1
Изобретение относится к стекольной промышленности и может быть использовано при производстве ювелирных изделий.
PIsBecTna уетаповка для производства ювелирных изделий, содержащая стекловаренную печь, прокатную машину с транспортером, бункер отжига, галтовочный барабан и сортируюш ий механизм.
Цель изобретения - передача изделий с транспортера в бункер отжига без деформации их В гирлянде.
Это достигается тем, что транспортер спабжен устройством, состоящим из подпружиненного рычага с роликами и кулачков, закрепленных на барабане транспортера.
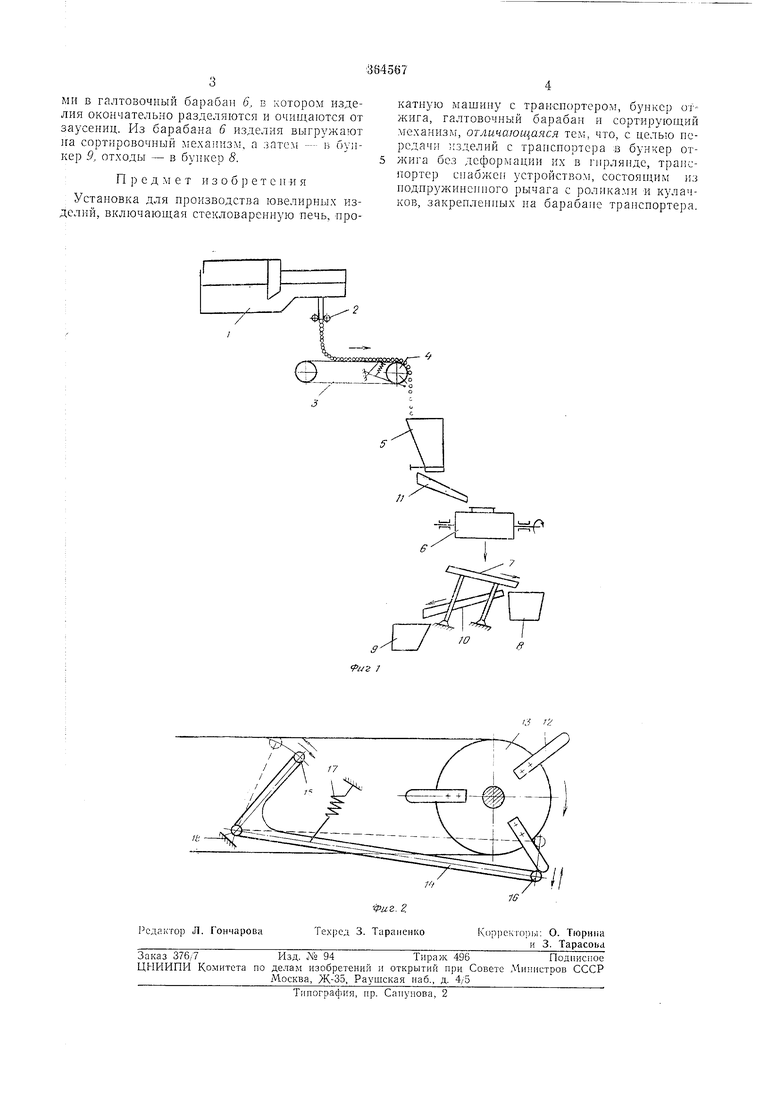
На фиг. 1 схематично изображена предлагаемая установка; на фиг. 2 - устройство для разделения гирлянды ювелирных изделий.
Установка содержит стекловаренную печь 1, прокатную машину 2, транспортер 3 с устройством разделения 4 гирлянды, бункер отжига 5, галтовочный барабан 6, механизм 7 для сортировки, приемные бункера 5, 9 и пере.кодные лотки 10 и //.
Устройство разделения 4 гирлянды состоит из кулачков 12, закренленных на барабане 13 транспортера, рычага 14 с роликами 15 и 16 и пружиной 17. Рычаг шарнирно посажен на раме 18 транспортера.
Установка работает следующим образом.
Стеклоизделня в виде непрерывной гирлянды формуются прокатной машиной 2 и нодаются на транспортер 3, где гирлянда но сетке (ленте) движется к нриводному барабану 13. Кулачкн 12, перемещаясь с барабаном, поочередно нажимают на ролик 16 рычага 14 и отводят на некоторое расстояние ролик 15 от сетки транспортера.
Через некоторый угол ролик 16, обкатав кулачок 12, под действпем нружины /7 занимает первоначальное положение. В результате этого ролик 15 резко ударяет по нижней стороне сеткн (ленты) транспортера с находяп1ейся на ней гирляндой изделий.
С помощью кулачков 12 можно отрегулировать силу удара или удар заменить нлавным колебанием сетки (в зависимости от величины формуемых изделий и качества стекла).
При ударе ролика 15 по сетке (ленте) происходит надламывание гирлянды или в местах спая получаются трещины, которые позволяют гирлянде евободно разделиться носле прохождения барабана на отдельные стекла или короткие звеиья.
Таким образом, радиус изгиба гирлянды иоеле формующей машины 2 на транспортере не изменяется в процессе всего формования, отформованные изделия не деформируютея.
Разделенные изделия надают в бункер 5 на отжиг, из него через лоток // нодаются доза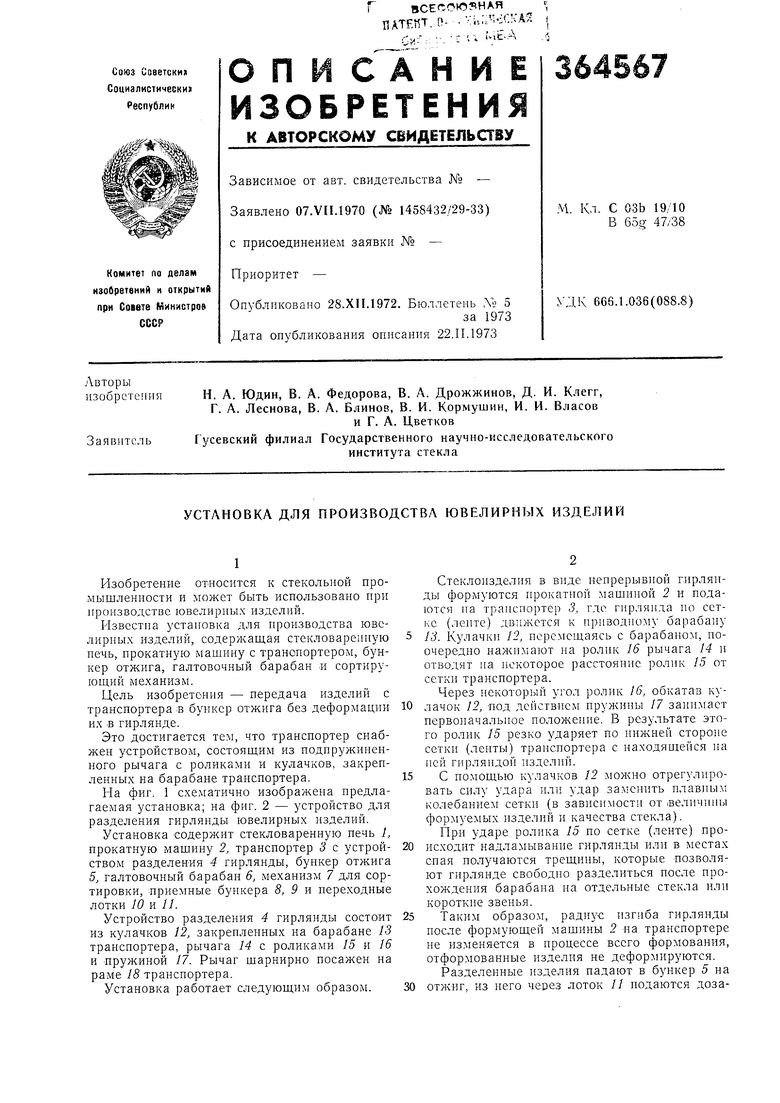
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| МАШИНА ДЛЯ КРЕПЛЕНИЯ ТАБАЧНЫХ ЛИСТЬЕВ К ШНУРУ | 1968 |
|
SU218713A1 |
| Способ изготовления ковров из стеклоплиток и устройство для его осуществления | 1974 |
|
SU556116A1 |
| Способ изготовления стекломозаичной плитки и устройство для его осуществления | 1978 |
|
SU727573A1 |
| Устройство для загрузки стеклоизделий в туннельную печь отжига | 1982 |
|
SU1073187A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 1970 |
|
SU288243A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТЕКЛА | 1973 |
|
SU362792A1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА КОМБИНИРОВАННЫХИЗДЕЛИЙ | 1968 |
|
SU231783A1 |
| ГАЛТОВОЧНЫЙ БАРАБАН КОНСОЛЬНОГО ТИПА | 1971 |
|
SU302225A1 |
| УСТРОЙСТВО для снятия ПОЧАТКОВ и НАДЕВАНИЯ ПАТРОНОВ НА ВЕРЕТЕНА ПРЯДИЛЬНЫХ И КРУТИЛЬНЫХМАШИН | 1965 |
|
SU177308A1 |
