108), причем второй является ведомым стальным валком и первый является обрезиненным натяжным валком.
Стальной валок (109) расположен вблизи валка (108) и приводится в движение с той же окружной скоростью. Стальной валок (110) приводится в движение с большей окружной скоростью, выбранной для создания требуемого коэффициента растяжения (изменяемого заменой зубчатых колес или звездочек). Стальной валок (111) приводится в движение с той же окружной скоростью, что и валок (110), чтобы принять часть растягивающего усилия, и валок (112) является обрезиненным захватывающим валком. Захватывающие валки (11) вращаются с той же окружной скоростью, что и валки (111) и (112).
Чтобы избежать постепенного нагрева валков (109) и (110), важно, чтобы каждый из этих валков поддерживался при постоянной температуре посредством циркулирующей охлаждающей/нагревающей текучей среды, предпочтительно воды. Для поступления и выхода этой воды в и из «поворотного стенда» (1) вал (2) должен состоять из концентричных труб и быть соединен при помощи поворотной муфты.
Однако наиболее удобным является расположение одной системы циркуляции воды для валков (108) и (109), чтобы позволить растяжение при повышенной температуре, и другой системы циркуляции воды для валков (110) и (111), чтобы охлаждать растянутую пленку, причем обе системы проходят через вал (2) и поворотную муфту. Для простоты эти циркуляционные системы не показаны.
Между катушкой (9) и первым валком (107) в ряду натяжных валков пленка (10) может быть снабжена небольшими и равномерно распределенными гофрами, что обеспечит поперечное сжатие во время продольного растяжения. Как упомянуто выше, устройства для такого гофрирования раскрыты в U.S. 3233029 и WO 09/056601. Когда пленка уже приняла необходимую продольную ориентацию при плавлении, и коэффициент растяжения в «поворотном разматывателе» таким образом ограничен, например диапазоном между 1,5:1 и 2,5:1, гофрировочные устройства могут быть упрощены, например, чтобы состоять из натяжного валка корончатой формы и одной пары взаимно зацепляющихся рифленых валков, как показано в вышеупомянутом U.S. 3233029.
Приводы между зубчатым колесом (8) и валками (11) определяются углом раскроя. Предпочтительно выполнение передаточных чисел изменяемыми, например обеспечением возможности смены зубчатых колес. Имеется цилиндрическая оправка (14) для раскроя, и воздушная струя, чтобы раздуть лист (10), нагнетается вентилятором (13), таким как центробежный вентилятор, через оправку по направлению к валкам (11).
Оправка установлена на пол при помощи колонны (15) и создает относительно тугую посадку с рукавным листом (10), который скользит по ней. Воздух будет выходить через узкое пространство между оправкой и листом и будет создавать эффект смазки. Конец (16) оправки может быть скруглен, чтобы избежать застревания листа.
Понятно, что ось раздутого рукава (23) по существу совпадает по меньшей мере с осью вращения размоточного блока 1 и осевой линией плоской рукавной пленки (10), проходящей через валки (11).
Для того чтобы достичь плавного винтового движения раздутого рукавного листа, крайне предпочтительно (и может быть даже необходимо, если лист широкий) обеспечить подвижную опору от первого положения до положения, в котором рукав раздут. Подходящей опорой для раздутого рукава может являться пара ремней, и как показано на Фиг.1 имеются две пары ведомых ремней (17), которые поддерживают рукав против действующей в обратном направлении силы воздуха, выходящего из оправки (14) по направлению к первому положению, и способствуют плавному изменению формы рукава от плоской формы до цилиндрической формы. Ремни приводятся в движение в целом с той же скоростью, что и скорость листа, или с большей скоростью. Вместо использования двух групп ремней, пара одиночных ремней или две группы валков, имеющих относительно малый диаметр (только последний валок необходимо приводить в движение) могут быть использованы. Для относительно узкого плоского листа, одной пары ведомых бочкообразных валков большого диаметра может быть достаточно.
Рукавный лист раскраивается обычным ножом или лезвием на опоре (18), которая может быть удобно прикреплена к оправке под регулируемым углом. Край (19), который показан на чертеже слева от ножа, который становится правым краем готового листа, движется сначала вниз и под оправку для раскроя. Нож может вращаться или вибрировать, чтобы выполнять разрезание.
Раскроенный лист тянется приводимым в движение намоточным блоком (20), который показан схематично. Угол раскроя, как указано, определен отношением между скоростями вращения блока 1 и валков 11, но направление ножа или лезвия и тяги, прикладываемой блоком (20), также должны быть скорректированы так, чтобы они приблизительно соответствовали углу раскроя, определенному вращением. Намоточный блок (20) включает в себя плавающий валик (21) и два дополнительных натяжных валка (22) для управления скоростью намоточного устройства (20) и, таким образом, установки подходящего натяжения.
Соответствующим регулированием давления воздуха внутри рукава (относительно давления окружающего воздуха вокруг рукава) большие натяжения могут быть приложены блоком (20) (за исключением случая крайне хрупких листов, когда необходимо использовать меньшие натяжения). Таким образом, при раскрое плоского листа толщиной около 100 мкм и шириной 1 м, натяжения от 5 до 20 кг/м итоговой длины обычно применимы.
Расположение валков, показанное на фиг.3, может заменить расположение валков от валка (107) до валка (112) на фиг.2. Даже может быть выполнено так, чтобы два расположения валков удобно могли быть заменены друг на друга в одном и том же поворотном разматывателе (1).
Пленка (10) поступает в захватывающие валки (101) и (102), возможно в мелко и равномерно гофрированном виде, как описано выше. Валок (102) является ведомым стальным валком, в то время как валок (101) является обрезиненным натяжным валком. Валки (103) и (104) являются ведомыми зубчатыми валками, то есть валками с осевыми рифлениями, причем зубцы продолжаются параллельно оси и взаимно зацепляются во время работы. (105) и (106) являются захватывающими валками, причем (105) является ведомым стальным валком и (106) является обрезиненным натяжным валком.
Между валками (102) и (103) создается растяжение, которое соответствует приблизительно пределу придания пленке остаточного удлинения. Главное остаточное удлинение обычно должно создаваться зацеплением между зубцами на валках (103) и (104), но некоторое дополнительное остаточное удлинение может быть создано растяжением между валком (104) и валком (106).

Гибкую рукавную пленку (10) раскраивают по спирали на плоскую полосу посредством разматывания рукавной пленки в плоском виде поворотным разматывателем (1), подавая плоский пленочный рукав к зоне (17) расширения рукава, в которой плоский рукав расширяется в круглый цилиндрический рукав и пропускается в осевом направлении над полой оправкой (14), наружный диаметр которой немного меньше диаметра расширенного рукава. Раскрой по спирали ножом (18) осуществляют, пока он находится на оправке, на плоскую полосу, которая удаляется под углом к оси оправки. Плоский рукав растягивается в продольном направлении натяжными валками (107-112), которые вращаются с поворотным разматывателем. Устройство дополнительно содержит средство стабилизации, предназначенное для стабилизации ориентации, создаваемой вращающимися натяжными валками, примененной к раскроенной по спирали полосе пленки, после того как она была удалена с оправки. Технический результат, достигаемый при использовании способа и устройства по изобретению, заключается в том, что повышается степень стабилизации пленки при ее растяжении, особенно при производстве тонких перекрестных слоистых пластиков. 3 н. и 19 з.п. ф-лы, 3 ил.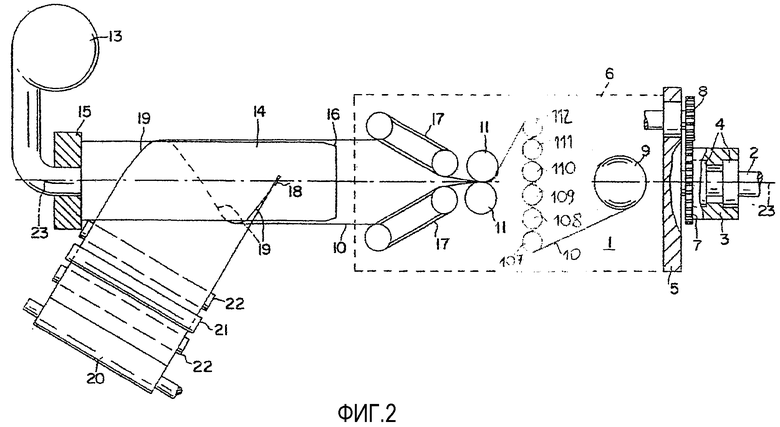
1. Способ изготовления полимерной пленки, одноосно ориентированной под углом к ее продольному направлению, в котором плоскую рукавную пленку продольно ориентируют между натяжными валками и стабилизируют, и после ее ориентации раскраивают по спирали сначала путем разматывания с катушки (9) в размоточном стенде (5), который выполняет поворотное движение для вращения плоского рукава вокруг его продольно проходящей осевой линии, а затем раздувания путем протягивания над оправкой (16) и равномерной подачи с винтовым движением, при этом каждая точка на поверхности пленки следует по спирали, причем раскрой осуществляют ножом (18), расположенным в неподвижном положении, после чего раскроенную по спирали пленку удаляют с оправки, отличающийся тем, что натяжные валки (107-112, 101-106) установлены в поворотном размоточном стенде для выполнения ориентации в качестве этапа между разматыванием и раздуванием плоской пленки, причем стабилизацию выполняют после раскроя по спирали.
2. Способ по п.1, отличающийся тем, что стабилизацию выполняют в линии с раскроем по спирали.
3. Способ по п.1 или 2, отличающийся тем, что стабилизацию выполняют нагревом.
4. Способ по п.3, отличающийся тем, что стабилизацию выполняют путем пропускания пленки S-образно через ряд близко расположенных нагретых валков.
5. Способ по п.4, отличающийся тем, что пленку растягивают в новом машинном направлении во время пропускания, предпочтительно между 5 и 20%.
6. Способ по п.1 или 2, отличающийся тем, что стабилизацию выполняют путем поперечного растяжения между находящимися в зацеплении рифлеными валками, рифления которых выполнены круглыми или винтовыми, предпочтительно между рифлеными валками с острыми вершинами рифлений.
7. Способ по п.1 или п.2, отличающийся тем, что растяжение в размоточном стенде выполняют между близко расположенными гладкими валками, которые пленка проходит S-образно.
8. Способ по п.1 или 2, отличающийся тем, что по меньшей мере часть растяжения в размоточном стенде выполняют между одной или более парами валков, снабженных зубцами, проходящими в направлении оси валка, причем зубцы в каждой паре валков зацепляются друг с другом.
9. Способ по п.1 или 2, отличающийся тем, что между разматыванием и растяжением в размоточном стенде пленку снабжают гофрами по всей ее длине, причем размер каждого гофра выполняют достаточно малым, а распределение гофров достаточно равномерным, чтобы гофрирование исчезло при растяжении.
10. Способ по п.1 или 2, отличающийся тем, что 50 вес.% или более пленки состоит из полиэтилена HDPE, линейного полиэтилена LLDPE, или кристаллического полипропилена (РР).
11. Устройство для выполнения способа по любому из пп.1-10, содержащее размоточный стенд (1), в котором предусмотрена возможность установки катушки (9) плоской рукавной пленки, причем размоточный стенд содержит поворотное размоточное устройство, которое выполнено с возможностью разматывания плоской рукавной пленки и вращения ее вокруг ее продольно проходящей осевой линии (23), оправку (14), средство для открытия вытянутой пленки для образования открытого рукава и для протягивания открытого рукава над оправкой с винтовым движением, нож (18), расположенный в неподвижном положении, для раскройки по спирали открытого рукава и средство для удаления раскроенной по спирали пленки с оправки, отличающееся тем, что оно содержит натяжные валки (107-112, 101-106), установленные для поворота с поворотным размоточным устройством, для растяжения плоской рукавной пленки в продольном направлении после ее размотки с катушки и перед ее открытием для протягивания над оправкой, а также тем, что оно дополнительно содержит средство стабилизации, предназначенное для стабилизации ориентации, создаваемой продольными натяжными валками, в раскроенной по спирали пленке после ее удаления с оправки.
12. Устройство по п.11, в котором устройство стабилизации предусмотрено в линии с ножом.
13. Устройство по п.11 или 12, в котором средство стабилизации содержит по меньшей мере один нагретый валок, предпочтительно несколько нагретых валков, выполненных с возможностью обеспечения S-образного пути для раскроенной по спирали пленки.
14. Устройство по п.13, в котором средство стабилизации выполнено с возможностью создания продольного растяжения раскроенной по спирали пленки, предпочтительно на величину в диапазоне от 5 до 20%.
15. Устройство по п.11 или 12, в котором средство стабилизации содержит зацепляющиеся рифленые валки, имеющие круглые или винтовые рифления для поперечного растяжения раскроенной по спирали пленки, причем рифленые валки предпочтительно имеют острые вершины рифлений.
16. Устройство по п.11 или 12, в котором поворотные натяжные валки включают в себя по меньшей мере одну пару гладких валков (107-112, 101-102, 105-106), выполненных с возможностью S-образного пропускания плоской пленки между ними.
17. Устройство по п.11 или 12, в котором поворотные натяжные валки включают в себя по меньшей мере одну пару валков (103-104) с зубцами, имеющих взаимно зацепляющиеся канавки, проходящие параллельно оси, между которыми плоская рукавная пленка продольно растягивается.
18. Устройство по п.11 или 12, в котором катушка (9) плоской трубчатой пленки установлена в размоточном стенде, причем ее ось перпендикулярна продольно проходящей осевой линии (23) размотанной плоской рукавной пленки, с возможностью поворота таким образом, что ее ось вращается вокруг упомянутой осевой линии, чтобы действовать в качестве поворотного размоточного устройства.
19. Устройство по п.11 или 12, в котором катушка плоской трубчатой пленки установлена в размоточном стенде, причем ее ось закреплена так, что она выровнена с продольно проходящей осевой линией размотанной плоской рукавной пленки, при этом поворотное размоточное устройство вращается вокруг катушки, за счет чего рукавная пленка поворачивается.
20. Устройство по п.11 или 12, дополнительно содержащее гофрировочное средство для обеспечения продольно проходящих гофров в плоской рукавной пленке, расположенной между катушкой и поворотными продольно натягивающими валками.
21. Устройство по п.11 или 12, дополнительно содержащее средство (13) подачи воздуха, предназначенное для подачи воздуха через оправку для раздувания рукава пленки.
22. Устройство для раскройки по спирали гибкой рукавной полимерной пленки заданного диаметра на плоскую полосу, содержащее размоточный стенд, имеющий опорное средство для установки катушки рукавной пленки в плоском виде, и размоточное устройство для разматывания плоской рукавной пленки с катушки, причем размоточное устройство установлено с возможностью поворота вокруг заданной оси поворота, за счет чего плоская рукавная пленка разматывается с катушки и подается к зоне растяжения, причем ее продольная осевая линия выровнена с заданной осью поворота, и вращения вокруг упомянутой осевой линии, причем устройство дополнительно содержит зону расширения со средством для открытия плоской рукавной пленки в пленочный рукав, по существу, круглого сечения, оправку, имеющую наружный диаметр меньше диаметра пленочного рукава и соосную с упомянутой заданной осью поворота, средства для протягивания пленочного рукава над оправкой с винтовым движением, нож в заданном неподвижном положении относительно оправки для раскройки пленки рукава под заданным углом для образования раскроенной по спирали плоской пленочной полосы, и средства для удаления раскроенной по спирали плоской пленочной полосы с оправки, при этом устройство дополнительно содержит натяжные валки для продольного растяжения плоской пленки после ее разматывания с катушки и перед ее достижением зоны расширения, причем натяжные валки установлены на поворотном размоточном устройстве для поворота вместе с ним вокруг заданной оси поворота, при этом устройство дополнительно содержит средство стабилизации, предназначенное для стабилизации ориентации, создаваемой натяжными валками, в раскроенной по спирали плоской пленочной полосе после ее удаления с оправки.
| US 5361469 А, 08.11.1994 | |||
| US 4439260 А, 27.03.1984 | |||
| Способ определения параметров затяжки резьбовых соединений | 1985 |
|
SU1328697A1 |
| WO 2004094129 А2, 04.11.2004 | |||
| СПОСОБ ВЫТЯГИВАНИЯ НЕПРЕРЫВНОГО ПОЛИМЕРНОГО ЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2042514C1 |

