Изобретение относится к области машиностроения, а именно к сборке, сварке и отделке крупногабаритных балок металлоконструкций, например хребтовых балок рам железнодорожных вагонов-цистерн.
Известна поточная линия для сборки и сварки металлоконструкций типа балок, содержащая тележечный конвейер, подъемники для снятия изделия со столов тележек, порталы с прижимными элементами, расположенные под ними кантователи, выполненные в виде выдвижных шпинделей с горизонтальной осью вращения, и правильное устройство. Однако эта линия не обеспечивает точной сборки и сварки, а также правки боковых стенок балок, состоящих из двух швеллеров.
Цель изобретения - повышение производительности и точности сборки.
Согласно изобретению поточная линия снабжена устройством -тележечного типа для обжима элементов собираемой балки, тележка устройства для обжима элементов собираемой балки имеет два симметрично закрепленных на ней двуплечих рычага, одни концы которых связаны с установленным на тележке механизмом разжима, а
Другие концы снабжены прижимными роликами; правильное устройство выполнено в виде смонтированных на основании линии наклонных вдоль осей шпинделей стоек, состоящих из двух связанных между собой направляющими скалками щек, на которых с воз.можностью перемещения установлены выдвижные пальцы, обеспечивающие правку балки.
Такое исполнение линии обеспечивает качественную сварку за счет устранения недопустимых при сварке зазоров и позволяет повысить производительность сборки.
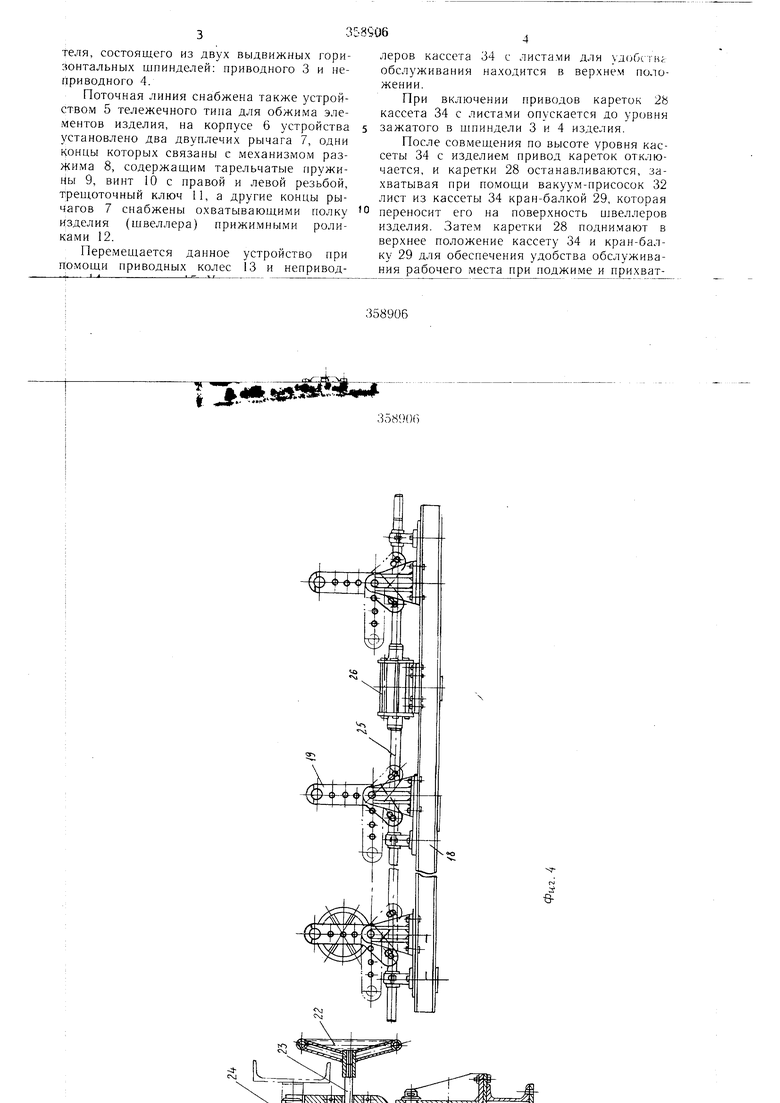
На фиг. 1 схематично изображена поточная линия для сборки и сварки металлоконструкций, поперечный разрез; на фиг. 2 - сборочная позиция, поперечный разрез; на фиг. 3 - устройство тележечного типа для обжима элементов собираемой балки в двух проекциях; на фиг. 4 - правильное устройство.
Поточная линия для сборки и сварки металлоконструкций, например балок, состоит из двух параллельных ветвей вертикально замкнутого тележечного конвейера с тележками 1, подъемников 2, расположенных по два на каждом рабочем месте, кантователя, состоящего из двух выдвижных горизонтальных щпинделей: приводного 3 и неприводного 4.
Поточная линия снабжена также устройством 5 тележечного тина для обжима элементов изделия, на корпусе 6 устройства установлено два двуплечих рычага 7, одни концы которых связаны с механизмом разЖима 8, содержащим тарельчатые пружины 9, винт 10 с правой и левой резьбой, трещоточный ключ 11, а другие концы рычагов 7 снабжены охватываюи ими полку изделия (швеллера) прижимными роликами 12.
Перемещается данное устройство при помощи приводных колес 13 и непривод6,
леров кассета 34 с листами для удобства. обслуживания находится в верхнем положении.
При включении приводов кареток 28 кассета 34 с листами опускается до уровня зажатого в шпиндели 3 и 4 изделия.
После совмещения по высоте уровня кассеты 34 с изделием привод кареток отключается, и каретки 28 останавливаются, захватывая при помощи вакуум-присосок 32 лист из кассеты 34 кран-балкой 29, которая переносит его на поверхность щвеллеров изделия. Затем каретки 28 поднимают в верхнее положение кассету 34 и кран-балку 29 для обеспечения удобства обслуживания рабочего места при поджиме и прихват-
358906
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБР.ЛЗИВНЫХ ИНСТРУЛ\ЕНТОВ | 1972 |
|
SU358908A1 |
| Механизированный участок для производства разнотипных сварных металлоконструкций | 1980 |
|
SU887104A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Двухстоечный кантователь | 1973 |
|
SU438508A1 |
| СПОСОБ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2465167C2 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная механизированная линия для изготовления балок коробчатого сечения | 1975 |
|
SU650761A1 |



IЭ.358906
Number of pages : 2
Previous document : SU 358906
Next document : SU 358909
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Зависимое от авт. свидетельства № -
Заявлено 04.1.1970 (№ 1397784/23-5)
с присоединением зая;вки № -
Приоритет -
Опубликовано М.УП.1973. Бюллетень Л 30
Дата опубликования описания 26.XI.1973
Авторы
В. Ф. Шаталов и А. М. Копытин изобретения
Заявитель
СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ
Изобретение относится к производству алмазно-абразивных инструментов, которые могут быть применены в полупроводниковой промышленности для полировки пластин из полупроводниковых материалов.
Известен способ изготовления алмазно-абразивных инструментов на бакелитовой связке, состоящий в том, что алмазно-абразивные материалы смешивают с жидким бакелитом при нагревании, а затем прессованием изготавливают инструменты любых типоразмеров.
Однако этот способ не дает .возможности получить режущую часть инструмента с заданной структурой, улучшающей его полирующие свойства.
Цель изобретения - улучшить полирующие свойства алмазно-абразивных инструментов.
В предлагаемом изобретении поставленная цель достигается внедрением приготовленной смеси алмазно-абразивного материала с жидким бакелитом в заготовку инструмента, выполненную из подпрессованной цельной древесины.
По описываемому способу разогретый до 50-60°С жидкий бакелит смешивают с высушенным алмазно-абразивным микропорошком до получения однородной смеси. Полученную смесь внедряют в заготовку инструмента, выполненную из цельной подпрессованной древесины, имеющую влажность 12-15%. Внед358908
М. Кл. В 29d 31/00
УДК 678.029.64(088.8)
вогсо:о::нля
tt-: ( -.Лif- Т I/R f«
li,-;1 ., ;у-{1. ДГ,:. .,.. aftisS
БГ:.г г:/,. - .Г л rii3.i(-iV ::-..f
рение производят в течение 50-60 сек под давлением 300-400 кг/см в камере с гидравлическим аккумулятором энергии. После пропитки заготовку высушивают при температуре 100-110°С в течение 10-12 час.
Заготовка из цодпрессованной древесины может выполняться любого типоразмера (кольцо, круг и г. п.). В процессе внедрения смеси в заготовку алмазно-абразивные зерна ориентируются вдоль волокон древесины, в результате чего получается заданная структура с наличием продольных каналов, расположенных на концентрических окружностях годичных слоер древесины
и заполненных алмазно-абразивным микропорошком.
Оптимальная концентрация алмазно-абразивных зерен инструмента достигается процентным составом смеси и применением заготовки из древесины с заданной степенью прессования.
Предмет изобретения
Способ изготовления абразивных инструментов на бакелитовой связке путем смешивания алмазно-абразивного микропорошка с жидким бакелитом при нагревании, отличающийся тем, что, с целью улучшения полирующих 34
алмазно-абразивного микропорошка с жидкимку инструмента, выполненную нз иодпрессо
бакелитом внедряют под давлением в заготов-ванной цельной древесины.
358908
