1
Изобретение относится к дискретным средствам контроля линейных размеров деталей и может найти применение в роторно-конвейерных машинах для разбраковки деталей по предельно допустимым размерам.
Известны пневмоконтактные датчики линейных размеров, содержащие полый цилиндрический корпус, установленные в корпусе соосно измерительный и фиксирующий штоки, подпружиненные встречно друг к другу, поршень, расположенный внутри корпуса, воспринимающий, с одной стороны, перемещение измерительного штока и усилие фиксирующего штока - с другой, рабочую камеру под поршнем и нерабочую-зад поршнем и каналы, сообщающие рабочую камеру с источником сжатого воздуха, а нерабочую камеру - с атмосферой.
Известные датчики служат для к нтроля размеров деталей по одному из предельных размеров и непригодны для двухпредельного контроля. Недостатком известных датчиков является также то, что срабатывание их происходит, если контролируемый размер вышел за допустимый предел. Поэтому при выходе датчика из строя возможно попадание бракованных деталей в годные. Однако некоторые виды производств вообще не допускают попадание бракованных деталей в годные. При таких требованиях возможный выход датчика
из строя должен приводить к попаданию годных деталей в бракованные.
Предложенный датчик отличается от известных тем, что он снабжен дополнительным
поршнем, установленным в корпусе подвин но вдоль оси измерительного штока, рабочей камерой под этим поршнем и нерабочей - над поршнем, каналами, сообщающими рабочую камеру дополнительного поршня с источником
сжатого воздуха и с нерабочей камерой основного поршня, нерабочую камеру дополнительного поршня с атмосферой, а на измерительном штоке датчика выполнен уступ, которым шток воздействует на дополнительный
поршень при выходе контролируемого размера за нижнюю грани цу допуска.
Такое выполнение датчика позволяет осуществлять с его помощью двухпредельный контроль размеров и исключить попадание
бракованных деталей в годные при выходе датчика из строя, ибо он срабатывает только при наличии годной детали.
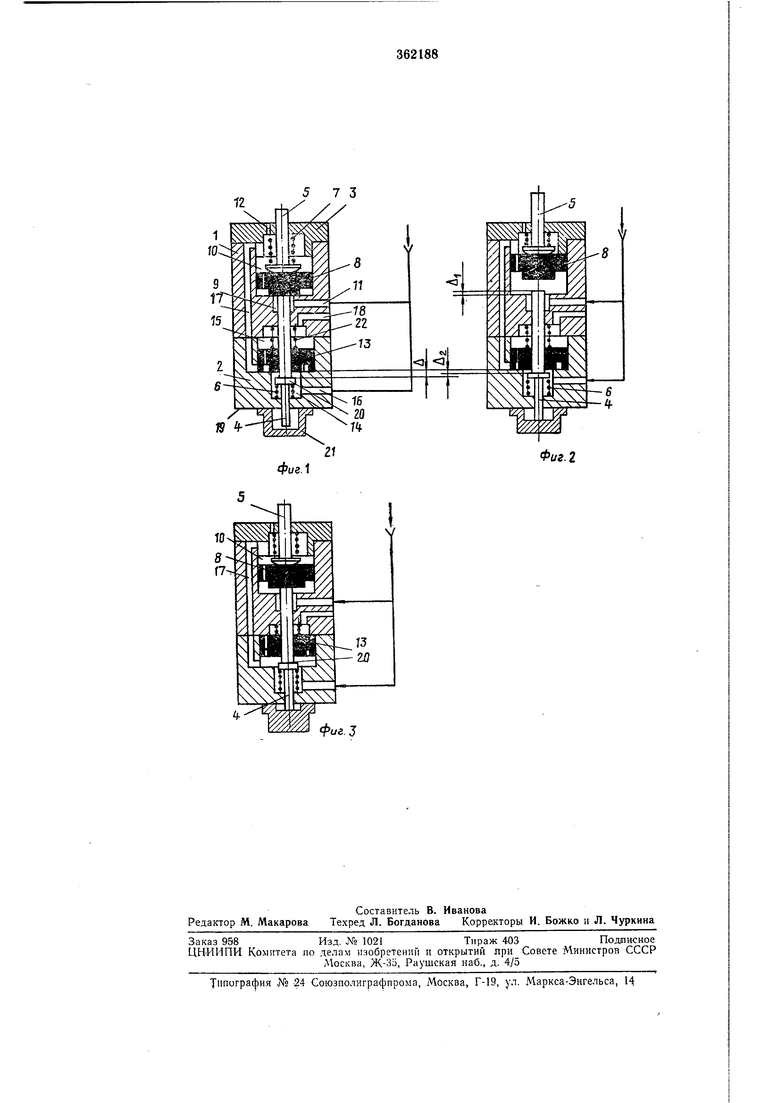
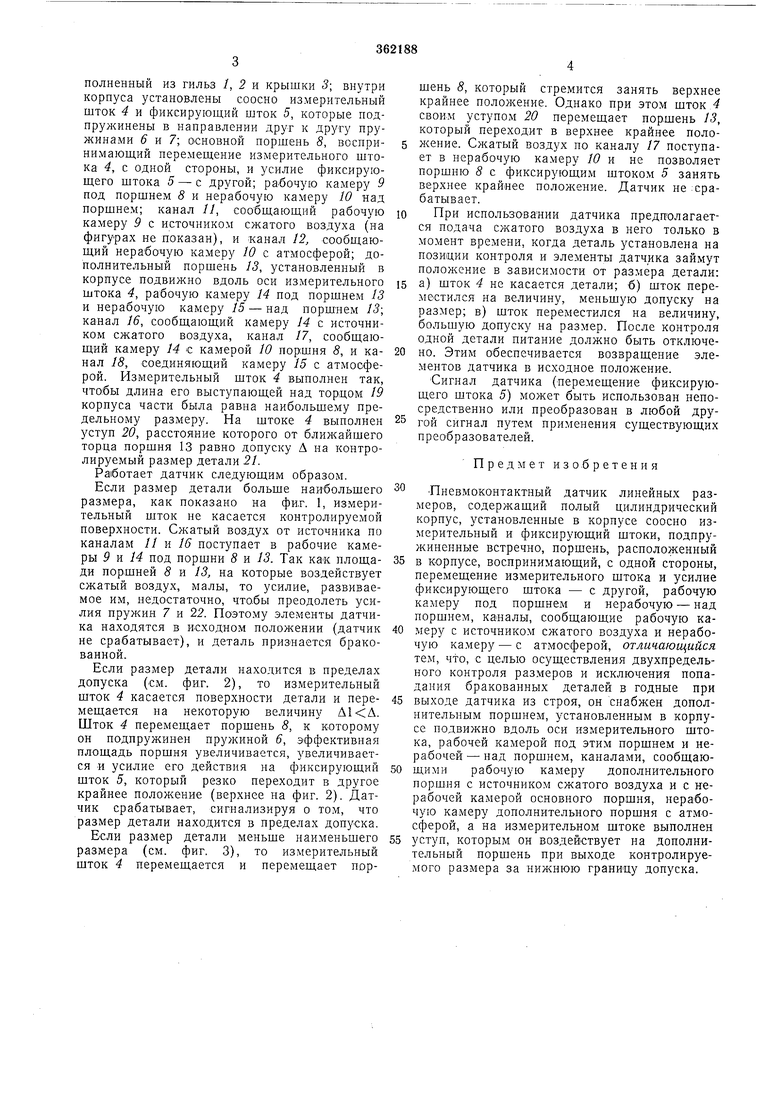
На фиг. 1 показан предложенный датчик в положении его элементов, когда размер детали больше наибольшего предельного размера; на фиг. 2 - то же, когда размер детали находится в пределах допуска; на фиг. 3 - то же, когда размер детали меньше наименьшего предельного размера.
Датчик имеет цилиндрический корпус, выполненный из гильз /, 2 и крышки ; внутри корпуса установлены соосно измерительный шток 4 и фиксируюший шток 5, которые подпружинены в направлении друг к другу пружинами 5 и 7; основной поршень S, воспринимаюш,ий перемещение измерительного штока 4, с одной стороны, и усилие фиксируюш;его штока 5 - с другой; рабочую камеру 9 под поршнем 8 и нерабочую камеру 10 над поршнем; канал 11, сообщаюший рабочую камеру 9 с источником сжатого воздуха (на фигурах не показан), и канал 12, сообщающий нерабочую камеру 10 с атмосферой; дополнительный поршень 13, установленный в корпусе подвижно вдоль оси измерительного штока 4, рабочую камеру 14 под поршнем 13 н нерабочую камеру 15 - над поршнем 13; канал 16, сообщающий камеру 14 с источником сжатого воздуха, канал 17, сообщающий камеру 14 с камерой 10 поршня 8, и канал 18, соединяющий камеру 15 с атмосферой. Измерительный шток 4 выполнен так, чтобы длина его выступающей над торцом 19 корпуса части была равна наибольщему предельному размеру. На штоке 4 выполнен уступ 20, расстояние которого от ближайшего торца поршня 13 равно допуску Д на контролируемый размер детали 21.
Ра1ботает датчик следующим образом.
Если размер детали больше наибольшего размера, как показано на фиг. 1, измерительный шток не касается контролируемой поверхности. Сжатый воздух от источника по каналам // и 16 поступает в рабочие камеры 9 н 14 под поршни 8 и 13. Так как площади поршней 8 и 13, на которые воздействует сжатый воздух, малы, то усилие, развиваемое им, недостаточно, чтобы преодолеть усилия пружин 7 и 22. Поэтому элементы датчика находятся в исходном положении (датчик не срабатывает), и деталь признается бракованной.
Если размер детали находится в пределах допуска (см. фиг. 2), то измерительный шток 4 касается поверхности детали и перемещается на некоторую величину АКД. Шток 4 перемещает поршень 8, к которому он подпружинен пружиной 6, эффективная площадь поршня увеличивается, увеличивается и усилие его действия на фиксирующий щток 5, который резко переходит в другое крайнее положение (верхнее на фиг. 2). Датчик срабатывает, сигнализируя о том, что размер детали находится в пределах допуска.
Если размер детали меньше наименьшего размера (см. фиг. 3), то измерительный шток 4 перемещается и перемещает поршень 8, который стремится занять верхнее крайнее положение. Однако при этом щток своим уступом 20 перемещает поршень 13, который переходит в верхнее крайнее положение. Сжатый воздух по каналу 17 поступает в нерабочую камеру 10 и не позволяет поршню 8 с фиксирующим штоком 5 занять верхнее крайнее положение. Датчик не срабатывает.
При использова нии датчика предполагается подача сжатого воздуха в него только в момент времени, когда деталь установлена на позиции контроля и элементы датчика займут положение в зависимости от размера детали:
а) шток 4 не касается детали; б) шток переместился на величину, меньшую допуску на размер; в) шток переместился на величину, большую допуску на размер. После контроля одной детали питание должно быть отключено. Этим обеспечивается возвращение элементов датчика в исходное положение.
Сигнал датчика (перемещение фиксирующего штока 5) может быть использован непосредственно или преобразован в любой другой сигнал путем применения существующих преобразователей.
Предмет изобретения
Пневмоконтактный датчик линейных размеров, содержащий полый цилиндрический корпус, установленные в корпусе соосно измерительный и фиксирующий щтоки, подпружиненные встречно, поршень, расположенный
в корпусе, воспринимающий, с одной стороны, перемещение измерительного щтока и усилие фиксирующего щтока - с другой, рабочую камеру под поршнем и нерабочую - над поршнем, каналы, сообщающие рабочую камеру с источником сжатого воздуха и нерабочую камеру - с атмосферой, отличающийся тем, что, с целью осуществления двухпредельного контроля размеров и исключения попадания бракованных деталей в годные при
выходе датчика из строя, он снабжен дополнительным поршнем, установленным в корпусе подвижно вдоль оси измерительного штока, рабочей камерой под этим поршнем и нерабочей - над поршнем, каналами, сообщающими рабочую камеру дополнительного поршня с источником сжатого воздуха и с нерабочей камерой основного поршня, нерабочую камеру дополнительного поршня с атмосферой, а на измерительном штоке выполнен
уступ, которым он воздействует на дополнительный поршень при выходе контролируемого размера за границу допуска.
7 3
12
фиг. 1
to
фиг.З
Фиг. 2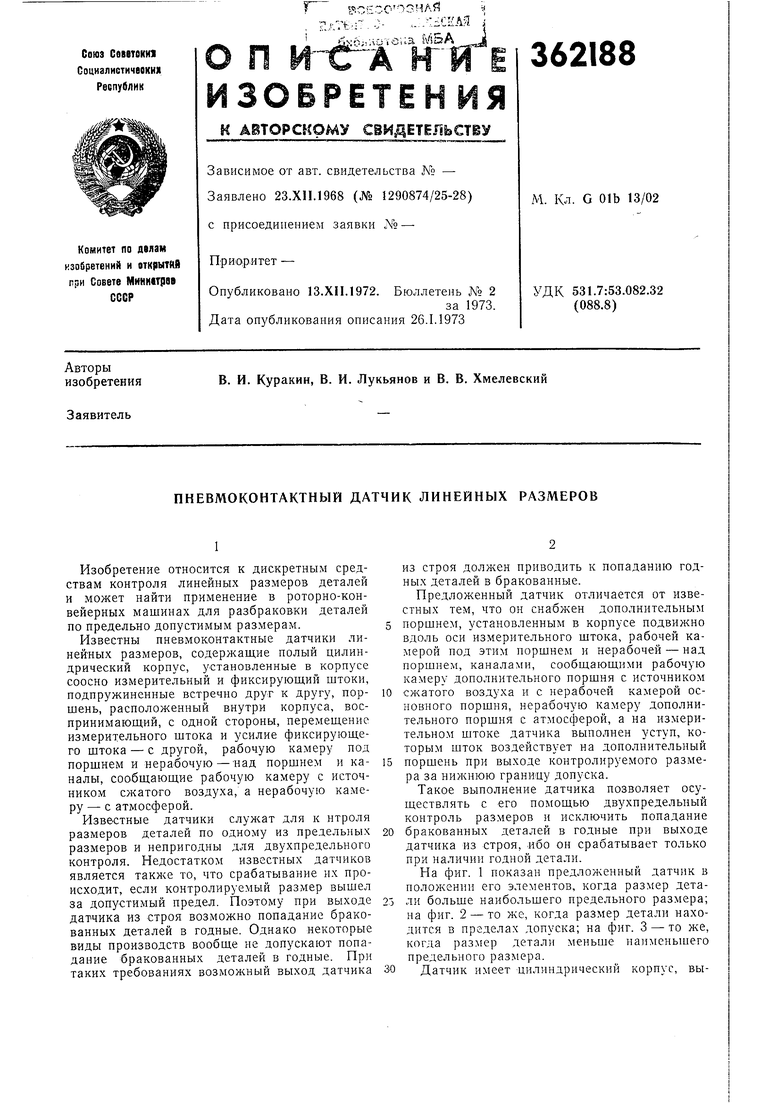
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1971 |
|
SU425099A1 |
| Пневмоконтактный двухпредельныйдАТчиК для КОНТРОля лиНЕйНыХ РАзМЕРОВ | 1978 |
|
SU849008A1 |
| Пневматическое устройство для контроля внутреннего диаметра кольца | 1983 |
|
SU1096495A1 |
| БЕСКОНТАКТНЫЙ ПНЕВМАТИЧЕСКИЙ ДАТЧИК | 1971 |
|
SU303504A1 |
| Пневматическое контрольно-сортировочное устройство | 1972 |
|
SU442368A1 |
| ПНЕВМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ДЕТАЛИ | 1971 |
|
SU316929A1 |
| Пневматическое устройство для линейных измерений | 1980 |
|
SU894358A1 |
| УСТРОЙСТВО для ИСПЫТАНИЯ ДЕТАЛЕЙ ПОДВИЖНОГО СОСТАВА НА ПРОЧНОСТЬ | 1972 |
|
SU329434A1 |
| Технологический ротор роторно- КОНВЕйЕРНОй МАшиНы | 1978 |
|
SU793666A1 |
| Вакуумное грузозахватное устройство | 1977 |
|
SU650938A1 |