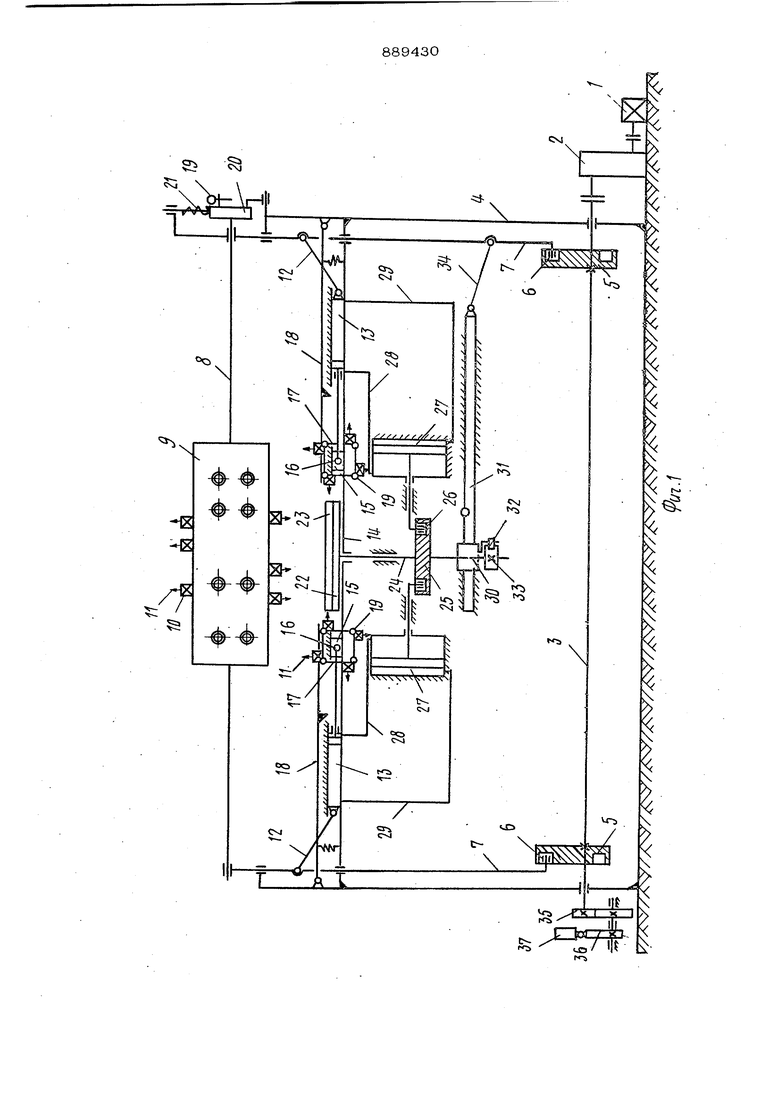
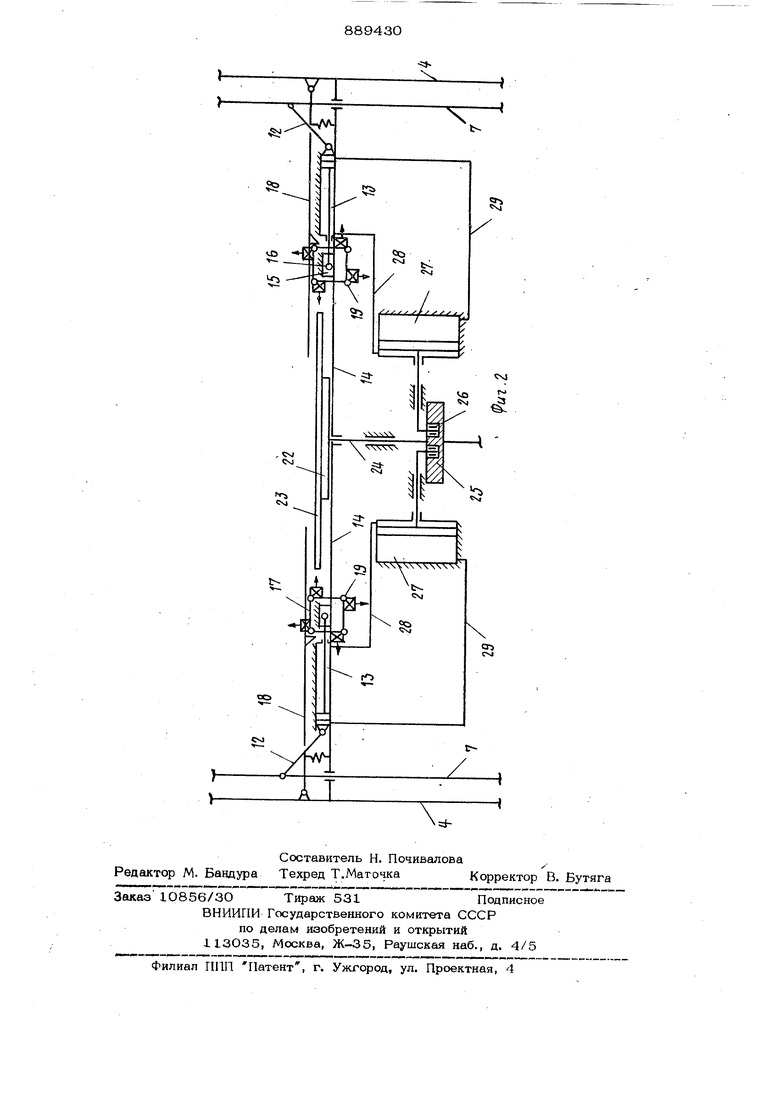
Изобретение относится к деревообрабатывающей промышленности и может бы использовано для обработка щитовых деталей. Известен. многооперационный станок для обработки щитовых деталей мебели, включающий станину, многошпиндельные верхнюю и боковую каретки, выполненные в ввде поворотных призм, установленных в направляющих, и привод Недостатком данного станка является невозможность одновременной обработки верхней и боковой поверхности щитовых деталей. Известен также многооперационный станок для обработки щитовых деталей мебели, включающий станину, привод, сто многошпиндельную поворотную вокруг про дольной оси верхнюю и боковые инструментальные призмы, установленные в направляющих, .толкатели, один ка которых несет на своем верхнем конце шарнирно закрепленную и подпружиненную собачку, взaи foдeйcтвyющyю с пальцами диска жестко закрепленного на валу верхней призмы, и осуществляющую поворот последней на очередную позицию при перемещении толкателей, шатуны, шарнирно связанные е толкателями и ползунами боковых призм, собачки, осуществляющие поворот призм на очередную позицию, и фиксаторы 21. Недостатком этого станка является невозможность обработки всех боковых граней щитовой детали с одного закрепления. Цель изобретенгта - расщщ ение технологических возможностей многооперацнонного станка. Цель достигается тем, что станок снабжен поворотным валом, который установлен посредством опор на станине, связан через храповьй механизм, зубчатое коле- . со и зубчатую- рейку с одним из толкателей и снабжен кулачком С пазами, при этом на станине установлены гидроциливдры, штоки которых размещены в пазах кулачка, причем стол закреплен на валу, 388 а на боковых призмах размещены гидроцилиНдрь, которые связаны с гидроцилиндрами кулачка поворотного стола посредством маслопроводов. На фиг. 1 изображена кинематическая схема многооперационного станка при обработке пласти и больших боковых граней щитовой детали; на фиг. 2 - кинематическая схема расположения боковых инструментальных призм при обработке меньших боковых граней цитовой детали, Станок содержит электродвигатель 1, который через редуктор 2 передается движение кулачковому валу 3, вращающемуся в прдщипниках станины 4. .На ку лачковом валу 3 укреплены кулачки 5. В пазах, выбранных в теле кулачков 5, расположены ролики б толкателей 7, которым шарнирно прикреплена с помощью.вала 8 инструментальная призма 9. На каждой грани инструментальной призмы 9 смонтированы электродвигатели 10, Приводящие во вращение щпиндели с. инструментами 11 (сверла, фрезы и т.д.). К толкателям 7 шарнирно прикреплены шатуны 12, шарнирно соединенные с гидро циливдрами 13, движущимися в направляющих 14 станины 4. К концам штоков гидравлических гидроиилиндров 13 жестко закреплены ползуны 15, движущиеся в направляющих 14 станины 4. На ползунах 15 при помощи осей 16 шарнирно укреплены боковые поворотные инструментальные призмы 17. На каждой грани инструментальной призмы 17 установлены электродвигатели 10, приводящие во вращение шпиндели с инструментами 11. На станине 4 щарнкрно укреплены подпружиненные собачки 18, находящиеся в контакте с цевками 19, смонтированными на торцах призм 17. На валу 8 инструме тальной нризмы 9 укреплена шайба 20, тоже снабисенная цевками 19. На станине 4 укреплен фиксатор 21, стабилизирующий вал 8, а вместе сним и верхнюю инструментальную призму 9 в необходимом положении при обработке. Фиксаторами, укрепленными на ползунах 15, снабжены и оси 16 боковых инструментальных призм 17 (не показаны). I;., На поворотном столе 22 збжрепляется обрабатываемая деталь 23, на поворотны вал 24 стола 22 насажен кулачок 25, в пазах которого перемещаются ролики 26, закрепленные на конце штоков гидроцилин дров 27, которые сообщаются с гидроцилиндрами 13 посредством, маслопроводов 28 и 29. На поворотном валу 24 свобод но насажена шестерня ЗО, которая взаим действует с зубчатой рейкой 31, движущейся в направляющих, и связанная жестко с храповиком .32; на валу 24 жестко закреплено храповое колесо 33, кинематически связанное с храповиком 32: Зубчатая рейка 31 соединена щарнирно С толкателем 7 посредством шатуна 34. Поворотный стол снабжен фиксатором, фиксирующим стол в нужной позиции после поворота (не показано). На кулачковом валу 3 закреплена пара зубчатых щестерен 35, передающих движение кулачку 36, взаимодействующему с конечным выключателем 37. Станок работает следующим образом. Перед началом обработки щитовую деаль 23 фиксируют на поворотном столе 22, включают электродвигатели 10 всех инструментов, укрепленных на гранях инструментальных призм 9 и 17, которые обращены в сторону обрабатываемой детали 23. Затем включают электродвигатель 1, который через редуктор 2 поворачивает кулачковый вал 3 в подшипниках станины 4. При вращении кулачкового вала 3, укрепленные на нем кулачки 5 с помощью кулачкового вала 3, укрепленные на нем кулачки 5 с помощью роликов 6, входящих в пазы кулачков 5 и укрепленных на толкателях 7, начинают опускаться вместе с укрепленным на них валом 8, несущим фиксированную призму 9 с рабо-i тающими инструментами в направлении к обрабатываемой детали 23. Одновременно, благодаря шатунам 12, шарнирно присоединенным к корпусам гидроцилиндров 13 с лсестко закрепленными на концах штоков ползунами 15, инструментальные призмы 17 с работающими инструментами (на оси 16 ползуна 15 закреплень инструмен А -.1. / iiXXeAV. «iL4 iL .,. «т альнйе призмы 17 с инструментами) движутся в направлении боковых граней щитовой детали 2 3 и обрабатывают их. После одновременной обработки щитовой детали 23 инструментами 11, укрепленными на инструментальных 9 и 17, толкатеЗти 7 при помощи вращающихся кулачков 5 начинают подниматься, поднимая при этом вал 3 с укрепленной на нем верхней инструментальной призмой 9 над обрабатываемой щитовой деталью 23 и отводя посредством шатунов 12 гидроцилиндры 13 с жестко насаженными на конце штоков ползунами-15, на оси 16 которого насажены поворотные инструментальные призмы 17- При движении вверх толкателя 7 верхняя инструментальная призма 9 и боковые инструментальные , призмы 17 при помощи подпружиненных собачек 18 и цевок 19 поворачивают инструментальные призмы 9 и 17 так, что в сторону обрабатываемой детали 23 обращены другие грани инструментальных призм, на;которых укреплены другие инструменты 11, Предусмотренные технологическим циклом. При этом фиксаторы 21фиксируют вал 8 и ось 16 в новых положениях. В момент, когда посредством кулачко 5 толкатели 7 поднимаются, зубчатая рейка 31, соединенная шарнирно с толка телем 7 через шатун 34, перемещается в направляющих и поворачивает шестерню 30 на 9О, насаженную на поворотный вал 24стола 22. В этой позиции стол 22фиксируется фиксаторами. Вместе с поворотным валом 24 поворачивается на 9О кулачок 25, в пазах которого перемещаются ролики 26, закрепленные на конце Ц1ТОКОВ больших гидроцилиндров 27 Перемещением порщней гидроцилиндтэов 27 перегоняется масло из нештоковых полостей гидроцилиндров 27 в одноименные полости гидроцилиндров 13 малого сечения через гибкие маслопроводы 29, а масло со штоковой полости гидроцилинд ров 13 в одноименные полости гидроцилиндров 27 перегоняется через гибкие маслопроводы 28, и инструментальные призмы 17 фиксируются ближе к центру поворотного стола 22 для обработки боко вых граней щитовых деталей 23. Щитовые детали, применяемые в мебельной промышленности, имеют разные размеры, например боковые и задние стенки письменного стола,|имея одну и ту же длину, имеют разную ширину. Для обработки всех боковых граней щитовых деталей 23 нужно фиксировать основные инструментальные призмы 17 в позициях соответствующих размерам щитовой детали 23. Это достигаетсяпосредством кулачков 25г причем при настройке станка на обработку щитовых деталей 23 Д1эугого типоразмера производится замена кула ков 25 с соответствующим профилем паза При вращении кулачкового вала. 3 укр ленные на нем кулачки 5 начинают опускать взаимодействующие с ним толкате, ли 7 вместе с укрепленным на них валом 8, несущим фиксированную инструменталь ную призму 9 с работающими инструментами в н1аправлении к обрабатываемой щи товой детали 23 (при -надобности позиция инструментальной призмы 9, обра1ценная в сторону обрабатываемой детали 23, мо жет быть свободной, т.е. позиция инструментами не занята). Одновременно, благодаря щатунам 12, шарнирно укрепленным на концах гидроцилиндров 13, с жестко закрепленными ползунами 15 на концах щтоков гидроцилиндров 13 (зафиксированных в новой позиции), на ползунах 15 при помощи осей 16 закрепленные боко- . вые инструментальные призмы 17 с работающими инструментами 11 движутся в направлении боковых граней щитовой детали 23 и обрабатываются; В момент, когда посредством кулачков 5 толкатели 7, опускаются вниз, зубчатая рейка 31, соединенная шарнирно с толкателем 7 через щатун 34, перемеща«ч ется в направляющих в обратном направлении, совершая холостой ход относительно храпового колеса 33 с помощью храповика 32 и шестерни 30. После одновременной обработки пласти и боковых граней обрабатываемой детали 23 при помощи вращающихся кулачков 5, толкатели 7 начинают подниматься, поднимая при этом вал 8 с укрепленной на . ,нем верхней инструментальной головкой 9 над обрабатываемой щитовой деталью 23 и отводя посредством шатунов 12 гидроцилиндры 13 с жестко насаженными на конце штоков ползунами 15, на оси 16 которого насажены поворотные ин,струментальные призмы 17. При движении вверх зубчатая рейка 31 поворачивает шестерню ЗО и связанный с ней храповик 32, осуществляющий через храповое колесо 33, жестко закрепленное на поворотном валу 24, поворот стола на 90 . В этой позиции стол 22 фиксируется фиксаторами. Вместе с валом 24 поворачивается на 9О кулачок 25, в пазах которого перемещаются ролики 26, закрепленные на конце .нтоков больших гидро- цилиндров 27. Перемещением поршней гидроцилиндров 27 в исходное положение, масло перегоняется со штоковой полости гидроцилиндров 27 в одноименные полости гидроцилиндров 13 малого сечения через гибкие маслопроводы 28, ас нештоковой полости гидроцилиндров 13 в одноименные полости гидроцилиндров 27 перегоняется масло через гибкие маслопроводы 29 и инструментальная призма 17 фшссируетСя в исходном положении. При дальнейшем движении вверх толкателя 7 инструментальные призмы 9 и 17 при помощи подпружиненных собачек 18 -и цевок 19 поворачивают инструментальные призмы 9 и 17 так, что в сторону обрабатываемой щитовой детали 23 обращены следующие инстру М нты 11, предусмотренные технологическим циклом. При этом фиксаторы 21 зафиксируют вал :8 и ось 16 в новых положениях.
Дальше цикл обработки повторяется.
На кулачковом валу 3 насажена пара зубчатых шестерен 35, передающих движение кулачку 36, взаимодействующему с конечным выключателем 37.
fe зависимости от передаточного,числа 1 между зубчатыми щестернями 35 регулируется цикл обработки щитовых деталей 23. Причем цикл может заканчиваться при обработке щитовой детали инструментами, закрепленными на 2-х, 3-х, или. 4-х гранях инструментальной призмы.. При использовании в технологическом проч цессе инструментов, закрепленных на двух смежных гранях инструментальных призм 9 и- 17, две оставщиеся грани инструментальных призм 9 и 17 могут найтраиваться на ту. же самую обработку, что исключает холостые обороты инструментальных призм. При использовании в технологическом . процессе инструментов, закрепленных на трех гранях инструментальных призм 9 и 17, четвертые грани инструментальных, призм 9 и 17 не заняты и инструментальные . призмы 9 и 17 совершают холостой ход по отношению к щитовой 23.
Если в обработке четьфех ьоковых сторон .и пласти цет необходимости, а надо обработать пласть и две противоположные
Iстороны щитовой детали 23, кинематическая связь зубчатой рейки 31с токателем 7 разрывается путем снятия шатуна.
Формула изобр;е тения
Многооперационный станок для обработки щитовых деталей мебели, включающий
.станину, стол, поворотные многощпиндельные верхнюю и боковые инструментальные призмы, связанные через систему рычагов, толкателей и шарниров с приводом, о т личающийся тем, что, с целью
расщирения технологических возможностей, станок снабжен поворотным валом, который установлен посредством опор на станине, связан через храповый механизм, зубчатое колесо и зубчатую рейку с одним из толкателей и снабжен кулачком с пазами, при этом на станине установлены гидроциливдры, штоки которых размещены в пазах кулачка, причем стол закреплен на валу, а на боковых призмах размещены
гидроцилиндры, -которые свяйаны с гидроцилиндрами кулачка поворотного стола посредством маслопроводов.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 426816, кл. В 27 С 9/04, 1973.
2.Авторское свидетельство СССР № 504642, кл, В 27 С 9/О4, 1974 (прототип).
s
-чУАсн
1, П
45
.
HH
HE
4
Ч N
X
Г
I
: I
X
V X
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок для обработки щитовых деталей мебели | 1977 |
|
SU668802A1 |
| Станок для сверления отверстий в щитовых деталях | 1976 |
|
SU644619A1 |
| Многооперационный станок для обработки щитовых деталей мебели | 1974 |
|
SU504642A1 |
| Алмазно-обточной станок для обработки поршней | 1980 |
|
SU929335A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИФФУЗИОННЫХ НОЖЕЙ | 1970 |
|
SU270527A1 |
| Станок для обработки наружных многогранных поверхностей деталей | 1986 |
|
SU1516259A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙВ ПЛИТАХ | 1972 |
|
SU358104A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |