1
Изобретение относится к устройствам д.ля изготовления армированного стекла методом непрерывной прокатки и может быть использовано в стекольной промышленности.
Известно устройство для изготовления армированного стекла, включающее механизм подачи арматуры, прокатную машину и размещенную за ней пару закатывающих валков.
Цель изобретения - обеспечение использования арматуры большего сечения.
Достигается это тем, что нижний вал прокатной машины выполнен с канавками на рабочей поверхности для арматуры и для формования выступов, а нижний закатывающий валок - из системы роликов, каждый из которых образован из двух насаженных на центрирующую втулку подпружиненных дисков.
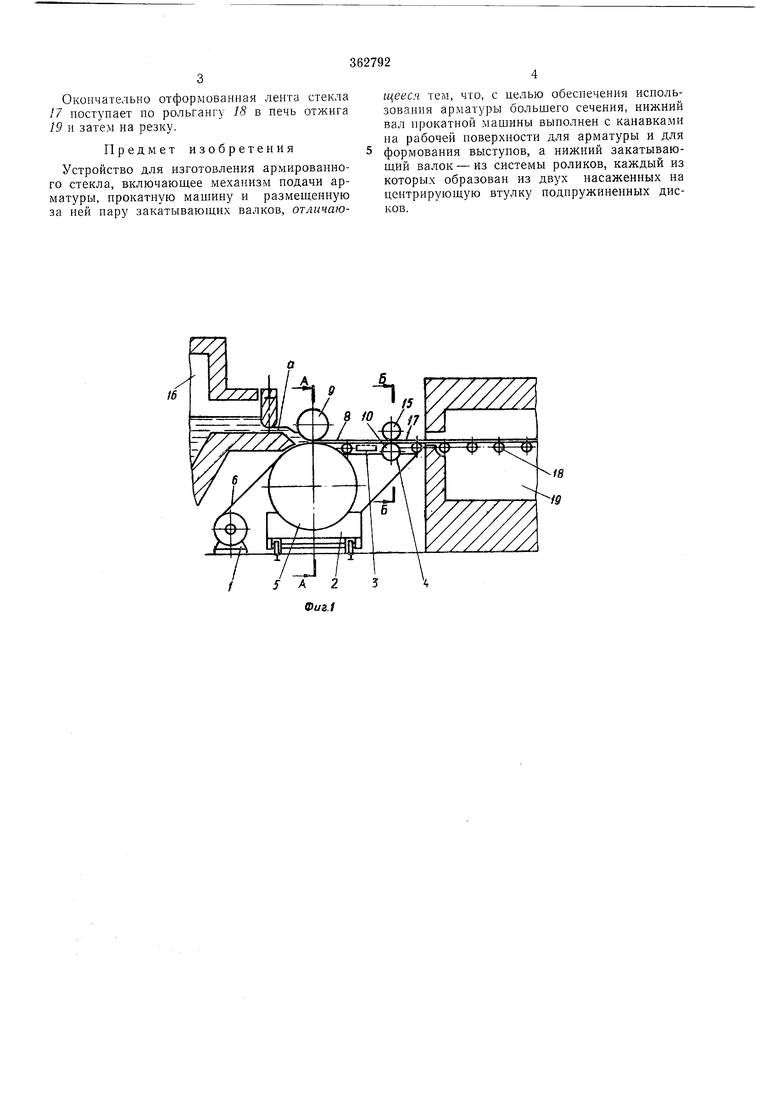
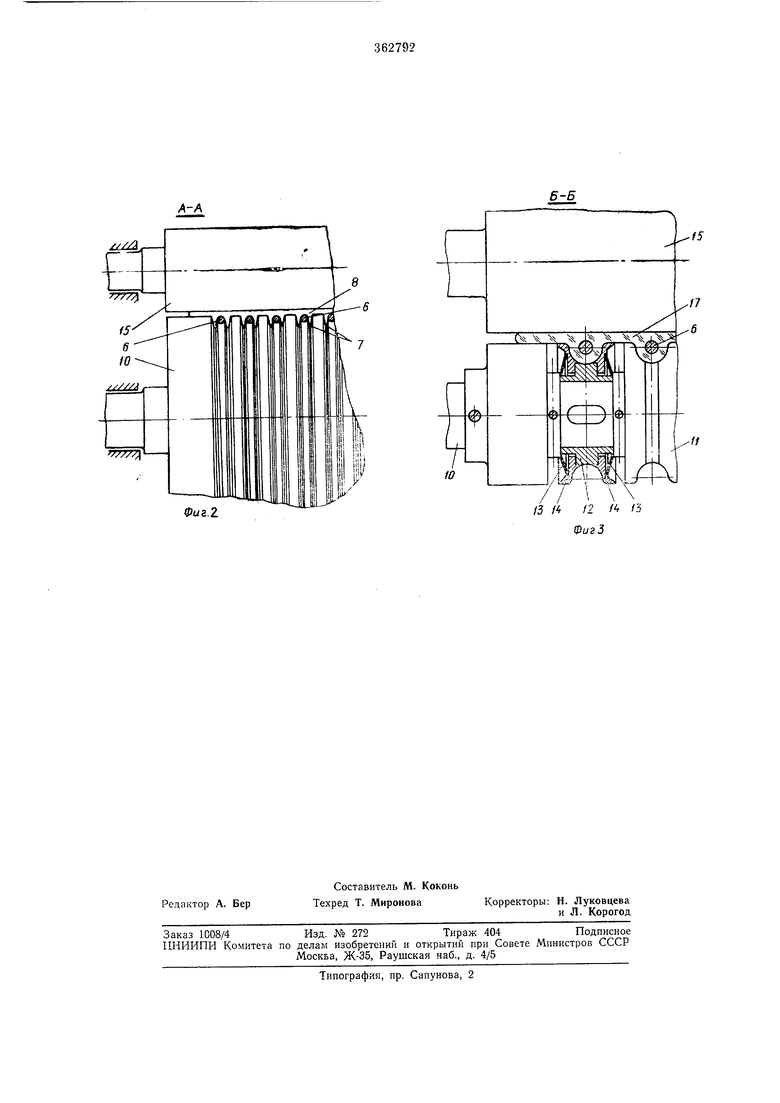
На фиг. 1 изображено описываемое устройство в продольном разрезе; на фиг. 2 и 3 - поперечные разрезы соответственно по А-А и Б-Б на фиг. 1.
Предложенное устройство для изготовления армированного стекла включает механизм подачи / металлической арматуры, прокатную машину 2, горелочное устройство 3 и пару закатывающих валков 4.
Нижний вал 5 прокатной машины 2 имеет на рабочей поверхности канавки для арматуры 6 и канавки для формования выступов 7
2
на ленте стекла 8. Верхний вал 9 прокатной машины выполнен с гладкой рабочей поверхностью. Из пары закатывающих валков 4 нижний
валок 10 выполнен из системы роликов //. Каждый ролик образован из двух насаженных на центрирующую втулку J2 и подпружиненных чашечны.лги пружинами 13 дисков 14. Верхний валок 15 и.меет гладкую поверхность.
Работает устройство следующим образом.
В канавки ниж;него вала 5 прокатной машины 2 помещается металлическая арматура 6, после чего из стекловаренной печи 16 на формование к прокатной мащине поступает стекломасса а.
Предварительно сформованная лента стекла 8 имеет на нижней стороне выступы 7 с вложенной в углубления между ними арматурой 6. Перед поступлением ленты стекла к закатывающим валкам при необходимости производится разогрев выступов горелочным устройством 3 до пластичного состояния. При прохождении ленты между закатывающими валками 10 и 15 выступы 7 подгибаются роликами 11, в результате чего арматура 6 закатывается в ленту стекла. Компенсация излищних усилий при закатывании достигается в результате подвил ности подпрул иненных дисков 14.
3
Окончательно отформованная лента стекла 17 поступает по рольгангу 18 в печь отжига 19 и затем на резку.
Предмет изобретения
Устройство для изготовления армированного стекла, включающее механизм нодачи арматуры, прокатную машину и размещенную за ней пару закатывающих валков, отличающееся тем, что, с целью обеспечения использования арматуры больщего сечения, нижний вал прокатной машины выполнен с канавками на рабочей поверхности для арматуры и для формования выступов, а нижний закатывающий валок - из системы роликов, каждый из которых образован из двух насаженных на центрирующую втулку подпружиненных дисков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная машина для изготовления облицовочных плит | 1977 |
|
SU729144A1 |
| Устройство для изготовления армированного стекла | 1981 |
|
SU952775A1 |
| УСТАНОВКА ДЛЯ НАМОТКИ ЛЕНТЫ НА ОПРАВКУ | 2008 |
|
RU2399575C2 |
| Машина для непрерывной прокатки ленты из стекломассы | 1980 |
|
SU996341A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕЛЕВОГО ЭЛЕМЕНТА | 1996 |
|
RU2089314C1 |
| Отжимной валок агрегата отделки листового проката | 1990 |
|
SU1755979A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИИ | 1973 |
|
SU374237A1 |
А-А
Фиг. 2
Б-Б
10
13 / /2 / /3 ФигЗ
