В известных способах прокатки заготовок круглого сечения в валках обжимных реверсивных станов в промежуточных стадиях обработки выкатывают раскаты с прямоугольным или квадратным поперечным сечением.
Недостатком калибровки валков по известному способу является необходимость использования овальных калибров.
В предложенном способе из исходного материала круглого или овального сечения в промежуточной стадии прокатки получают раскаты плоско-овального и круглого сечения.
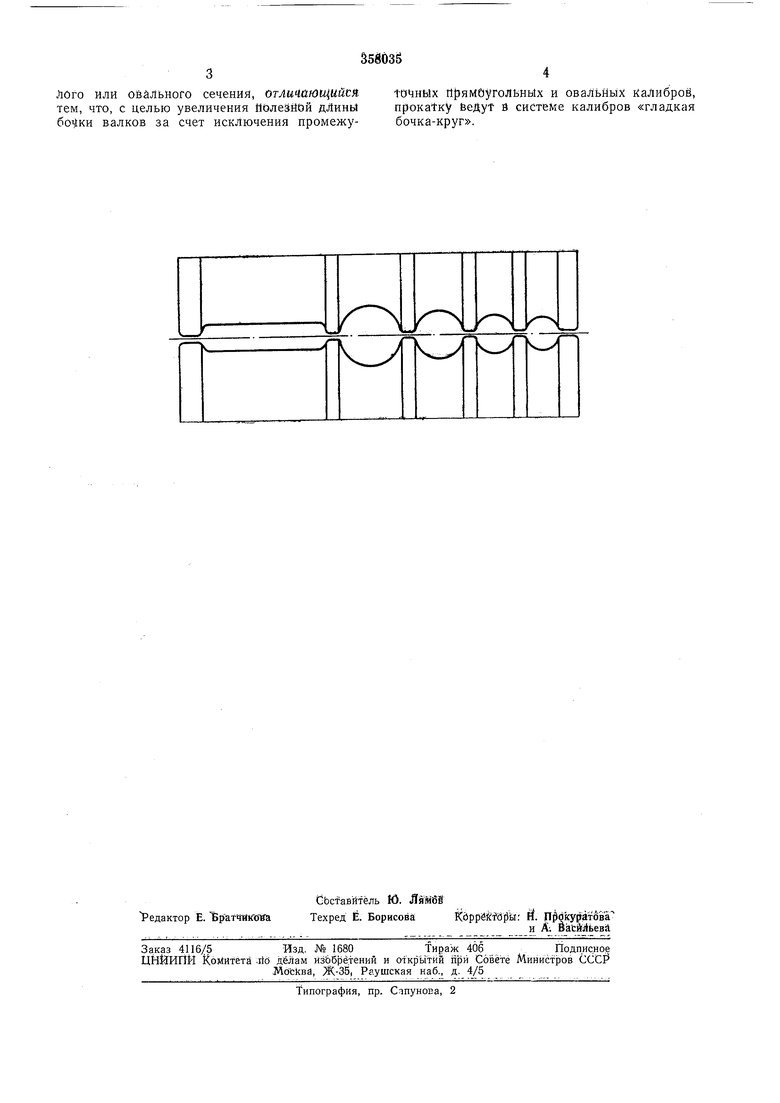
Описываемый способ отличается от известных тем, что прокатку ведут в системе калибров «гладкая бочка-круг.
Это позволяет рациональнее использовать длину бочки валков, а исключить брак в виде складок и морщин на боковых поверхностях раскатов.
На чертеже представлена схема монтажа калибров, используемых в предложенном способе.
Слиток круглого или овального пеперечного сечения обжимают за .несколько возвратно: поступательных проходов на гладкой бочке без кантовки до тех пор, пока высота раската не приблизится к ширине круглого калибра,с наибольшим проходным сечением.
кантуют на 90° и задают в первый круглый калибр, где обжимают несколько раз в направлении большой оси, пока заполнение калибра достигнет требуемых значений. В этом случае круглый калибр ири проходах с увеличенным (по сравнению с начальным зазором) расстоянием между валками работает как ребровой.
После окончания прокатки в первом круглом калибре промежуточный раскат овального сечения с некоторой разностью осей (что более целесообразно, чем точно круглого) передают для обжатия снова на гладкую бочку до высоты меньшей, чем ширина следующего по ходу прокатки круглого калибра. Затем описанные выше пропуски повторяют до тех пор, пока не будет выкатана конечная заготовка круглого сечения требуемого размера.
В случае работы блюминга по смешанной программе (производство блюмов и круглой заготовки для прокатки круглой заготовки) достаточно иметь только одни круглые калибры и не требуется наличия овальных калибров..
Предмет изобретения
лого или ОБИЛЬНОГО сечения, Отличающийся тем, что, с целью увеличения йолезйОй дЛинЫ бо1|ки валков за счет исключения промежуt04Hbix й|зям0угольных и овальных калиброб, npoKatxy Befiyt и системе калибров «гладкая бочка-круг.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| СЕГМЕНТНЫЙ СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 2006 |
|
RU2322313C2 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2006 |
|
RU2308327C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1990 |
|
RU1751906C |
| СПОСОБ МНОГОПРОХОДНОЙ РЕВЕРСИВНОЙ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ БОЛЬШОГО ДИАМЕТРА | 2018 |
|
RU2693418C1 |
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
| СПОСОБ ПРОКАТКИ НА ОБЖИМНЫХ СТАНАХ | 1997 |
|
RU2128094C1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |