1
Изобретение относится к металлуртии, а именно к непрерывной разливке металлов.
Известна установка для ненрерывной разливки металла, содержащая кристаллизатор, устройство для вторичного охлаждения и направления слитка, выполненное из вертикального участка, нримыкающего к кристаллизатору, и дугообразного участка, имеющего возможность горизо)1тальиого перемещения, и устройство для вытягивания и изгиба слитка.
Предлагаемая установка отличается тем, что верхний участок устройства для вторичного охлаждения и направления слитка выполнен с возможностью вертикального перемещения. Это улучщает качество слябов щириной от 1000 до 2000 мм.
На чертеже изображена предлагаемая установка.
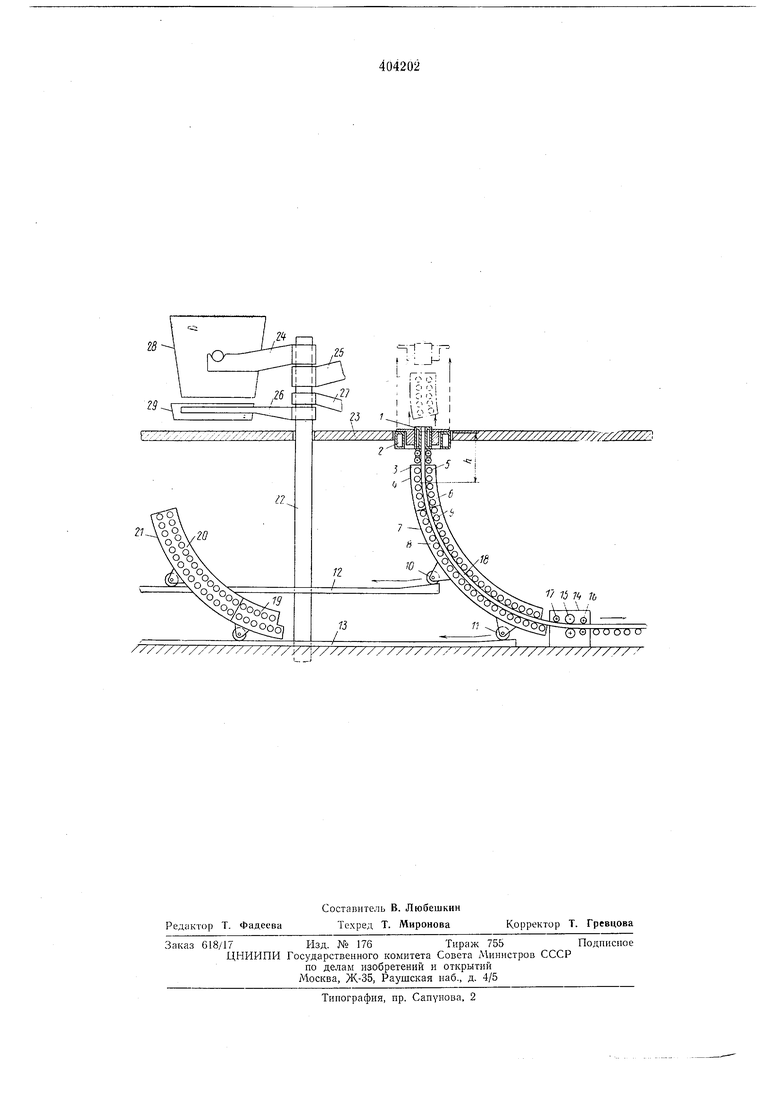
Водоохлаждаемый прямо кристаллизатор 1 расположен па стапипе 2. Между станиной и кристаллизатором имеется несколько быстроразъемных соединений для охлаждающей воды и для крепления их на станине (на чертеже не показаны). Станина связана с приводом кристаллизатора, благодаря которому осуществляются возвратно-посту нательные вертикальные перемещения станины и кристаллизатора. На кристаллизаторе укренлены две роликовые пары, которые колеблются вместе с кристаллизатором. В нижней части
кристаллизатора находится прямая вертикальная часть направляющей 3, которая состоит из несущего каркаса 4 с укрепленными роликами 5. В нижней части, в области последней пары роликов 5, предусмотрена переходная зона или зона изгиба 6, где вертикально расположенный слиток легко изгибается и переводится в дугообразную направляющую 7. Высота h от уровня металла в кристаллизаторе до нижнего конца вертикальной нанравляющей составляет 1-4 м.
Это препятствует проникновению излучения раснлавленного металла, что портит цоверхпость слитка, г. е. в нем образуются неравномерные зоны кристаллизации.
При конструировании зоны изгиба 6 следует обратить внимание на то, чтобы ни на одном из участков частично уже кристаллизованного слитка не возникло недопустимого растяжеПИЯ в какой-нибудь фазе изгиба. Растяженне в завнсн.мости от качества стали должно составлять 0,2-0,7% в период перехода металла из жидкого состояния в кристаллическое. В этот период температура равна примерно
1400°С. С последующим удале |ием от зоны кристаллизации или с падепием температуры допустимое растяжение значительно увеличивается. Поэтому в этой зоне изгиб происходит ступенчато и так медленно, чтобы в слитке
не могли возникнуть какие-либо трещины.
3
Прямая часП) папрапляющей 3 с aoiioii изгиба 6 выполнена как отдельный ко1 структивный элемент, который можно вытаскивать наверх после подъе Ма кристаллизатора.
Дугообразная часть направляющей 7 также выиолнеиа в виде отдельного элемента. Она состоит нз дугообразного несущего каркаса 8 с роликами 9, которые имеют различ)1ый диаметр, и с иодвижными роликами 10 и 11 для перемещения общего узла в горизонтальном иаправлении но рельсам 12 и 13. Зона вторичного охлаждеиия )1ачииается от кристаллизатора и заканчивается в коице направляющей 7. Она содержит трубопроводы и форсуики для охлаждающей воды.
К зоне отвода слитка примыкает приспособление для вытягивания слитка, выполненное как комбинированная тянущая, правящая и вальпующая клеть. 14. Она имеет вальиы 15, правящие ролики 16 и направляющие ролики 17. Вальцы 15 являются нажимными валками, которые могут оказывать давление, достаточное для того, чтобы сжать слиток до 30%. В данном случае могут быть иажимными валка.ми также правящие ролики 16.
Слиток 18 вы.ходит из зоны вторичного охлаждения, т. е. из дугообразной направляющей 7, с неравномерной по сечению температурой. С неравномерным распределением температуры но сечеиию oir может быть введен в комбинированную тянущую, пра11яп1ую н вальцующую клеть п сдеформироваи на 7- 20%, причем деформации иодвергается главным образом сердцевина слитка. Сердцевииа слитка иаходится в области температур, значительио превышающих 900°С (преимущественно 1200-1300°С). Темиература краев слитка или его поверхность составляет от 800 до 1000°С. Если такой слиток сдеформировать, то сердцевина подвергается гораздо большей деформации, чем край. Если же слиток 18 сдефор.мировать в комбинироваииой тяпущей, правящей и вальцующей клетп, то произойдет уплотпение сердцевины слитка с улучшением качества, которое становится особенно отчетливым при последующей прокатке во вторичных прокатных стаиах для толстолистовой стали. В процессе вторичпой прокатки деформируется преимущественно периферия слитка.
После дефор.мации валками 15 деформированный слиток направляется роликами 16 параллельно полу. Можно также слиток пропустить через клеть 14 без деформации, если валки 15 действуют только как ведущие. Слиток можно пропустить через неподогреваемую зону 19 выравнивания температуры, в результате чего ои поступит в комбинированную ведущую, правящую и иальцующую клеть с равномерным но сечению распределением температуры и сдеформируется на 10-20%. Зона 19 является последней ступенью дугообразной нанравляюпхей 20 слитка.
После выравнивания температуры деформации подвергаются главным образом поверхностные слои слитка. Это преимущество может быть использовано в случае, если слитки получаются из иераскисленной стали и под их наружной поверхностью образуется ко.чьцо из иузырьков, которое могло бы оказаться теплоизолятором при вторичиом подогреве в печах прокатного цеха. Целесообразно соединять зону 19 с дугообразной направляющей 20, находящейся еще в области вторичиого охлаждения, в один узел 21, который также может горизоитально перемешаться и ио сравнению с направляющей 7 может быть быстро
и просто замеиеи. Зоиа выравпиваиия температур может быть расиоложе)1а между иаправляющей 7 и тянущей, правящей и вальцующей клетью. Устаповка может иметь приспособление
для быстрой замепы распределителей и ковшей, которое имеет колонны 22, проходящие через разливочную площадку 23 и снабжеппые горизонтально поворачивающимися рычагами 24 и 25 для двух разливочных ковитей и дв)мя Г101юрачинаюид,и.мися )1 п1агами 26 и 27 для Двух распределителе. Па чертеже иоказаны ковш 28 и распределитель 29, находящиеся вне области кристаллизатора. Другой ковн устанавливается поворачивающимся рычагом
25 в рабочем положении над поддерживаемой поворачивающимся рычагом 27 промежуточной емкостью. Промежуточные емкости могут перемещаться иа колоние 22 вертикальио, чтобы сливпой патрубок промежуточной
емкости мог подводиться к уровню жидкого мета.тла в кристаллизаторе
П р е д; м е т и з о б р е т е и и я
Устаиовка для непрерывпой разливки металла, содержащая кристаллизатор, устройство для вторичиого охлаждеиия и паправлеиия слитка, состоящее из вертикального участка, примыкающего к кристаллизатору, и дугообразного участка, имеющего возможность горизонтального перемещения, и устройство для вытягиваиия и изгиба слитка, отличающаяся тем, что, с целью улучшеиия качества слябов шириой от 1000 до 2000 мм, верхиий
участок устройства для вторичного охлаждеиия и направления слитка выиолиеи с возможиостью вертикальиого иеремещепия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ СЛИТКА | 1973 |
|
SU379075A1 |
| ВЕРТИКАЛЬНАЯ УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1971 |
|
SU430950A1 |
| Устройство для направления и поддержания сляба в зоне вторичного охлаждения установки непрерывной разливки металла | 1972 |
|
SU476733A3 |
| Машина непрерывной разливки стали для одновременной отливки двух слитков квадратного сечения | 1958 |
|
SU119317A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ И ПРАВКИ СЛИТКА | 1970 |
|
SU420155A3 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1973 |
|
SU383251A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| Способ подачи затравки в кристаллизатор машины непрерывной разливки металла | 1957 |
|
SU115715A1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| Стан для прокатки непрерывного слитка | 1975 |
|
SU588697A1 |