Техническое обслуживание автомашин сопряжено с продвижением машин по так называемым постам обслуживания, из коих на первом посту происходит мойка машин, на втором-сушка, на третьем посту-техническая ревизия состояния машин и на четвертом посту- смазка машин.
Передвижение машины по постам в существующих гаражах производится своим ходом, что сопряжено со значительным расходом горючего, а, главное, загрязнением воздуха в рабочем помещении вредными газами, что требует мощной вентиляции, в конечном результате все-таки не достигающей своей цели доведения содержания вредных газов в воздухе до норм Наркомтруда.
Настоящее предложение имеет целью совершать все передвижения автомашин по постам в гараже с помощью конвейера, снабженного специальным механизмом, дающим возможность автоматического сцепления и расцепления ведущего и ведомого валов, а следовательно, и автоматического пуска в ход и остановки конвейера.
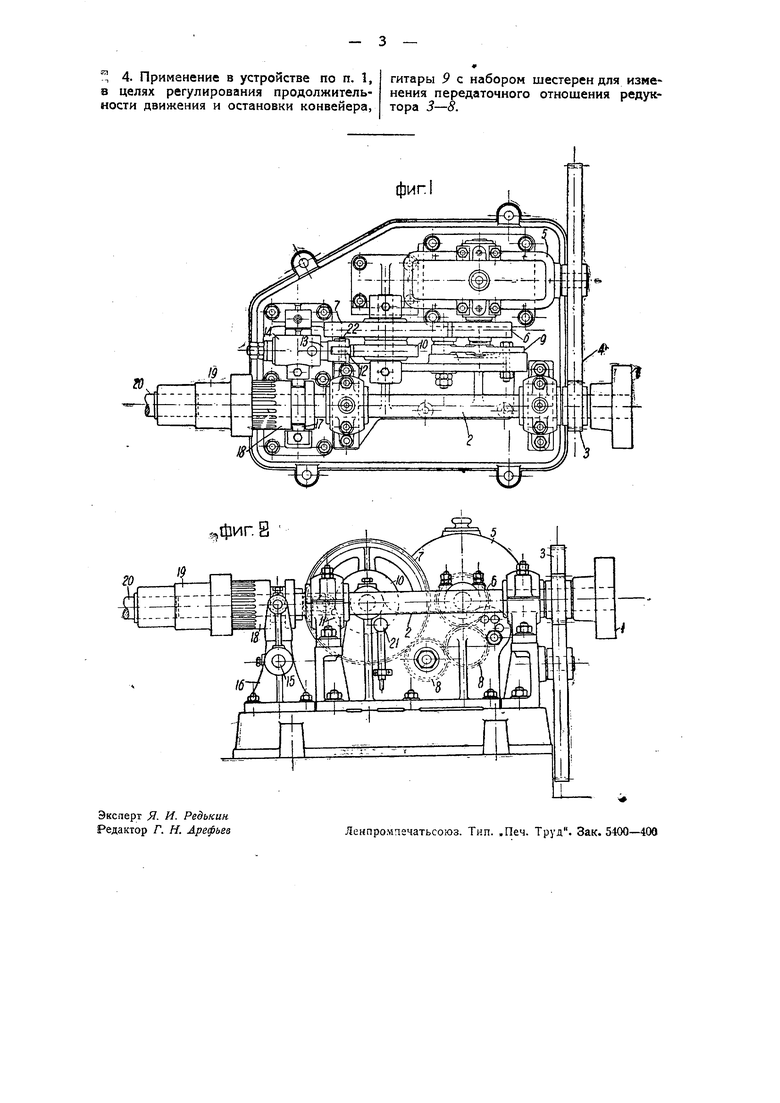
На фиг. 1 автомат изображен в плане, на фиг. 2 - вид сбоку вдоль продольной оси вала 2 (автомата).
Конвейер состоит из длинной 37-метровой станины, склепанной из углового
(556,,
железа, по полкам коего движется цепь Галля.
Вся конструкция помещена под полом, выступая над уровнем его всего на 100- 120 мм. Явтомобиль становится на конвейер так, чтобы последний помещался между колесами и двумя крючками по сторонам; за переднюю ось зацепляется звено цепи. Конвейер приводится в движение от привода лебедки электромотором через автомат.
Лзтомат соединяется с приводом при помощи глухой муфты / (фиг. 1 и 2), сидящей на валу 2, на коем рядом с муфтой насажена шестерня 3, сцепляющаяся с шестерней 4, приводящей в движение червячную передачу, заключенную в кожухе 5. Передача рассчитана так, что валик червячного колеса, а вместе с ним и наборная шестерня 6 делают один оборот за 4 минуты. Шестерня 6 через пару промежуточных шестерен 8, укрепленных в гитаре 9 (фиг. 2), сцепляется с шестерней 7 с передаточным числом . Таким образом, шестерня 7 совершает один оборот за 8 минут. Рядом с шестерней 7 на общем валу и на общей шпонке закреплена шайба W, снабженная кулаком // и совершающая вместе с шестерней 7 один оборот в 8 минут. Рабочая поверхность кулака /f подобрана таким образом, чтобы отношение ее к длине дуги нерабочей поверхности шайбы 10 равнялось отногиению продолжительности движения конвейера к продолжительности его остаНОВКИ.
На оси 15, покоящейся в подшипниках кронштейна 16, насажен рычаг 14 фиг. 2), имеющий на конце два выступа 17 (фиг. 1), которыми рычаг обхватывает шейку подвижной на валу 2 муфты 18, могущей входить в сцепление «или выходить из него с неподвижно укрепленной на конце того же валика 2 муфтой J9. С муфтой 19. жестко соеди«ен валик 20, который с помощью зубчатой передачи передает движение колесу-звездочке цепи Галля, а, следовательно, и самому конвейеру, причем время продолжительности движения и остановки конвейера может быть регулировано по мере надобности применением различных наборов шестерен в гитаре 9, для изменения передаточного отношения редуктора 3-8.
Б корпусе рычага 14 укреплен плунжер /5, снабженный внутри пружиной, а на вилкообразном конце его-роликом /2, насаженным на цапфу 22 (фиг. 1), который под действием пружины плунжера всегда находится в прижатом к наружной поверхности шайбы 10 состоянии.
Действие описанного механизма заключается в следующем. При вращении шайбы 10 кулак 11, нажимая на ролик 12, заставляет плунжер 13 взойти в корпус рычага 14, сжав пружину плунжера, под действием давления которого рычаг 14, поворачиваясь около оси /5, передвигает подвижную муфту 18 влево фиг. 2), вводя ее в сцепление с неподвижной муфтой /9, тем самым приводя во вращение вал 20, связанный с цепью Галля. Конвейер начинает двигаться. Обратное возвращение плунжера с его роликом и рычага и муфты 18 в их исход«ое положение по фиг. 2, после того, как кулак // сойдет с ролика, совершается под действием пружины плунжера; ведомый и ведущий валы 20 и 2 .расцепляются автоматически, конвейер останавливается.
На случай несовпадания в момент включения муфт в сцепление выступов подвижной муфты 18 с выемками в неподвижной муфте 19, с целью избежать
каких-либо поломок и ударов, в корпусе рычага 14 установлена пружина, смягчающая удары в случае несовпадения соединений муфт.
Для подачи сигнала в шайбе 10 на боковой стороне делается выступ (на чертеже не показанный), который при вращении щайбы нажимает на кнопку сигнала, вделанную в розетке 21, благодаря чему включается ток и подается сигнал о начале движения конвейера. Это делается ранее на 5-10 секунд перед включением автомата в действие.
Для изменения времени стоянки машины на посту при автомате прилагается комплект наборных шестерен, устанавливаемых в гитаре 9, также сменяется и шайба 10 с различными размерами длины рабочей поверхности кулака 11. Благодаря этому, время стоянок на посту может меняться в широких пределах 8-10-12-15 и т. д. минут.
Предмет изобретения.
1.Устройство для автоматического сцепления и расцепления ведущего и ведомого валов передачи к конвейеру, отличающееся тем, что в целях сцепления и расцепления через определенные промежутки времени, применена шайба, получающая вращение от ведущего вала передачи через редуктор и снабженная кулаком, взаимодействующим с поворотным рычагом, управляющим муфтой, для сцепления ведущего и ведомого валов передачи к конвейеру.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что длина дуги рабочей поверхности кулака // шайбы 10 подобрана таким образом, чтобы отношение ее к длине дуги нерабочей поверхности той же шайбы равнялось отношению продолжительности движения конвейера к продолжительности его остановок.
3.Форма выполнения устройства по пп. .1 и 2, отличающаяся тем, что взаимодействие кулака // шайбы 10 с поворотным рычагом 14 муфты сцепления 18- 19 осуществляется при посредстве плунжера 13, прижимающего под давлением пружины ролик 72 к периферийной поверхности шайбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Делительное устройство | 1981 |
|
SU1009718A1 |
| Поршневой двигатель, работающий упругой средой | 1950 |
|
SU91612A1 |
| Машина для изготовления поддерживающих нить накала крючков и вплавления их в ламповые штабики | 1930 |
|
SU24035A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО ПРИВОДА ЗАТЯЖНЫХ МАШИН | 1927 |
|
SU20488A1 |
| Пружинонавивочный автомат | 1974 |
|
SU506460A1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| Конвейерная машина для отделки и глазурования фарфоровых тарелок и других плоских керамиковых изделий | 1932 |
|
SU33444A1 |
| Устройство для резки глиняного бруса | 1980 |
|
SU903121A1 |
| АВТОМАТ ДЛЯ ЧИСТКИ ОБУВИ | 1971 |
|
SU295553A1 |
| Автоматический железнодорожный тормоз с электромагнитным управлением | 1930 |
|
SU26722A1 |