Известны способы ремонта пробоин в корпусе судна из стеклопластика путем заформовки слоями стеклоткани, пропитаииой связующим.
Целью изобретения является улучшение внешнего вида отре1монтированиых поверхностей, экономия материалов и сокраш,ение трудоемкости работ. Для этого по предлагаемому способу пробоину окоптуровывают вырезом ступенчатой формы, доводя ступеньки до середины толщины обп1ивки, закрывают вырез жесткой заделкой, покрытой разделительным слоем, и заформовывают пробоину стеклотканью, пронитанной Связующим таким образом, что каждый последующий слой или группа слоев перекрывает предыдущую па ширину ступенек, вытюлпеииых по контуру пробоины, а после восстановления иолутолщины обшивки укладывают выравиивающий слой, перекрывая место ремонта па 100-150 мм, вслед зачем проводят термообработку сформованного стеклопластика, сии мают заделку, выполняют ступеньки со второй стороны обпшеки, причем лоследпюю ступень в середине обшивЕси оставляют высотой в один слой и заформовывают пробоину также, как с противоположной стороны.
Описываемый способ вынолпяется в следующей последовательности.
Поврежденный участок обп1ивки / окоитуровывают вырезом 2 ступенчатой формы. Стуненькн выполняют с одной стороны обшивки до середины ее толши:ны. Высота первой ступеиьки - один слой стеклоткани, второй - два слоя, третьей и всех последующих - ио три слоя.
Затем устаиавливают с противоположиой стороны жесткую заделку 3, покрытую разделительным слоем, и приступают к устранению новреждения. Для этого последовательно укладывают заполняющие слои стеклоткани 4,
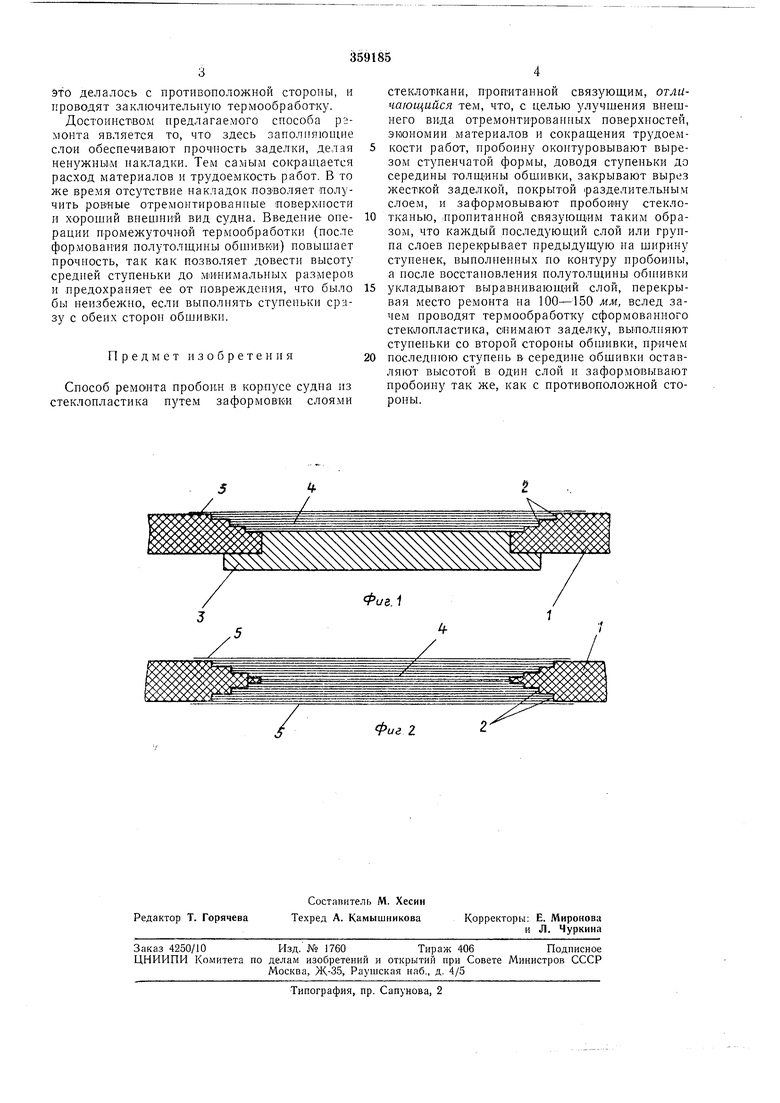
иропитапные связующим. При этом каждый последующий слой ИЛИ группу слоев перекрывают предыдущие слои на пгирину ступенек, вынолненных но контуру пробоины. Формование идет до восстановления полутолищпы обшивки. Последний (выравнивающий) слой 5 перекрывает место ремонта на мм. После этого нроводят термообработку места ремонта, ускоряя иолимернзацию и обеспечивая иеобходимую нрочность и жесткость занолняюЩИХ слоев.
После термообработки снимают заделку 3 и выполняют ступеньки со второй стороны обшивки до середины ее толщины, оставляя последнюю ступеньку (в середине толаип-ты обЭто делалось с противоположной стороны, и проводят заключительную термообработку.
Достоинством нредлагаемого способа рамонта является то, что здесь заполняющие слоИ обеспечивают прочность заделки, делая ненужными накладки. Тем самым сокран1ается расход материалов и трудоемкость работ. В то же время отсутствие накладок поз-воляет получить ровиые отремонтированные поверхности и хороший внешинй вид судна. Введе.ние операции промежуточной термообработки (после формования полутолщины обшивьж) повышает прочность, так как позволяет довести высоту средней ступеньки до М(инимальных размеров и предохраняет ее от повреждения, что было бы неизбежно, если вынолнять стуненьки cpiiзу с обеих сторон обшив1ки.
Предмет изобретения
Способ ремонта пробоин в корпусе судна из стеклопластика путем заформовки слоями
стеклоткани, пропитанной связующим, отличающийся тем, что, с целью улучшения внешнего вида отремонтированных поверхностей, ЭК10НОМИИ материалов и сокращения трудоемкости работ, пробоину оконтуровывают вырезом ступенчатой формы, доводя ступеньки до середины толщины обшивки, закрывают вырез жесткой заделкой, покрытой разделительным слоем, и заформовывают пробоину стеклотканью, |Нропитанной связующ им таким образом, что каждый последующий слой или группа слоев перекрывает предыдущую на ширину ступенек, вынолнеппЕлх по контуру нробоииы, а после восстановления полутолп 1ины обншвки
укладывают выравнивающий слой, перекрывая место ремонта на 100-150 Л1М, вслед зачем проводят термообработку сформовяниого стеклопласти а, снимают заделку, выполняют стунепьки со второй стороны обшивки, нричем
последнюю ступень в середине обшивки оставляют высотой в один слой и заформоБЫвают пробоину так же, как с противоположной стороны.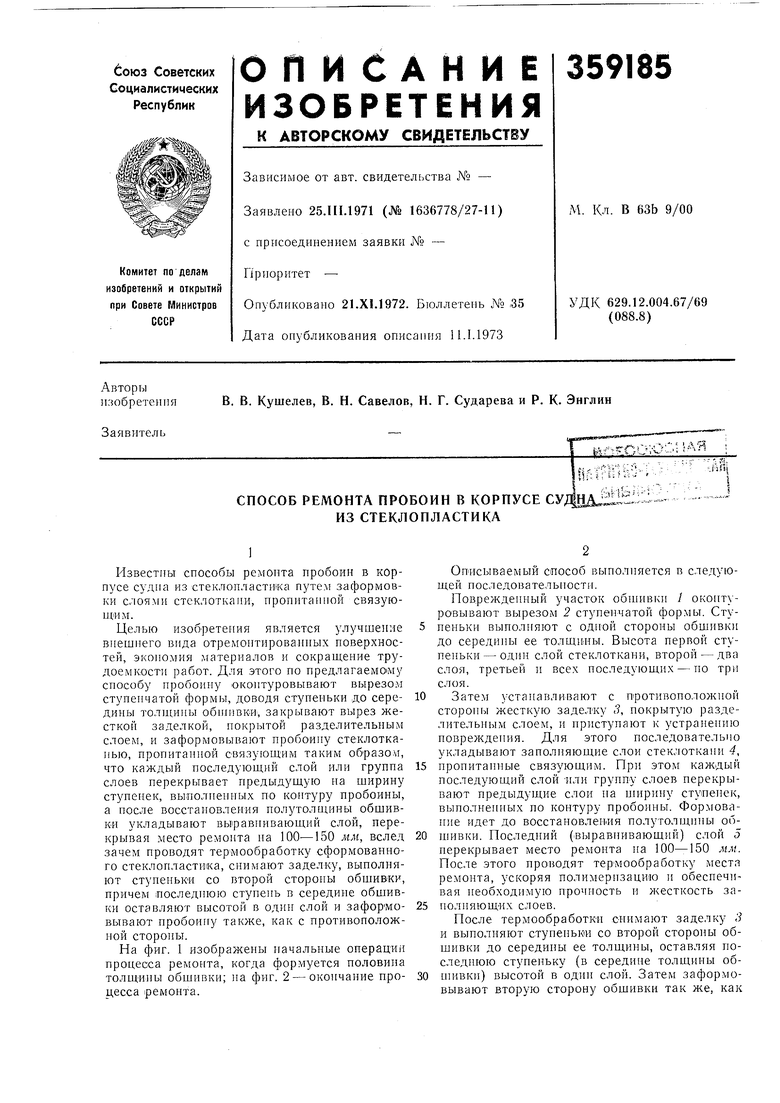
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта корпуса судна из стеклопластика | 1972 |
|
SU486941A1 |
| Способ ремонта пробоины в корпусе судна из стеклопластика | 1973 |
|
SU533516A1 |
| Устройство для заделки пробоин корпуса судна из стеклопластика на плаву | 1972 |
|
SU449852A1 |
| СПОСОБ РЕМОНТА ПОДВОДНОЙ ЧАСТИ КОРПУСА СУДНА ИЗ СТЕКЛОПЛАСТИКА | 1973 |
|
SU362730A1 |
| ЦЕЛЬНОФОРМОВАННЫЙ КОРПУС МЕЛКОГО СУДНА ИЗ СТЕКЛОПЛАСТИКА | 1969 |
|
SU232780A1 |
| Устройство для заделки пробоин в корпусе судна | 1980 |
|
SU867778A1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 1999 |
|
RU2156397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| Способ определения зоны повреждения обшивки воздушного судна | 2022 |
|
RU2794392C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2008 |
|
RU2381409C1 |
