1
Иавестен апособ еолучания из непрерывно литых слябов кинящей детали заготовки для ирокат1К«, включающий одностадийную деформацию сляба три температуре его сардцеви«ы, равной те мпературе .перехода металла из жидкой фазы в т-вердую.
Предложенный способ отличается от известного тем, что одностадийную деформацию сляба, равную 10-20%, осуществляют нри равномерно распределенной по его поперечному сечению температуре, равной 900- 1200°С.
ЭтО поз воляет повысить теплопроводность от наружных поверхностей сляба к его сердцевине при последующем нагреве перед прокатг ой.
При нагреве холодных непрерывно литых слябов кипящей стали перед прокаткой в печах с обогревом возникают значительные трудности нз-за наличия ;в слябах газовых пузырьков, характерных для кипящей стали, так как они препятствуют теплопередаче от наружных поверхностей сляба к его сердцевине. Вследствие этого наружные поверхности сляба перегреваются, происходит повышенное окалинообразование при недостаточном прогреве сердцевины.
Значительное окалинообразование и перегрев поверхности могут привести к взаимодействию пузырьков с окружающей атмосферой, оказывающей окислительное -воздействие, что полностью црепятствует или осложняет сваривание -полостей газовых пузырьков во время нрокатки. Поэтому листы, полученные из таких слябов, забраковываются.
Для устранения этих трудностей было предложено проводить нагрев до температуры нрокатки .в электрических индукционных печах, а не в нечах с обогревом газом или маслом. Нагрев в индукционных печах обусловливает более равномерное раснределение тепла по сечению слябов, так как изолирующее воздействие газовых пузырьков при таком нагреве не является препятствием, кроме того, при это;м получаются поверхности более высокого качества.
Однако нроизводство и экснлуатация индукционных печей чрезвычайно дороги. Б связи с этим повсеместное применение их является нерентабельным.
Согласно описываемому способу ненрерывно литой сляб после полного затвердевания перед разделением на мерные длины подвергается одностадийной деформации при равномерно распределенной по его поперечному сечению температуре, равной 900-1200°С, преимущественно 1000-1100°С. Выравнивание температуры по сечению сляба перед деформацией осуществляется на установках непрерывной разливки за зоной вторичного охлаждения, при прохождении слябом иеохлаждаемой или нагреваемой уравнительиой зоны.
Величина одностадийпого обжатия определяется из расчета уплотнения литой ст1руктуры сляба ири заполнении полостей газо1вых пузырьков и составляет 10-20%..
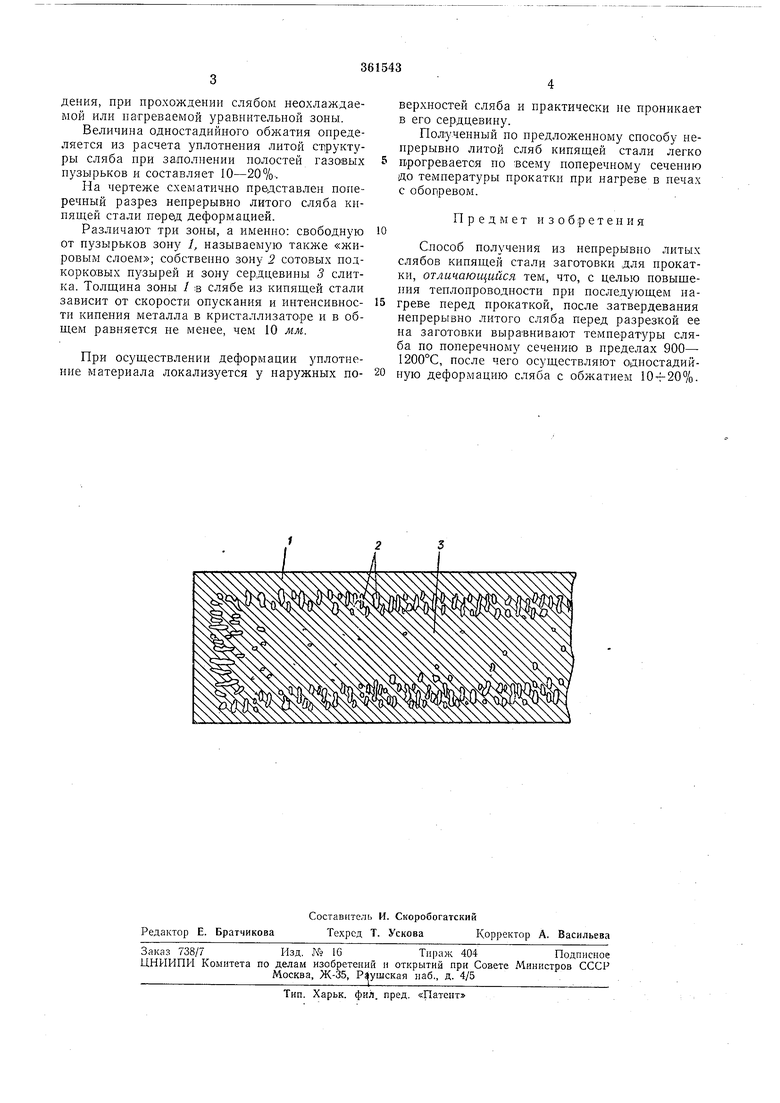
На чертеже схематично представлен поперечиый разрез непрерывно литого сляба кннящей стали перед деформацией.
Различают три зоны, а именно: свободную от пузырьков зону /, называемую также «жировым слоем ; собствеиио зону 2 сотовых подкорковых пузырей и зону сердцевииы 3 слитка. Толщина зоны / в слябе из кипящей стали зависит от скорости опускания и интенсивности кипения металла в кристаллизаторе и в общем равняется не менее, чем 10 мм.
При осуществлении деформации унлотнение материала локализуется у наружных поверхностей сляба и практически не проникает в его сердцевину.
Полученный по предложенному способу непрерывно литой сляб кипящей стали легко прогревается по всему поперечному сечению до температуры прокатки при иагреве в печах с обопревом.
Предмет изобретения
Способ получения из непрерывно литых слябов кипящей стали заготовки для прокатки, отличающийся тем, что, с целью повыщеиия теплопроводности при последующем нагреве перед прокаткой, после затвердевания непрерывно литого сляба перед разрезкой ее на заготовки выравнивают температуры сляба по поперечному сечению в пределах 900- 1200°С, после чего осуществляют одностадийиую деформацию сляба с обжатием lO-f-20%.