Изобретение относится к области черной металлургии, к производству проката, и предназначено для получения круглых профилей большого диаметра способом «сегментной» прокатки на реверсивных обжимных станах.
Известны традиционные способы прокатки крупных круглых профилей из заготовки прямоугольного сечения на реверсивных обжимных станах в системе калибров «предовал - овал - круг» [1], которые не пригодны к применению для прокатки на блюминге, т.к. наличие подготовительных калибров «предовал» и «овал», «круг» займет много места на бочке валка и не позволит разместить типичные для валков блюминга «ящичные» и «гладкая бочка» калибры для прокатки всего существующего сортамента, включая слябы и блюмсы различных сечений, а использование отдельных валков с традиционной калибровкой для прокатки только круглых профилей нецелесообразно из-за малотоннажности партий больших кругов и потерей длительного (не менее 8 часов) времени на перевалку блюминга, а также затрат на закупку отдельной пары валков.
Известен способ прокатки больших круглых профилей (⊘ 100-350) с использованием предчистового калибра «плоский овал» с вогнутым по дуге участком по дну калибра (радиус дуг соответствует радиусу чистового калибра) [2]. Данный способ прокатки, выбранный в качестве прототипа, предполагает как минимум наличие двух калибров («овал» и «круг») для получения круглого профиля, что неприемлемо к использованию для прокатки на блюминге, т.к. эти калибры займут много места на бочке валка, сузив до минимума сортамент, который можно прокатать на данной паре валков.
Задачей, на решение которой направлено заявляемое изобретение, является расширение технической возможности крупносортных реверсивных обжимных станов (в т.ч. блюминг) в плане прокатки круглых профилей большого диаметра, с сохранением возможности прокатки существующего сортамента этих станов на имеющихся валках, т.к. добавляется только один «сегментный» калибр овальной формы на бочке валков за счет сокращения ширины калибра «гладкая бочка» (для блюминга).
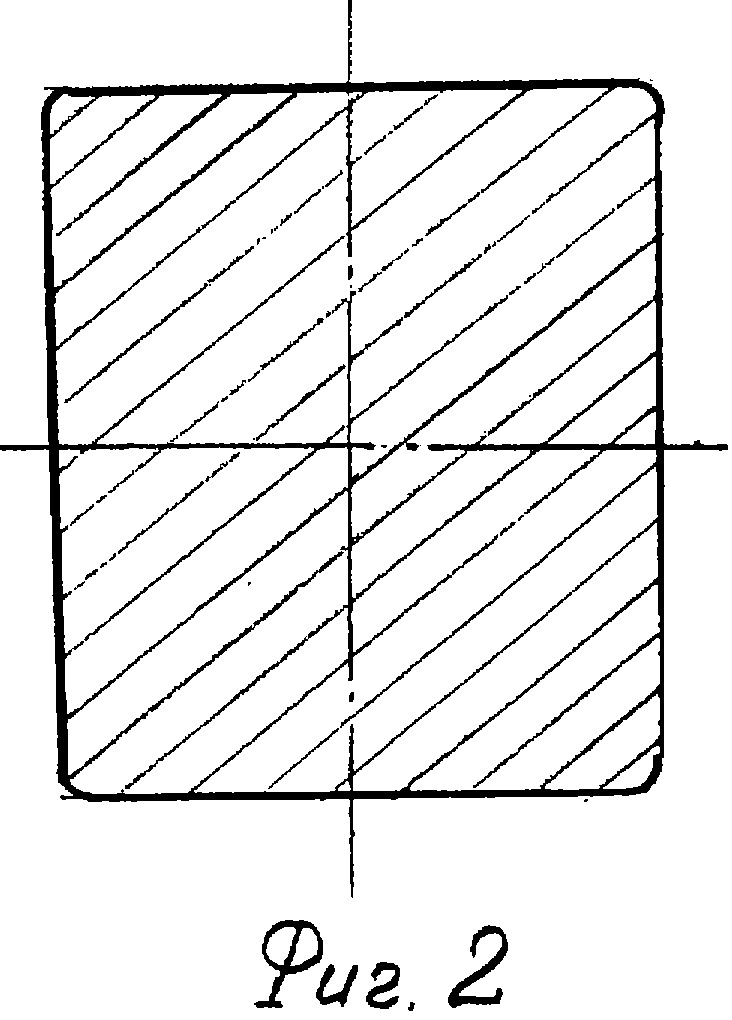
Предлагаемый калибр, необходимый для осуществления сегментного способа прокатки, симметричен относительно своих вертикальных и горизонтальных осей и состоит из двух ручьев, расположенных симметрично на верхнем и нижнем валках. Верхний и нижний ручьи калибра состоят из дуг АВ, А'В' (фиг.2) с радиусом Rкр требуемого ⊘ круга и длиной, равной 1/4 длины окружности требуемого диаметра, и выпусков с наклонными прямыми полками АС и ВД, А'С' и В′Д′, соединяющими дуги с буртами валков, при этом ширина калибра должна превышать диаметр прокатываемого на этом калибре максимального круга.
Сущность изобретения поясняется чертежами, где на фиг.1 показан вид заготовки, на фиг.2 - схема калибра, на фиг.3 - схема прокатки.
Технология прокатки.
Нагретый слиток прокатывается на обжимном стане в валках на «гладкой бочке» и в «ящичных» калибрах до блюмса с требуемыми по схеме прокатки размерами. Затем делается предчистовой проход в овальном калибре с формированием двух противоположных сегментов округлой формы по 90° каждый по дну и верху калибра, раскат при этом удерживается линейками манипулятора во избежание «свертыша», потом раскат кантуется на 90°, и делается «чистовой» проход в этом же калибре с окончательным формированием круглого профиля.
Преимущества «сегментного» способа прокатки:
1. Расширение сортамента блюминга.
2. Возможность прокатки круглых профилей большого диаметра на обжимных реверсивных станах (в т.ч. блюмингах), получаемых ранее методом ковки.
3. Возможность прокатки на блюминге круглых профилей, прокатываемых на крупнозаготовочном стане, ограничивает возможности только длина раскатных полей, что частично можно компенсировать уменьшением веса слитка для кругов меньшего диаметра, а сокращение одного передела (прокатка на КЗС) позволяет снизить затраты на производство и себестоимость продукции.
4. Возможность прокатки нескольких близких по диаметру круглых профилей на одном «сегментном» калибре по ТУ для поковок.
Опытная прокатка круга ⊘ 390 мм из слитка 7,0 тн на стане «1150» ЗАО «ВМЗКО» 21 октября 2005 г. подтвердила возможность и целесообразность «сегментного» способа прокатки круглых профилей большого диаметра.
Источники информации
1. В.И.Бахтинов, М.М.Штернов. «Калибровка прокатных валков». М., «Металлургиздат», 1953 г.
2. Патент №1538937.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ КВАДРАТНОЙ ЗАГОТОВКИ В ДУО-РЕВЕРСИВНОЙ КЛЕТИ ЗАГОТОВОЧНОГО СТАНА | 2006 |
|
RU2314883C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 1999 |
|
RU2190487C2 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРЯМОУГОЛЬНОЙ ИЛИ ФАСОННОЙ ЗАГОТОВКИ | 1999 |
|
RU2197337C2 |

Изобретение предназначено для прокатки слитков на блюминге. Прокатку заготовки слитка на блюминге осуществляют сначала на гладкой бочке, а затем в ящичных калибрах. Расширение технической возможности крупносортных реверсивных станов типа блюминг, увеличение сортамента за счет прокатки круглых профилей большего диаметра, ранее получаемых только в процессе ковки, возможность проката круглых профилей большого диаметра на блюминге без ущерба для возможности проката существующего сортамента стана обеспечивается за счет того, что раскат прямоугольной формы подают в специальный «сегментный» калибр овальной формы, где за два прохода, предчистовой и чистовой в одном и том же калибре с кантовкой на 90° между проходами, получают требуемый профиль круглой формы. 3 ил.
Способ прокатки круглых профилей большого диаметра на реверсивных обжимных станах, включающий использование калиброванных валков, отличающийся тем, что при прокатке заготовки прямоугольного сечения используют один калибр, состоящий из двух ручьев в виде дуг радиусом готового профиля и длиной, равной четверти длины окружности готового профиля, и выпусков с наклонными прямыми полками, соединяющими дуги с буртами валков, при этом за один проход формируют два противоположных сегмента по 90° округлой формы сечения, а после кантовки раската на 90° и повторного пропуска через тот же калибр формируют раскат круглого сечения.
| СПОСОБ ПРОКАТКИ ПОЛУПРОДУКТА КРУГЛОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 0 |
|
SU358035A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ СТАЛЕЙ С ПОВЫШЕННЫМ КОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ | 2000 |
|
RU2219006C2 |
| АВТОМАТИЧЕСКИЙ ТРУБОПРОКАТНЫЙ СТАН | 1994 |
|
RU2084298C1 |
| Предчистовой двухвалковый калибр для прокатки круглой стали | 1978 |
|
SU791437A1 |
| US 4641513 А, 10.02.1987. | |||

