Известны устройства для непрерывного изготовления гофрированных полосовых изделий, в которых гофрировальное устройство содержит расположенные но замкнутому контуру верхний и нижний ряды формовочных роликов, из которых нижние смонтированы на звеньях бесконечной приводной цени.
Такие устройства не обеспечнвают хорошее качество гофрированных изделий, так как фор.мовочные ролики из-за их принудительного 11аправлсния создают папряжепие на входе ламината, ведущее к складкообразованию.
Предлагаемое устройство лишено эти.к недостат ов и отличается ог известных тем, что верхние ролнкн свободнее расноложены в нанравляюнд,ей оноре, 11меюш,ей разрыв на участке формования, где эти j)OJiHK i опираютея через слой формуемого материала на ни 1ап1е ролики, и тем, что нанравляющая опора в местах сонряжения верхних роликов с нижними выполнена криволинейной, причем радиус oH(jpbi на выходе из зоны формования превышает соотвегствуюш,ий радиус на входном ее участке.
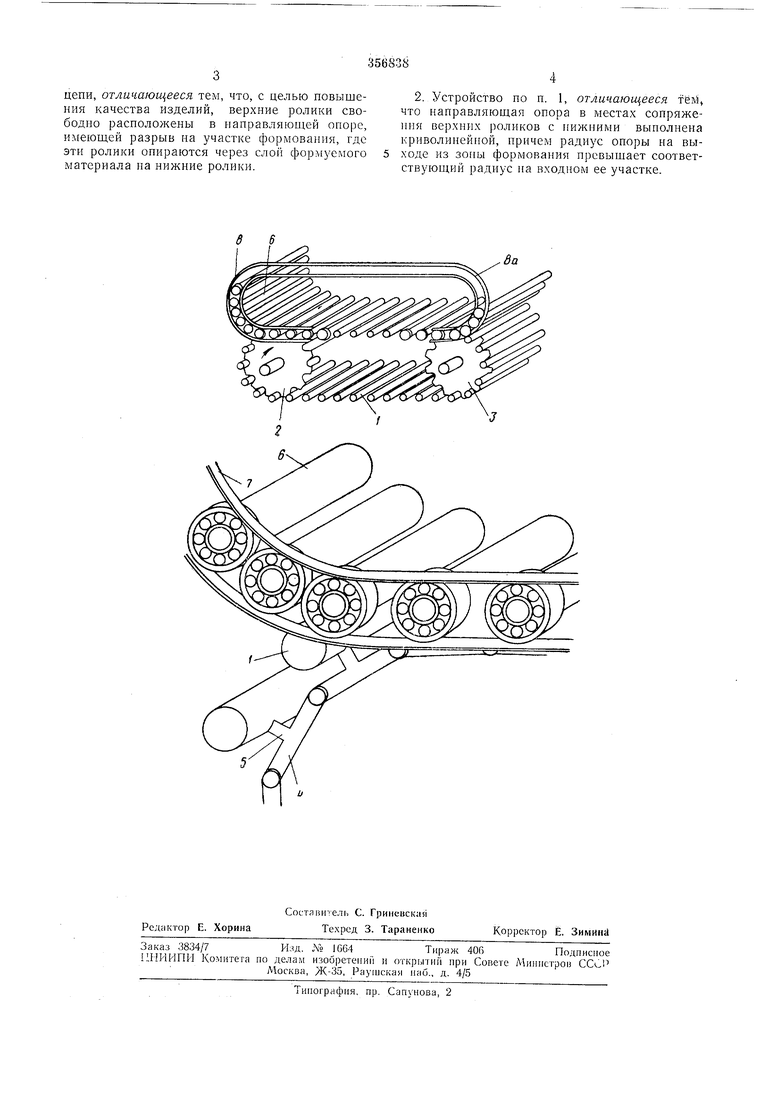
Иа чертеже схематическн показано предлагаемое устройство.
тами 4 н 5. С конвейером взаимодействуют незакрепленные формовочные ролики 6, концы которых установлены в направляющей опоре 7. Концевые части незакрепленных формовочных роликов выполнены в виде шариконодшииников. Ианравляющая опора 7 может бьпь нереставлена но высоте относительно конвейера. Иезакренленные формовочные ролики 6 свободно заходят между формовочнымн роликами конвейера. Зате.м направляющая опора прерывается. За участком, па котором ламипат получил достаточную стабильность, нанравляющая онора снова начинает приннмать
и отводить незакреплеппые формовочпые ролики 6.
Чтобы формовочные ролики 6 могли возвращаться в исходное ноложение, радиус кривизны оноры па выходе пз зоны формоваппя
iba превышает соответствующи радпус на входном ее участке 8.
Предмет н з о б р е т е н и я
1. Устройство для пенрерывного нзготовлеиия гофрированного полотна нз стеклопластика, содержащее расположенные по замкнутому контуру верхний и нижний ряды формовочных роликов, из которых нижние смонтицепи, отличающееся тем, что, с целью цовышеиия качества изделий, верхние ролики свободно расцоложены в направляющей опоре, имеющей разрыв на участке формования, где эти ролики опираются через сло11 формуемого АШтериала иа нижние ролики.
2. Устройство по п. 1, отличающееся тей, что направляющая опора в местах сопряжения верхних роликов с нижними выполнена криволинейной, причем радиус опоры иа выходе из зоны формования превышает соответствующий радиус па входном ее участке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СССРПриоритет 28.1.1969, № Р 1904101.1, ФРГОпубликовано 28.X1I.1972. Бюллетень № 5за 1973 Дата опубликования описания 13.111.1973УДК 677.057.125(088.8) | 1973 |
|
SU365074A1 |
| СИСТЕМА СЪЕМА ИНФОРМАЦИИ С ПЛЕНКИ, В ЧАСТНОСТИ, ДЛЯ ВЯЗАЛЬНЫХ МАШИН | 1973 |
|
SU374872A1 |
| ТСНТНО-ТЕХНИНЕ^111I Е':'-'<БЛИОТЕКА | 1971 |
|
SU300010A1 |
| УСТРОЙСТВО для ПОДВОДА и ОТВОДА ЭНЕРГИИ | 1972 |
|
SU354638A1 |
| ПРЕСС | 1973 |
|
SU366597A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ФОРМОВКИ и СВАРКИ ПРОДОЛЬНЫХ швов СТАЛЬНЫХ ТРУБ | 1971 |
|
SU301896A1 |
| СТАНОК ДЛЯ ЗАРЕЗАНИЯ ШИПОВ НА ОБОИХ КОНЦАХ СКЛЕИВАЕМЫХ ИЗДЕЛИЙ | 1972 |
|
SU355780A1 |
| ЭЛЕКТРОДВИГАТЕЛЬ ДЛЯ ИГРУШЕК-МОДЕЛЕЙ | 1969 |
|
SU232856A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ | 1969 |
|
SU247146A1 |
| СИСТЕМА СЪЕМА ИНФОРМАЦИИ С ПЛЕНКИ, В ЧАСТНОСТИ, ДЛЯ ВЯЗАЛЬНЫХ МАШИН | 1971 |
|
SU305680A1 |
Ва
