Известная установка для производства р ;лонных кровельных и гидроизоляционных материалов содержит магазины и основы готовой продукции с размещенными между ними ванной с отжимными вальцами и узлами предварительной подсушки и насыш,ения, допропитки, нанесения покровного слоя, прикатки н охлаждения. Все узлы межмагазинной зоны установкн, за исключением вальцов, представляют собой петлевые механизмы, по которым проводится полотно изготавливаемого материала.
Полотно нроводится вручную, что затрудняет работу операторов, а на горячих участках в зоне между магазинами запаса основы и готовой продукции представляет определенную опасность, связанную с ожогами и другими травмами. Частые обрывы полотна в этой зоне н последующая его проводка, занимающая много времени, снижают производительность установки.
Цель изобретения - повысить качество материала и иронзводительпость установки и обеспечить безопасность ее обслуживания.
Достигается она тем, что каждый из узлов межмагазинной зоны, соединенных между собой транспортом с гибким рабочим органом для проводки полотна, снабжен рамой со смонтированными на ней держателями валиков, выполненной с возможностью вертикаль2
иого Перемещения последних в межбарабанных пространствах каждого узла.
На фиг. 1-3 изображена описываемая установка в рабочем положении, общий вид; на фиг. 4 - разрез по А-А на фиг. 1; на фиг. 5 - вариант выполнения магазина запасов готовой продукщи с петлями полотна, уложенными горизонтальным воланом на ленте трансиортера; на фиг. б - часть установки
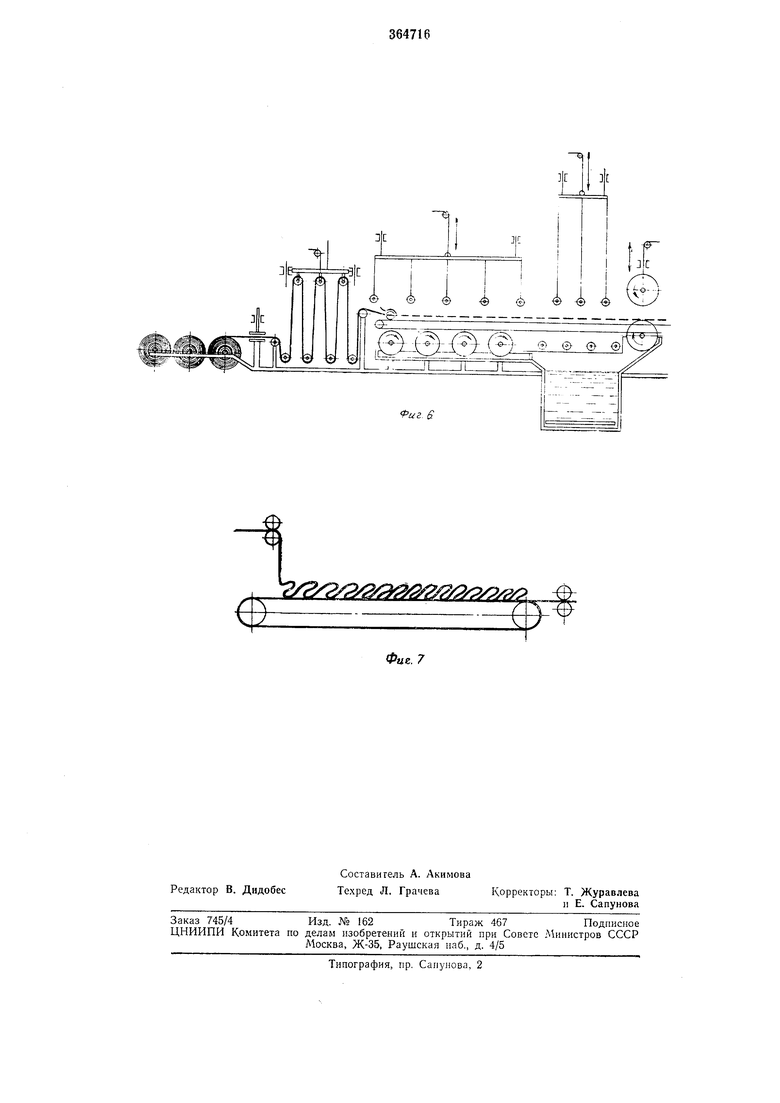
в момент проводки полотна; на фиг. 7 вариант
выполнения магазина основы с петлямн иолотна, уложенными горнзонтальным воланом
на ленте транспортера.
Установка содержит многоместный узел /
размотки бобин основы (картона); узел 2 стыковки конца размотанной бобнны с началом следующей; магазнн 3 заиаса основы; узел 4 предварительной подсушки н насыи1ения основы, многобарабанный с ванночкой
для смачивания битумной массой, безкамерного типа с полупетлевым расположенпем полотна на электрообогреваемых барабанах и возможностью его прямой проводки; пропиточную ванну 5 со встроенными отжимными
вальцами 6, образующими один узел с прямой нроводкой полотна; многобарабагпный узел 7 допропптки основы, выполненный с устройством для электрообогрева барабанов н проводящих валиков, с полупетлевым распололчением и прямой проводкой полотна; покровный узел 8 из двух прнводных электрообогреваемых барабанов, один из которых (1ППКПЫЙ) смачивается покровной массой в расположенной под ним ваипочке, а второй (верхний) поливается массой из ванночки, расположенной над ним, таким образом барабаны наносят покровный слой па обе сторопы полотна при его прямом прохождении между ними {узел располагает прямой проводкой полотна); узел 9 воздушного охлаждения верхнего высокого слоя покровной массы, представляющпй собой щелевой короб с направленным потоком воздуха; узел 10 иапесенпя посыпочного слоя с прямой проводкой полотпа; узел JI прикатки крупнозернисто посыпки с полупетлевым раеноложением полотна и прямой его проводкой, состоящий из двух иодъемных водоохлаждаемых барабано ; и расиоложенных под пими двух прикатпых механизмов, которые могут работать одиовреAieHHo плп раздельно; мпогобарабаппый узел J2 охлаждения готового матерпа.ла с nojjyпетлевым расноложеппем полотна, прямой его проводкой и водяным охлаждеппем барабанов и с вмонтированным в него устройством J3 дополнительного воздушного охлаждения, представляющим собой щелевой короб с соплами для направленного потока струи па материал; магазин М запаса готовой продукции, оснащенный устройством для дополнительного обдува навешанных (фиг. 3) н.чи расноложеппых воланом на ленте транспортера (фиг. 5) петель полотпа; узел 15 намотки рулопов; узел 16 упаковки рулонов; узел 17 проводки полотна по рабочим органам всей межмагазинной зоны, состоящий из двуцепного трансиортера 18 с приводной 19 п натяжной 20 станциями, футляра 21, в котором расположены паправляющие рельсы 22, па которых покоятся ролики 23 верхних п ппжиих ветвей цепей 24, и смоптированной на звеньях цепей скалки 25 с прорезью для зачалки полотна, несущими опорами 26 и фиксирующим скалку фиксатором 27, который ириводится в действие ири образовании полотна во время зачалки последнего. Приводпые барабапы п валпки всех узлов установки соединены с трансмиссией привода обгонными муфтами (на чертежах не ноказаны).
Установка работает следующим образом.
Бобина основы (картона) подается к узлу
1и устанавливается на нем цеховыми транспортирующими и грузоподъемпыми средствами (электротельфером, электрокарой и др.). Лепта основы вручную проводится через узе;1
2стыковки конца выработанной бобины с началом следующей и между валками плавающей и неподвижной рам магазина 3 запаса основы или укладывается воланом (фиг. 9) на ленте транснортера магазина. После этого иолотно заправляется в прорезь скалки 25 ироводящего узла 17. Скалка поворачивается оператором вручную для образования витка зачалки и фиксируется штоком фиксатора 27.
Включением электроиривода приводят в движеппе цепи 24 транспортера 18 и смонтироваппую на них скалку 25, которая, увлекая за собой иолотно, проводит его между разведенными рабочими органами всех узлов межмагазинной зоны. Да.11ее ио.штно извлекается из и заправляется в магазин заиаса готовой продукции и узел намотки. При проводке полотно, провисая, укладывается на нижний ряд рабочих органов узлов, но которым оно нроводится, для облегчения ироводкн эти рабочие органы вращаются. После проводки поочередпо опускают звенья узлов, несущих верхний ряд рабочих органов,
поднятых па время проводки полотна, образуя из пего полупетли для того, чтобы нолотпо при проводке прошло через все положеппые техиологнчсскпе операции, и только иебо.льшой кусок полотна, оставшпйся в виде
сухого картоиа, израсходовапный па зачалку, перед заправкой полотна в магазнн запаса отрывается.
Затем установка выводнтся на рабочий скоростной режпм. Машинное время нроводки невелпко. Обычно дл1Н)а межмагазпниой зоны соста(зляет 34-40 м, заправочная скорость 16 л1/мин, следовательно, время заправкн равно 2,5 мин.
При с.чучайпом обрыве, если его пельзя ликвидпровать склейкой, скалка подводится к месту обрыва i иолотпо проводится с помои;ью 11)оводип4его устройства.
Пос;1е ма1азииа 3 запаса основа (картон) проходит по рабоч 1М звеньям узла 4 предварительной подсушкн и насыщения картона битумной массой. Здесь картон иредварительно подсушивается и насыщается битумной массой за счет того, что одна его сторона прилегает к битумпому слою, которым смачивается разогретая поверхность барабанов. Барабаны примерно на /з своего диаметра окунаются в низкую ванночку. Температура поверхности барабанов несколько выше температуры битумной массы, что обесиечивает
отдачу всего тепла массы холодному картопу. Это прнвод гг к мгновенному испарению влаги из картона.
Внитываясь в картон, горячая битумная масса пснаряет влагу пз пор картона. Лучшему внедрению битума в картон способствует натяжение иолотна, которое образует битумный клин.
Далее нолотно поступает в проииточную вапну 5, а после пропитки проходит между
валками отжимных вальцов 6, которые сбрасывают с нолотна в ванпу избыток бнтумной массы.
Отжатое полотно направляется к узлу 7 допр01п-1тки, располагаясь нолупетлямп на пагретых барабанах и проводящих валиках этого узла. Контактируя с горячей поверхностью, полотно разогревается, его поры расшпряются п поглощают жпровые пятна, оставнщеся на нем после отжима на вальцах в.
С помощью узла 8 на полотно с двух сторон наносится покровный слой из битумной массы, отлично по характеристике и составу от ироииточиой. Величина верхнего слоя регулируется подъемом верхнего барабана, а величина нижнего слоя - установленным срезывающим ножом с возвратом избытка массы в ванну.
Верхний, обычно высокий, покровный слой, предварительно охлаждается узлом 9 воздушного охлаждения. В узле 10 наносится посыпочный слой на обе стороны полотна.
При выработке материала, требующего прикатки верхнего круинозернистого слоя посыпки, полотно проводится по рабочим органам узла /У. Прикатанное полотно поступает на узел 12 охлаждения готового материала. Барабаны охлаждаются водой и их поверхность, соприкасаясь с полотном, отбирает тепло с его нижней стороны. Верхняя сторона полотна охлаждается воздугиным обдувом из устройства 13.
Охлажденное полотно готового материала постуиает в магазии 14 запаса готовой продукции, где оно дополиительно обдувается воздухом. Обдувом пользуются в жаркое время года или в жарких районах страны. Па намоточном узле 15 образуется рулон готовой продукции заданной длины, который отрезается от полотна и поступает к узлу 16 упаковки рулона, где оборачивается упаковочной бумагой, на которую наклеивается этикетка либо наносится трафарет, характеризующий продукцию.
Предмет изобретения
Установка для производства рулонных кровельных и гидроизоляционных материалов, содержащая магазины основы и готовой продукции с размещенными между ними ванной с отжимными вальцами и узлами предварительной подсугики и насыщения, допропитки, нанесения покровного слоя, прнкатки и охлаждения, отличающаяся тем, что, с целью повышения качества материала, безопасности обслуживания и производительности устанопки, каждый из узлов межмагазинной зоны, соединенных между собой с помощью транспортера с гибким рабочим органом для проводки полотна, снабжен рамой со смонтированными на ней держателями валиков, выполненной с возможностью вертикального перемещения последних в межбарабанных пространствах каждого узла.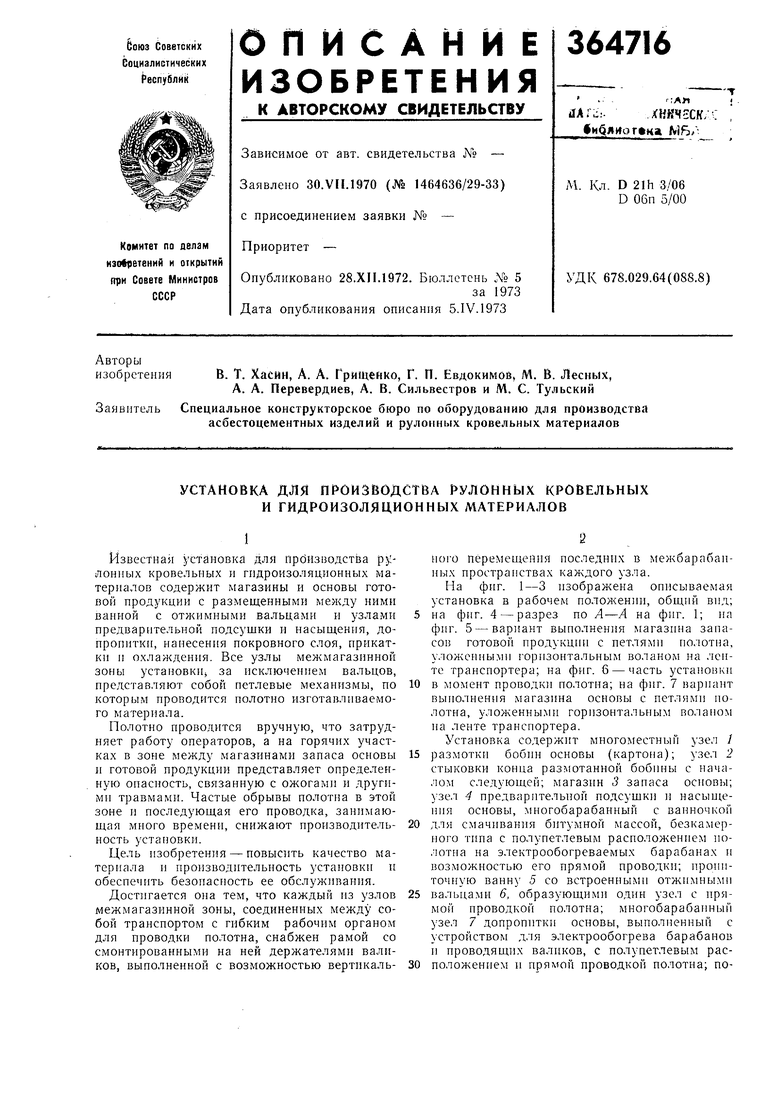


| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА РУБЕРОИДА | 1999 |
|
RU2165489C1 |
| Установка для производства рулонно-кровельных и гидроизоляционных материалов | 1980 |
|
SU1041165A1 |
| СПОСОБ ПОЛУЧЕНИЯ РУЛОННОГО, КРОВЕЛЬНОГО И ГИДРОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2002 |
|
RU2234577C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| РУЛОННЫЙ КРОВЕЛЬНЫЙ И ГИДРОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ "ЭКОФЛЕКС" И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2235817C2 |
| Способ изготовления рулонного кровельного материала | 1980 |
|
SU937576A1 |
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ ДВИЖУЩЕГОСЯ ПОЛОТНА ПОРИСТОГО МАТЕРИАЛА | 1972 |
|
SU348666A1 |
| Рулонный кровельный и гидроизоляционный материал | 1984 |
|
SU1384691A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| УСТАНОВКА ДЛЯ СУШКИ НАВИВНЫХ МИНЕРАЛОВАТНЫХЦИЛИНДРОВ | 1966 |
|
SU185747A1 |

Ji . 1 Jr--IT J И l 1
mm
IJL-JLJ
15 /5
w
° ib
Aid.
V,27
Б
Г
л
L
D
Б
. - X
or ь
26
.
Э
-1
4F4J:4F4J RJ 4F4J 4.
ti
а
