1
Изобретение касается контрольно-измерительной техники и может быть использовано для ультразвукового контроля сварных швов труб.
Известное устройство для ультразвукового контроля изделий цилиндрической формы содержит каретку, головку с искателями, укрепленную на каретке, и механизм перемепдения каретки в зону контроля, выполненный в виде пневмоцилиндра.
Для обеспечения автоматического подвода каретки в зону контроля предлагаемое устройство снабжено вторым пневмоцилиндром, ось которого перпендикулярна к оси первого пневмоцилиндра, корпус первого пневмоцилиндра жестко соединен со штоком второго пневмоцилиндра, а в штоке второго пневмоцилиндра выполнены осевой канал, сообш,аюш,ийся с полостью первого пневмоцилиндра, и сообщаюш,ийся с ним радиальный канал, ось которого удалена от поршня на расстояние, меньшее рабочего хода.
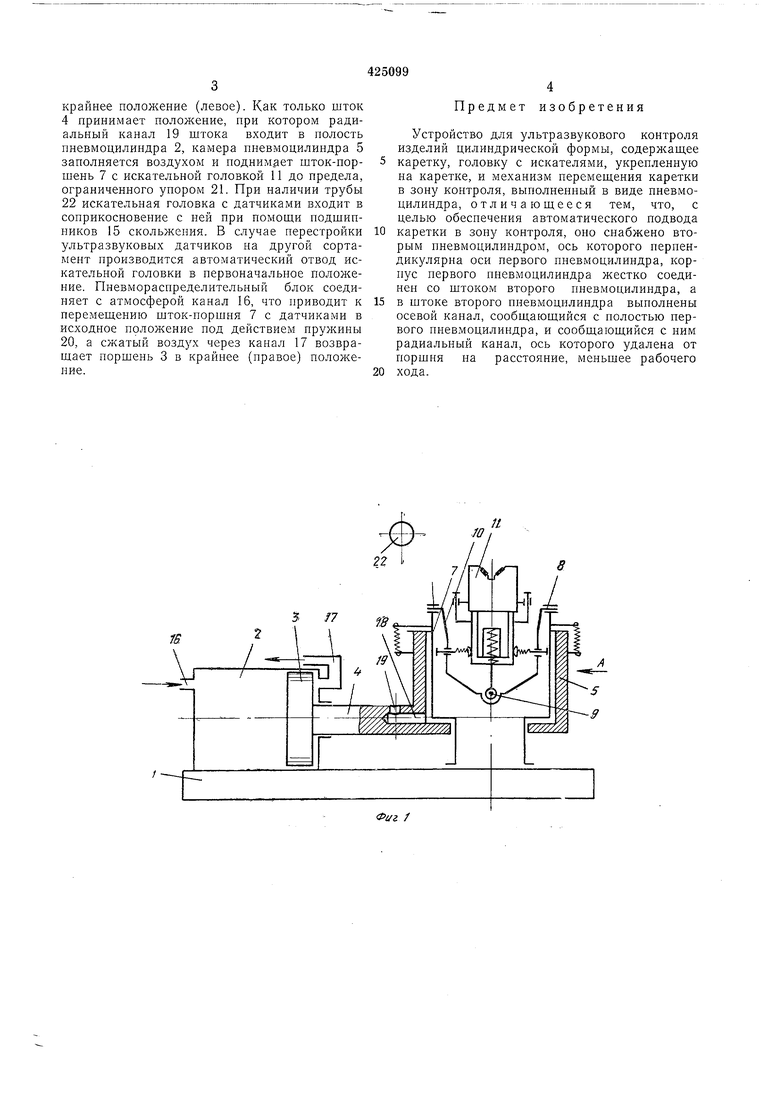
На фиг. 1 схематически изображено предлагаемое устройство в нерабочем положении; на фиг. 2 - то же, в рабочем положении; на фиг. 3 -вид по стрелке А на фиг. 1; на фиг. 4 - головка с искателями в увеличенном масштабе.
На плите 1 закреплен пневмоцилиндр 2 двустороннего действия. Поршень 3 соединен неподвижно со штоком 4. Последний, в свою очередь, жестко соединен с корпусом пневмоцилиндра 5, перемещаюш,егося в направляюших 6, закрепленных на плите 1. Пневмоцилиндр 5 содержит шток-поршень 7, в котором с помош,ью двойного шарнира 8 и 9 закреплена каретка, выполненная в виде чашки 10 с
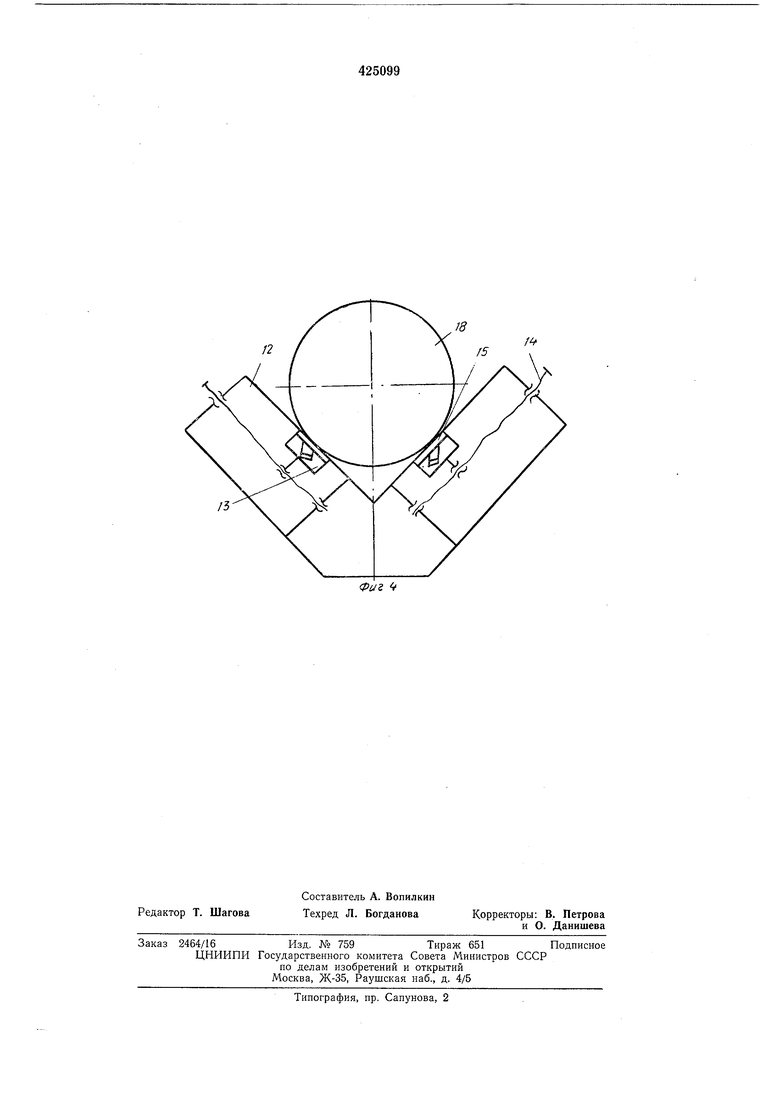
искательной головкой 11. В направляющей вилке 12 находится ползун 13 с ультразвуковыми датчиками, перемещающийся с помощью специального винта 14. Направляющая вилка 12 содержит четыре подшипника
15 скольжения, выполненных в виде впаянных пластин из твердого сплава ВК-8. Перемешая ползун с ультразвуковыми датчиками, можно производить настройку их на различный сортамент труб. В корпусе пневмоцнлиндра 2 выполнены каналы 16 и 17 для сжатого воздуха. В штоке пневмоцилиндра 2 выполнены сообщающиеся осевой канал 18 и радиальный канал 19. Каретка соединена со щток-поршнем 7 при помощи пружин 20.
Ход шток-поршня 7 ограничен упорами 21.
После настройки ультразвуковых датчиков по эталону включают пневмораспределительный блок с дросселирующими отверстиями, и воздух по каналу 16 поступает в полость
пневмоцилиндра 2 и перемещает поршень 3 в
крайнее пололсение (левое). Как только шток 4 принимает положение, при котором радиальный канал 19 штока входит в полость пневмоцилиндра 2, камера пневмоцилиндра 5 заполняется воздухом и поднимает шток-поршень 7 с искательной головкой 11 до предела, ограниченного упором 21. При наличии трубы 22 искательная головка с датчиками входит в соприкосновение с ней при помощи подшипников 15 скольжения. В случае перестройки ультразвуковых датчиков на другой сортамент производится автоматический отвод искательной головки в первоначальное положение. Пневмораспределительный блок соединяет с атмосферой канал 16, что приводит к перемещению щток-поршня 7 с датчиками в исходное положение под действием пружины 20, а сжатый воздух через канал 17 возвращает поршень 3 в крайнее (правое) положение.
Предмет изобретения
Устройство для ультразвукового контроля изделий цилиндрической формы, содержащее каретку, головку с искателями, укрепленную на каретке, и механизм перемещения каретки в зону контроля, выполненный в виде пневмоцилиндра, отличающееся тем, что, с целью обеспечения автоматического подвода каретки в зону контроля, оно снабжено вторым пневмоцилиндром, ось которого перпендикулярна оси первого пневмоцилиндра, корпус первого пневмоцилиндра жестко соединен со штоком второго пневмоцилиндра, а в штоке второго пневмоцилиндра выполнены осевой канал, сообщающийся с полостью первого пневмоцилиндра, и сообщающийся с ним радиальный канал, ось которого удалена от поршня на расстояние, меньшее рабочего хода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1973 |
|
SU397838A1 |
| ДЕФЕКТОСКОП СОВМЕЩЕННОГО БЕСКОНТАКТНОГО МАГНИТНОГО И УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВОГО ПУТИ | 2014 |
|
RU2603451C2 |
| ПНЕВМАТИЧЕСКИЙ КЛЕЙМИТЕЛЬ ПРОКАТА | 1971 |
|
SU288916A1 |
| ТРЕХСТУПЕНЧАТАЯ КОРОБКА ПЕРЕДАЧ | 1962 |
|
SU147461A1 |
| УЛБТРАЗВУКОВАЯ УСТАНОВКА ДЛЯ КОНТРОЛЯ ПЛОСКИХ ИЗДЕЛИЙ | 1971 |
|
SU426188A1 |
| Устройство для ультразвукового контроля сварных швов труб | 1982 |
|
SU1096567A1 |
| Установка для дефектоскопии внутренней поверхности труб | 1982 |
|
SU1067423A1 |
| УКЛАДЧИК | 1973 |
|
SU388983A1 |
| ВСЕСОЮЗНАЯi:..ii-.n:V5U-:s:.Ail;?:?i^ БИБЛИОТЕКА | 1973 |
|
SU362181A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПРИСУЧКИ ПРЯЖИ НА ПРЯДИЛЬНОЙ МАШИНЕ | 1970 |
|
SU280280A1 |

ГВ.
//
5
/77///////77Z
77Z Z7Z6,
2r
Фиг. 5
/3
/4
