Известен способ формования изделий из полиэфирных стеклопластиков, который заключается в использоБании жидких полиэфирных смол с добавкой отверждающих компонентов - инициаторов и ускорителей. Полученным связующим, обладающим свойством самоотперждаться в течение более нлн менее корот -;ого времени, нронитывают находящийся на форме стеклонаполнитель или же наносят его совместно с рубленым стекловолокном, после чего изделие отверждается. Недостатком известного способа формования изделий является ограниченная жизнеспособность связующего, представляющего смесь полиэфирной смолы с инициатором и ускори-, телем. Это требует приготовления связующего в небольших количествах для нредотвращения возможности преждевременной (аварийной) юлнмеризации его до того, как оно будет использовапо для формования изделия. Кроме того, отмечается взрывоонасность процессов н)и смешении инициаторов и ускорителей в полиэфирной смоле.
Предотвращение преждевремеиного отверждения связуюнтего по предлагаемому способу достигяется локализацией одного из отверждающих компонентов на поверхности армируюн1;его волокна, благодаря чему отпадает необходимость вносить в смолу оба отверждающих компонента, приготовлением связующего
на основе ненасыщенной полиэфирной смолы с добавкой только одного отверждаюн1его компонента, т. е. ускорителя .в случае локализации па новерхности волокна инициатора, или, наоборот, инициатор в случае локализан, ускорители, нрогнггкой стеклонаполните. н форл1огк1ннем 13де. обычным норядком.
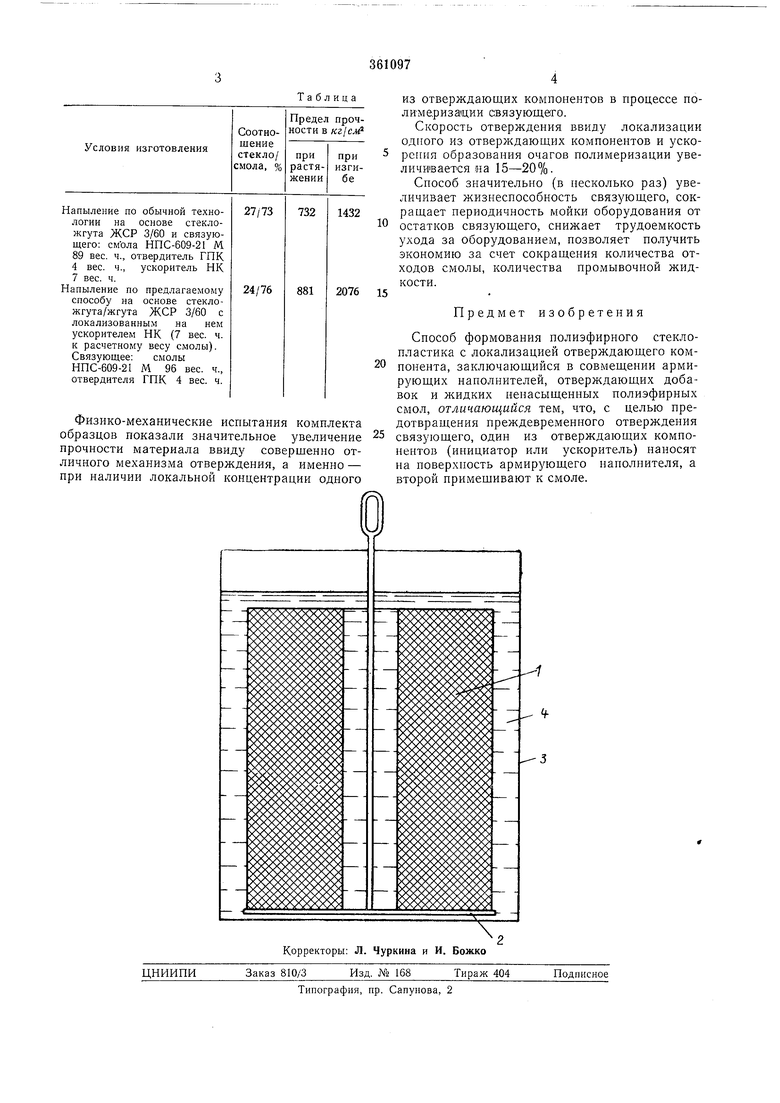
Способ поясняется чертежом.
В качестве армирующего материала применяют стекложгут ), находящийся па подставке 2, погружепной в ванну 5 с композицией 4 - смесг.ю отверждаюн1,его компонента с легконснаряюн,1имся растворителем. После пропитки стекложгута помен;ают в термокамеру, где высущивают. В результате отверждающий комнонепт локализуется на поверхностн стекловолокна и прп пропитке связуюнщм, содержащим второй комиопепт, образует очаги полимеризации.
Изготовление изделия и образцов для физико-механических испытаннй нроизводилось на обычном нанылительном оборудованни для нзготовлення стеклонллстпковых изделий но обычной технологии и параметрам формования. Параллельно ф(5рмовался образец по старой технологии.
В таблнце нрнведены фшнко-механические свойства стеклопластиков, отформованных по предлагаемому н но обычному способам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЯЗУЮЩЕЕ НА ОСНОВЕ ЭПОКСИВИНИЛЭФИРНОЙ СМОЛЫ И ОГНЕСТОЙКИЙ ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ЕГО ОСНОВЕ | 2013 |
|
RU2549877C1 |
| Способ изготовления профильных изделий | 1980 |
|
SU876479A1 |
| СЛОИСТЫЙ СТЕКЛОПЛАСТИК | 1990 |
|
RU2015926C1 |
| ПУЛТРУЗИОННЫЙ ПРОФИЛЬНЫЙ СТЕКЛОПЛАСТИК | 2015 |
|
RU2602161C1 |
| ЭПОКСИВИНИЛЭФИРНАЯ СМОЛА И ОГНЕСТОЙКИЙ ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ЕЕ ОСНОВЕ | 2013 |
|
RU2573003C2 |
| СВЯЗУЮЩЕЕ ДЛЯ СТЕКЛОПЛАСТИКА И ПУЛТРУЗИОННЫЙ ПРОФИЛЬ ИЗ СТЕКЛОПЛАСТИКА | 2012 |
|
RU2502602C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2004 |
|
RU2255097C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНЫХ ВЕНЦОВ ТУРБОМАШИН И НАСОСОВ | 1967 |
|
SU190012A1 |
| ТРУДНОГОРЮЧИЙ НИЗКОТОКСИЧНЫЙ СТЕКЛОПЛАСТИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2286881C1 |
| СОСТАВ СВЯЗУЮЩЕГО ДЛЯ ПРОПИТКИ ВОЛОКНИСТОГО НАПОЛНИТЕЛЯ, ПРЕПРЕГ НА ЕГО ОСНОВЕ, СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОСТОЙКИХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПРЕПРЕГА И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОСТОЙКИХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ВОЛОКНИСТОГО НАПОЛНИТЕЛЯ | 2006 |
|
RU2304591C1 |
