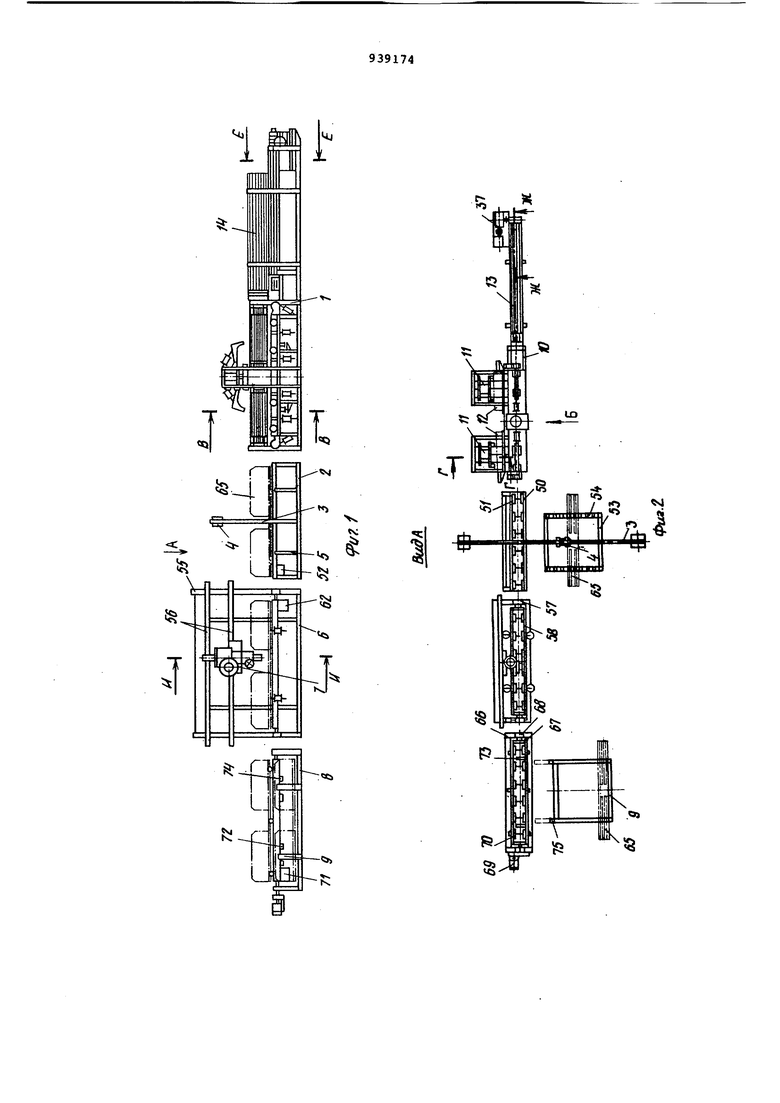
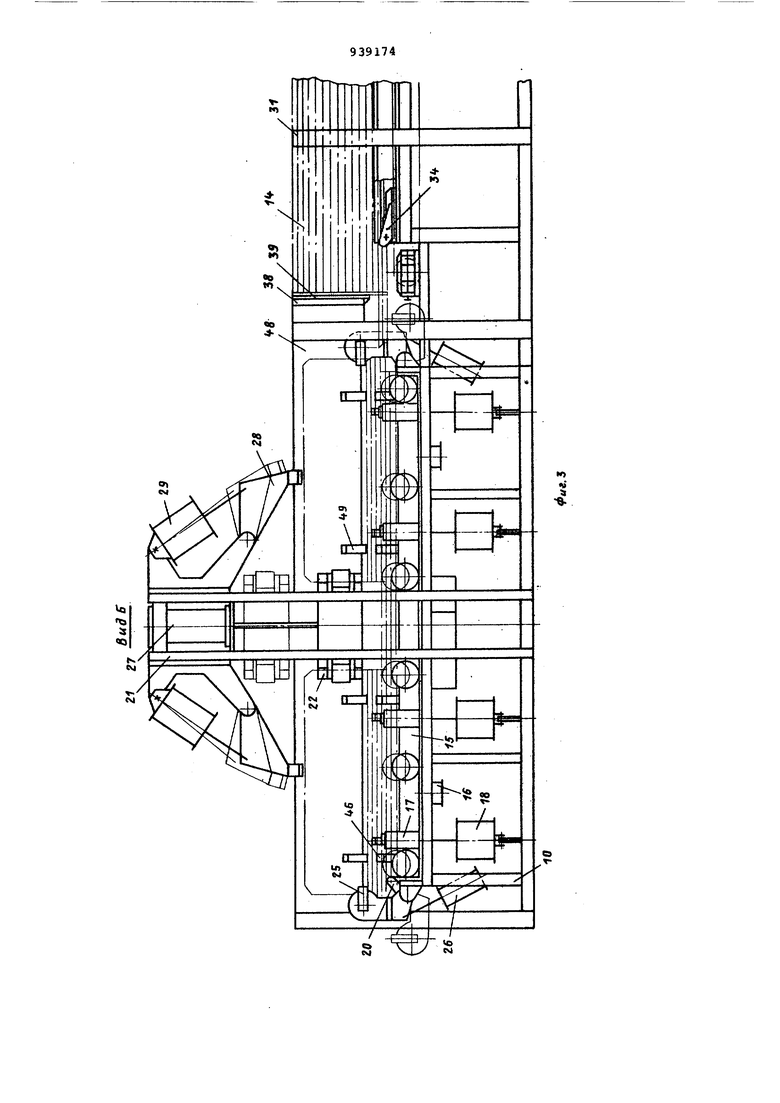
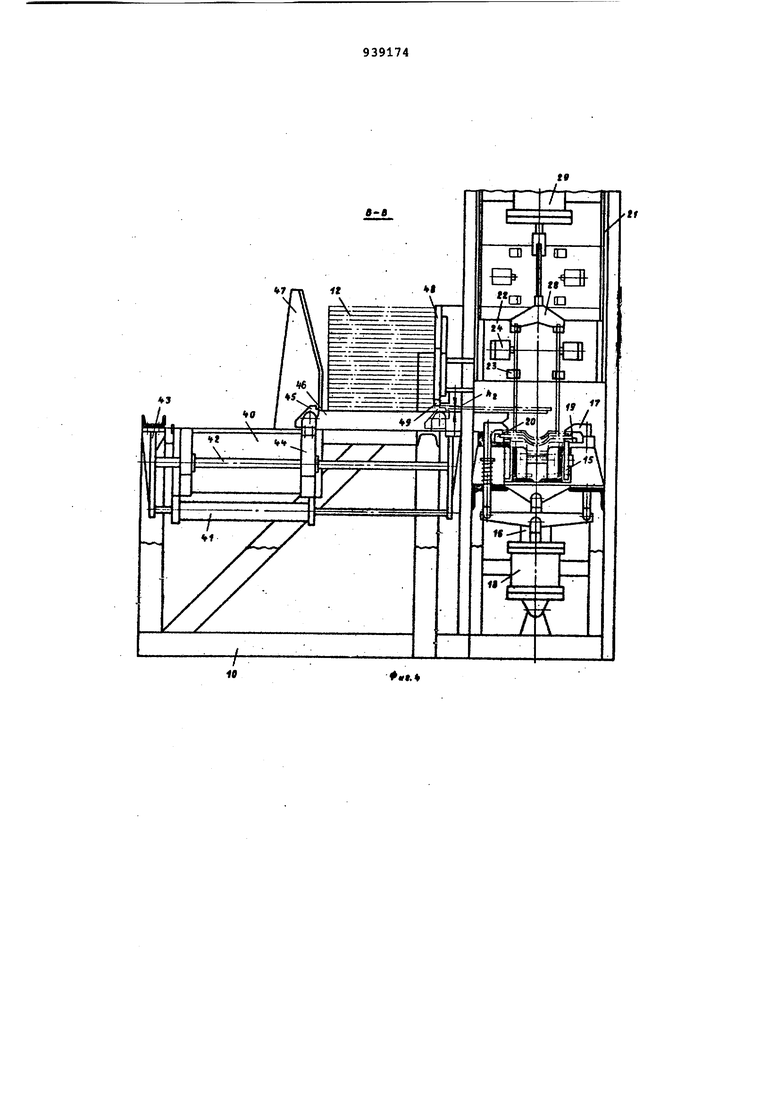
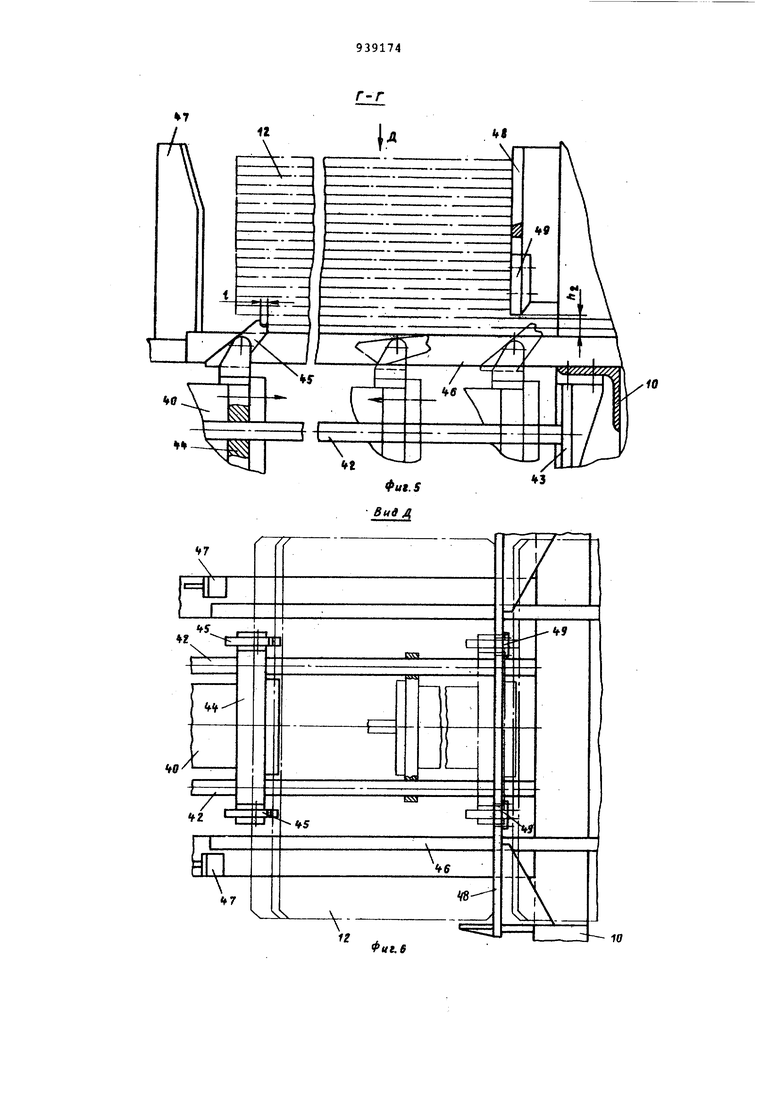
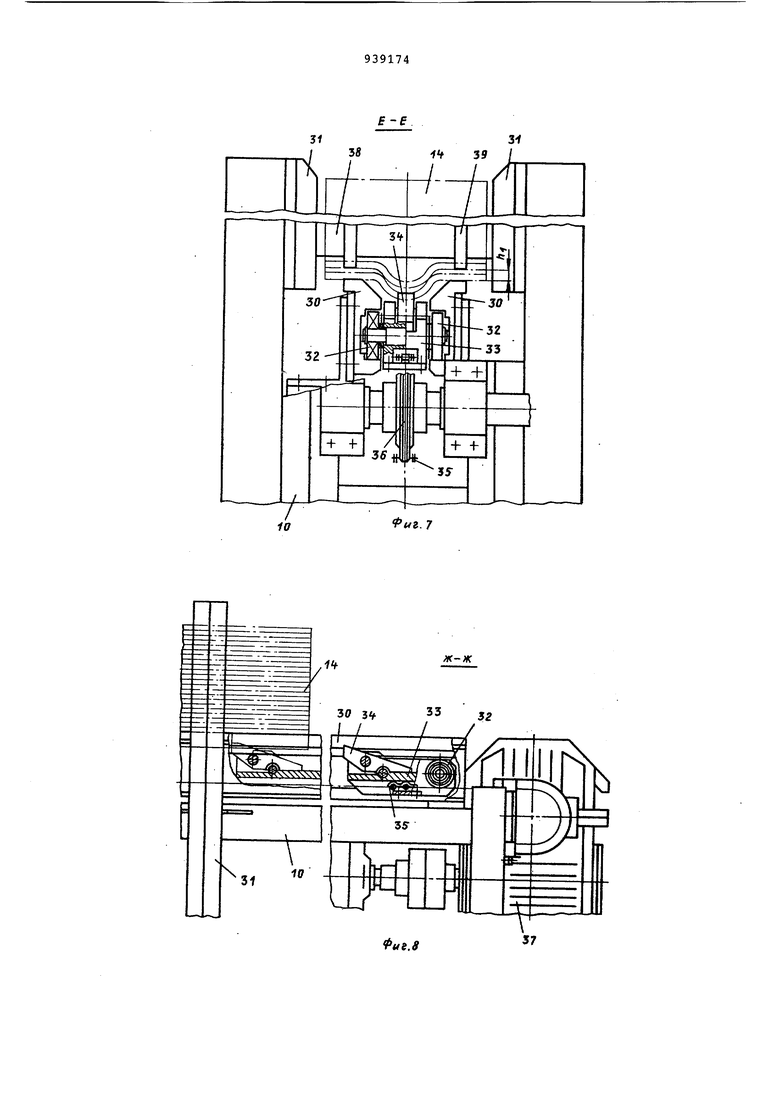
Изобретение относится к сварке, а именно к конструкции поточной линии для сборки и сварки металлоконструкций, преимущественно балок из горизонтад:ьной полки и двух вертикал ных стеиок, каждая из которых состоит из двух установленных с разрывом пластин, и может быть использовано при изготовлении балок железнодорожных вагонов. Известна линия сборки и сварки балок, содержащая смонтированные на основании шаговый транспортер, приводная штанга которого расположена между направляющими для изделий, а также закрепленные на рабочих местах позиционеры с наклоняемыми площадками и укрепленными на них ложементами для изделий. Ложементы смонтированы на одном уровне с направляющими шаго вого транспортера, при этом ось накл на каждой площадки позиционера распо ложена на одной из направляющих шагового транспортера параллельно его штанге 1. Известна линия, содержащая смонтированные на основании тянущие и поджимные ролики, сварочную головку и кантователь для кантовки изделия, выполненный в виде установленной на основании опоры, на которой с возможностью поворота относительно оси, параллельной продольной оси поточной линии, смонтирована обойма с зажимами для закрепления изделия. Линия оснащена дополнительным кантоЬателем,. выполненным аналогично основному и установленным соосно с ним, причем опоры основного и дополнительного кантователей смонтированы с возможностью перемещения в направлении : вдоль продольной оси цоточной линии,. при этом обойма дополнительного кантователя снаб) скобой для упора в нее торца изделия 2. Известна линия, содержащая размещенное в линию технологическое оборудование для сборки, сварки и обработки изделий, расположенный парал-. лельно линии транспортер, а также размещенное возле каждой единицы оборудования устройство для перегрузки изделия с транспортера на линию оборудования в направлении, перпендикулярном направлению прюдольной оси транспортера. Устройство для перегрузки изделий выполнено в виде двух расположенных друг напротив друга самоходных тележек, на каждой из которых смонтирован подъемный в вертикалькой плоскости корпус, несущий шпиндель,; подвижный в осевом направлении, с расположенным на конце его захватом изделия, при этом ось враще ния щпинделя параллельна продольной ; оси транспортера ГЗ. Общими недостатками данных линий являются низкая механизация подачи заготовок на сборку балок, невозможность обеспечения высокой точности и сборки, сложность и громоздкость, что затрудняет доступ рабочего к изделию . Известна также поточная линия для сборки и сварки металлоконструкций, преимущественно балок из горизонталь ной полки и двух вертикальных стенок каждая из которых состоит из двух установленных с пластин, содержащая смонтированные на основании , расположенные в линию и соединенные между собой рольгангами стенд сборки балок под сварку, стенд автоматической сварки балок со сварочной головкой, стенд доварки балок, а также снабженные отсекателями пиI татели заготовок шахтного типа И пер гружатели заготовок из питателей в стенд сборки балок под сварку, каждни из которых выполнен в виде подвижной каретки с храповыми собачкамиНедостатком известной поточной линии является то, что она малопроиз водительна, так как велико межоперационное время. Цель изобретения - повышение производительности путем сокращения меж операционного времени. Указанная цель достигается тем, что в поточной линии для сборки и сварки металлоконструкций, преимущественно балок из горизонтальной полки и двух вертикальных стенок, каждая из которих состоит из двух ус тановленных с разрывом пластин, содержащей смонтированные на основании расположенные в линию и соединенные между собой рольгангами стенд сборки балок под сварку, стенд автоматической сварки балок со сварочной головкой, стенд доварки балок, а также снабженные отсекателями питатели заготовок шахтного типа и перегружател заготовок их питателей в стенд сборк балок под сварку, каждый из которых выполнен в виде подвижной каретки с храповыми собачками, питатель горизонтальной полки установлен перед стендом сборки балок под сварку соосно ему, а питатели пластин располо жены сбоку от стенда сборки балок под сварку на расстоянии между собой равном разрыву между пластинами в ба ке, при этом храповые собачки каждого питателя пластин выполнены с двумя упорными поверхностями, смещенным одна относительно другой по ходу поДачи пластин в «ленд сборки балок под сварку. На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 2;на фиг. 6 - вид Д на фиг.5; на фиг. 7 - сечение Е-Е на фиг. 1; на фиг. 8 - сечениеЖ-Ж на фиг. 2;на фиг. 9 - сечение И-И на фиг. 1. Поточная линия для сборки и сварки балок состоит из соосно расположенных стендов 1 сборки под сварку, промежуточного рольганга 2, перпендикулярно которому установлен монорельс 3 с электротальфером 4 и накопителем 5 для передачи собранных балок с промежуточного рольганга 2 на накопитель 5 и обратно; стенда 6 автоматической сварки со сварочной головкой 7, стенда 8 доварки и накопителя 9 готовых балок. Стенд 1 сборки состоит из основания 10, в котором встроены два питателя 11 для пачки вертикальных пластин 12 и один торцовый питатель 13 для пачки горизонтальных полок 14, а также вдоль продольной оси стенда встроен утопающий приводной рольганг 15 с пневмоцилиндрами 16. На основании 10 подвижно установлены зажимы 17 с пневмоцилиндрами 18, жесткие ynopj 19 и упоры 20. В вертикальных . направляющих 21, установленных посредине стенда, подвижно смонтирована траверса 22, на которой закреплены упора 23 и пневмоприжимы 24, а на основании имеются подвижные пневматические фиксаторы 25 с пневмоцилиндрами 26 для установки вертикальных , пластин.Подача траверсы 22 производится при помощи пневмоцилиндра 27.На Основании 10 (фиг. 3 и 4) имеются подвижные прижимы 28 с пневмоцилиндрами 29 для прижатия вертикальных пластин к горизонтальной полке. Торцовый питатель 13 состоит из направляющих 30, закрепленных на основании 10, на которые ложится пачка горизонтальных полок 14. С двух сторюн попарно относительно продольной оси питателя 13 имеются ограничительные стойки 31, в пазах направляющих 30 на роликах 32 движется тележка 33, на которой шарнирно закреплена храповая собачка 34. Собачка 34 выполнена в виде качающегося несимметрично двуплечего рычага, передняя часть которого является упором, а скошенный хвостовик - опорой. Собачка устанавливается на тележке 33 таким образом, что находится в рабочем положении, т.е. упорная часть собачки находится на уровне немн.ого ниже верхней кромки выталкиваемой полки. Тележка 33 крепится к бесконечной цепи 35, которая приводится в
движение приводной звездочкой 36 отт привода 37. Со стороны выдачи горизонтальной полки устанавливается упорная стенка 38 с отсекателями 39, регулирующими зазор h.
.Питатель 11 содержит пневмоцилиндр 40 с демпфером 41, корпус которого подвижно установлен в направляющих 42, крепящихся к основанию 10 кронштейнами 43. На корпусе жестко закреплена траверса 44, на концах которой шарнирно закреплены храповые собачки 45, выполненные с двумя упорными поверхностями, смещенными друг относительно друга по ходу подачи пластин в стенд сборки балок под сварку и позволяющие выталкивать две вертикальных пластины 12 из пачки со смещением 6 относительно друг друга. . Храповые собачки 45 такжевыполнены в виде качающихся несимметричных двуплечих рычагов. Величина смещения такова, что позволяет монтажнику брать пластины по одной.
На основании 10 установлены направляющие 46, на которые ложится пачка вертикальных пластин 12. С одной стороны пачки пластин 12 устанавливаются два ограничителя 47, а с другой стороны установлена упорная стен-; ка 4Ь с отсекателями 49, регулирующие зазор h|j.
Промежуточный рольганг 2 состоит из основания 50, на котором установлены приводные ролики 51 и привод рольганга 52. Накопитель 5 выполнен в виде рамы 53, на которой установлены приемные опоры 54.
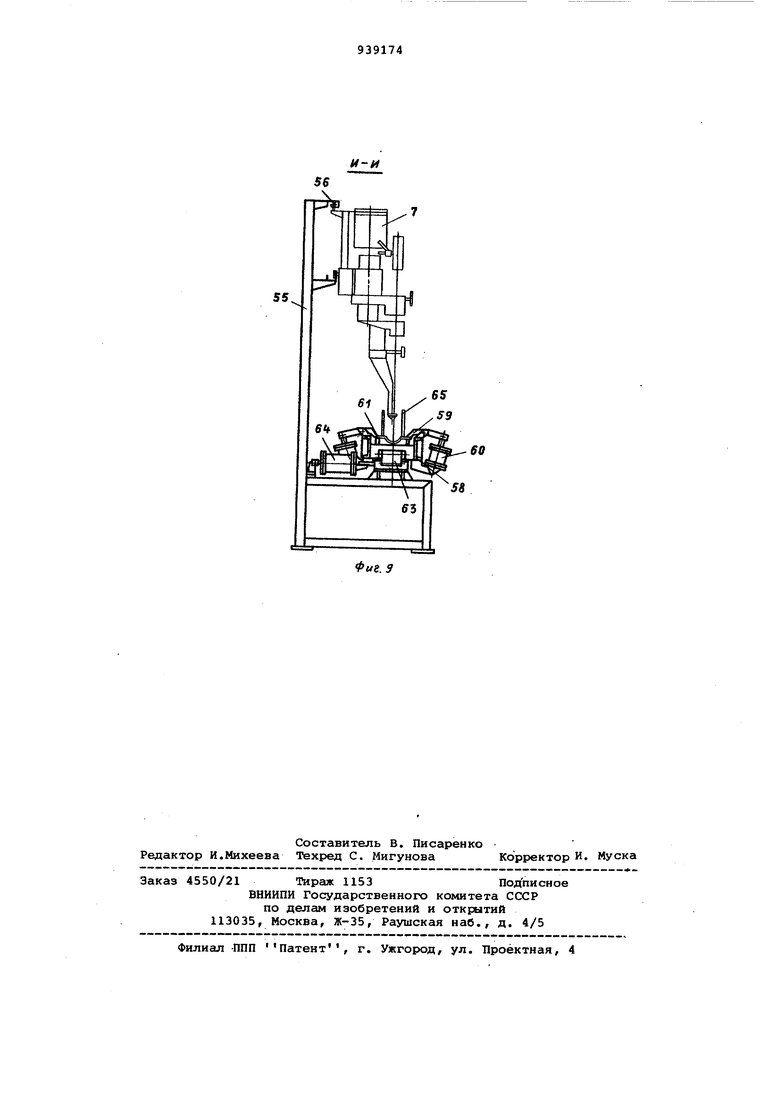
Стенд 6 автоматической сварки балок состоит из основания 55, выполненного в виде фермы. На основании 55 вверху укреплены направляющие 56 для сварочной головки 7, а внизу подвижно смонтирована в поворютных опорах 57 рама 58. На раме 58 подвижно смонтированы зажимы 59 с пневмоцилиндрами 60, а также приводной рольганг 61 с приводом 62. На одной из опор 57 на основании 55 установлен механизм 63 поворота, состоящий Из зубчатого сектора и рейки. Приводом является пневмоцилиндр 64 двойного действия, (ПОЗВОЛЯЮЩИЙ устанавливать балку 65 в трех положениях: в горизонтальном положении - для транспортирЬвки и установки балки 65/ а под одну и другую стороны - для автоматической сварки. Этим достигаются хорошие
форяиирование шва и качество сварки. I
Стенд 8 доварки выполнен в виде приводного кантователя,состоящего из двустоечного основания 66 и поворотной рамы 67,установленной в опорах 6 На .одной из стоек основания 66 установлен привод 69 поворота. На поворотной раме установлен приводной рюльганг 70 с приводом 71, пневмоприжимы 72 и два сбрасывателя 73 с пневмоцилиндрами 74.
Накопитель 9 готовых балок 65 выполнен в виде склиза с откидными направляющими 75, дающими свободный доступ к стенду 8 доварки.
Поточная линия сборки и сварки балок коробчатого сечения работает следующим образом.
В торцовый питатель 13 краном загружается пачка горизонтальных полок .14, и в два питателя 11 загружаются пачки вертикальных пластин 12. Из торцового питателя 13 нижний лист храповой собачкой 34 и приводным рольгангом 15 возвращается в исходное положение. Затем рольганг 15 опускается пнeвмoцилиндpa ш 16, горизонтальная полка ложится на опоры 19 и фиксируется упорами 20. При помощи зажимов 17 с пневмоцилиндрами 18 (фиг. 3 и 4) горизонтальная полка фиксируется в стенде.
Подача вертикальных пластин на сборку осуществляется пневмоцилиндром 40 через траверсу 44 с храповыИ ми собачками 45 по направляющим 46. При этом выталкивается из пачки пластин 12 две нижних пластины со смещением 2 относительно друг друга. При возвратном движении шарнирнозакрепленные собачки 45, наклонной стороной упираясь в пачку пластин 12 поворачиваются и в конечной точке пути занимают исходное положение.
Траверса 22 пневмоцилиндром 27 устанавливается в нижнее положение, которое является монтажным. Из гориг зонтального положения пластины устанавливаются вертикально в упорах 23 и фиксируются пневмоприжимами 24 и фиксаторами 25 в поперечном направлении , а подвижными прижимами 28 с цилиндрами 29 - в вертикальном положении .
Аналогичную подачу и установку вертикальных пластин производят из второго питателя 11.
Затем монтажник производит прихватку электросваркой собранной балки 65. После прихватки собранную балку 65 освобождают от зажимов и фиксаторов. С опор 19 балка 65 поднимается рольгангом 15, включается вращение роликов и балка передается через промежуточный рольганг 2 на автоматическую сварку. Если стенд 6 автоматической сварки балок занят, то балка 65 с помощью монорельса 3 электротальфером 4 подается в накопитель 5.
В стенде 6 автоматической сварки балка фиксируется на рольганге 61 зажимами 59 с пневмоцилиндрами 60. Затем балка 65 при помощи механизма 63 поворота и пневмоцилиндра 64 двойного действия поворачивается на угол 45 в одну сторону. Производят сварку первых двух вертикальных пластин к го1 1эонтальной полке, а затем пово рачивают балку 65 на угол 45 в другую сторону и также производят сварку. После этого балку 65 устанавлива ют в горизонтальное положение, осво(бождают от зажимов 59 и транспортируют на доварку. В стенде 8 доварки балка подверга ется окончательному монтажу и доварк Механизм поворота стенда позволяет произвести сварку в удобном положении. Для транспортировки балки 65 в накопитель 9 готовых изделий на нем имеются откидные направляющие 75, а на стенде 8 доварки - сбрасыватели 73 с пневмоцилиндрами 74. По направляющим 75 балка 65 под собственным весом соскальзывает в накопи таль 9. Наличие в поточной линии стенда сборки, позволяющего механизировать подачу комплектующих деталей на сборку, приводных рольгангов, позволяющих механизировать передачу собранной балки из стенда в стенд, ПЕЙменение 3-позиционного привода поворота на стенде автоматической сварки обеспечивает высокую точность сборки, высокую механизацию производства и увеличение производительности линии за счет сокращения межоперационного времени. Формула изобретения Поточная линия для сборки и сварки металлоконструкций, преимуществен но балок из горизонтальной полки и двух вертикальных стенок, каждая из которых состоит из двух установленных с разрывом пластин, содержащая смонтированные на основании, расположенные в линию и соединенные между собой рольгангами стенд сборки балок под сварку, стенд автоматической сварки балок со сварочной головкой, стенд доварки балок, а также снабженные отсекателями питатели заготовок шахтного типа и перегружатели заготовок из питателей в стенд сборки балок под сварку, каждый из которых выполнен в виде подвижной каретки с храповыми собачками, отличающаяся тем, что, с целью повышения производительности путем уменьшения межоперационного времени, питатель горизонтальной полки установлен перед стендом сборки балок под сварку соосно ему, а. питатели пластин расположены сбоку от стенда сборки балок под сварку на расстоянии между собой, равном разрыву между пластинами в бгшке, при этом храповые собачки каждого питателя пластин выполнены с двумя упорными поверхностями, смещенными одна относительно другой по ходу подачи пластин в стенд сборки балок под сварку. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 521103, кл. В 23 К 37/04, 1973. 2.Авторское свидетельство СССР 524653, кл. В 23 К 37/04, 1974. 3.Авторское свидетельство СССР № 522932, кл. В 23 К 37/04, 1972. 4.Авторское свидетельство СССР . № 656786, кл. В 23 К 37/04, 1976 (прототип).
rises
LJ
3ii
7
Л
EJ
у.
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Линия сборки и сварки балок в составе двух боковых и среднего продольных профилей | 1976 |
|
SU695790A1 |
| "Устройство для сборки под сварку и сварки балок из двух продольных элементов,между которыми расположены с определенным шагом соедини2 тельные планки4 | 1976 |
|
SU649532A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Поточная линия | 1972 |
|
SU442906A1 |
| Поточная линия для изготовления балок из уголкового профиля с деталями насыщения | 1981 |
|
SU988509A1 |
| Поточная механизированная линия для сборки и сварки балок их двух продольных элементов с деталями насыщения | 1980 |
|
SU897452A1 |
| Поточная линия для сборки под сварку и сварки продольных швов балок коробчатого сечения | 1983 |
|
SU1165547A1 |
| Стенд для сборки и сварки стенок кузовов транспортных средств | 1980 |
|
SU919846A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1977 |
|
SU685467A1 |
Т
«7
W10
Фн1.6
ж-ж
Фиг.8
