2 J
а ,3
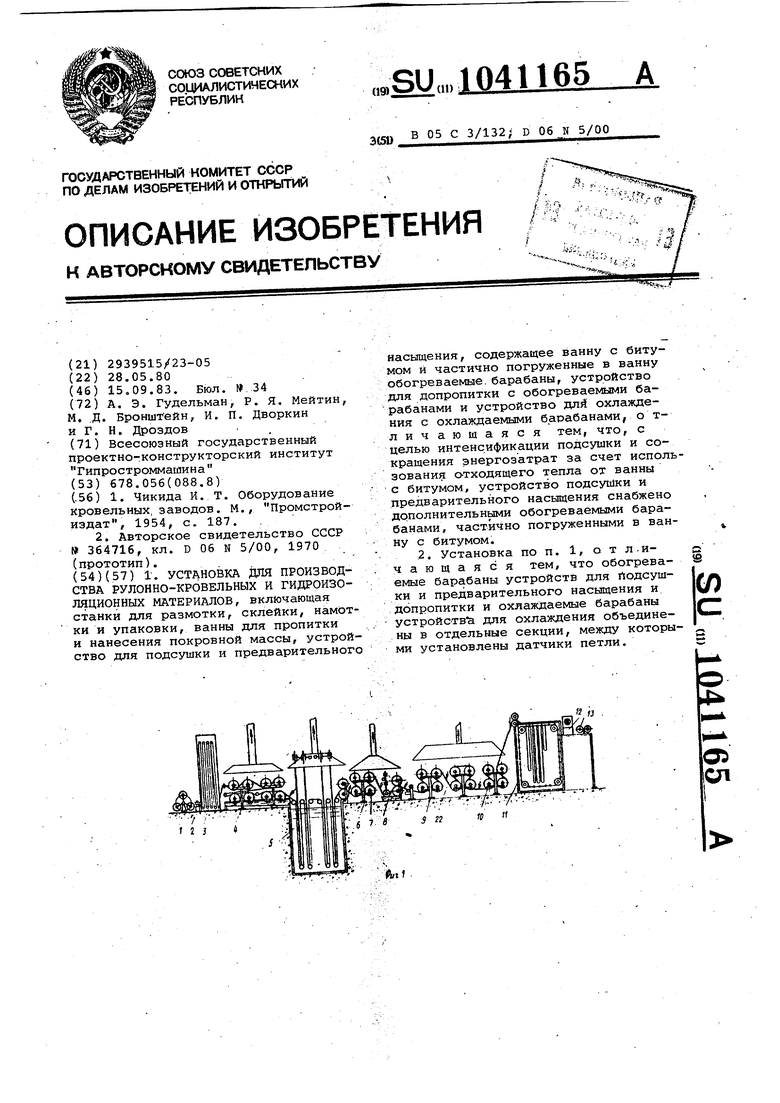
О) СП Изобретение относится к производ ству строительных материалов, а имен но к установкам для производства мягких рулонно-кровельных и гидроизоляционных материалов, в частности рубероида. Известна установка для производства рулонно-кр овельных и гидроизоляционных материалов, включающая станки для размотки, склейки и намотки, ванны для пропитки и: нанесения покровной массы с обогреваемыми отжимными валками на выходе, уст ройство для охлаждения с охлаждаемы ми барабанами, устройство для предварительного насыщения и устройство для допропитки 1 . В известной установке в конструк ции устройств для предварительного насы11ения допропитки отсутствуют обогреваемые барабаны, что не позво ляет получать материалы высокого ка чества. Наиболее близкой к изобретению по технической сущности и достигаемому результату является установка для производства рулонно-кровельных и. гидроизоляционных материалов, вклю чающая станки для размотки, склейки намотки и упаковки, ванны для пропитки и нанесения покровной массы, устройство для подсушки и предварительного насыщения, содержащее ванн с битумом и частично погруженные в ванну обогреваемые барабаны, устройство для допропитки с обогреваемьдми барабанами и устройство для охлажде ния с охлаждаемыми барабанами 2. К недостаткам известной установ;и относится расположение обогрева. и охлаждаемых барабанов в один ряд, что привойит к значительному увеличению длины установки, ухудшению условий обслуживания барабанов и использования поверхности барабанов для нагрева и охлаждения материала. Кроме того, использование в обогреваемых барабанах электронагревательных элементов, часто выходящих из , приводит к значительным потерям рабочего времени . при их замене, так как для смены электронагревателей приходится демонтировать весь барабан. Цель изобретения - интенсификация подсушки и сокращение энергозатрат за счет использования отходящего тепла от ванн с битумом. Поставленная цель достигается тем, что в установке для производства рулонно-кровельных и гидроизоля ционных материалов, включающей станки для размотки, склейки, намотки и удаковки, ванны для пропитки и нанесения покровной массы, устройство для подсушки и предварительного насыщения, содержащее ванну с битумом и частично погруженные в ванну обогреваемые барабаны, устройство для допропитки с обогреваемыми бара-i банами и устройство для охлаждения с охлаждаемыми барабанами, устройство для подсушки и предварительного насыщения снабжено дополнит.ельными обогреваемыми барабанами, частично погруженными в ванну с битумом. При этом обогреваемые барабаньа устройств для подсушки и предварительного нанесения и допропитки и охлаждаемые барабаны устройства для охлаждения объединены в отдельные секции, между которыми установлены датчики петли. На фиг. 1 схематически изображена установка, общий вид; на фиг. 2 отдельная секция из четырех барабанов с-приводом, вид спереди; на фиг. 3 - то же, вид сбоку; на фиг. 4 то же, вид сверху; на фиг. 5 - кинематическая схема привода; на фиг. 6устройство- для подсушки и предвари/тельного насыщения из секций с .единым приводом/ на фиг. 7 - барабан со сменным элементом для обогрева; на фиг. 8 - то же, для подачи и отвода воды. Установка включает станок для размотки 1, станок для склейки 2, магазин запаса основы 3, устройство для подсушки и предварительного насыщения 4, ванну для пропитки 5, у стройство для допропитки 6 с обогреваемыми барабанами 7, ванну для нанесения покровной массы 8, устройство для охлаждения 9 с охлаждаемыми барабанами 10, магазин запаса готовой продукции 11, станок для намотки 12 и станок для упаковки 13. Устройство для подсушки ипредварительного насыщения 4 содержит ванну 14 с битумом, в которую частично погружены обогреваемые барабаны 15, Над последними смонтированы дополнительные обогреваемые барабаны 16. Обогреваемые барабаны 15 и 16 устройства для подсушки и предварительного насыщения 6, обогреваемые барабаны 7 устройства для допропитки 6 и охлаждаемне барабаны 10 устройства для охлаждения 9 объединены в отдельные секции. Каждая отдельная секция включает раму 17, четыре барабана и привод с электродвигателем 18, редуктором 19, четырьмя коническими редукторами 20 и коробкой переач 21, при помощи которой передают вращение барабанам, расположенным на двух ярусах. Между отдельными секциями установлены датчики петли 22, обеспечивающие полное прилегаиз материала к поверхности барабанов и синхронное переиещение-(41атерила по всем устройствам. Датчики етли выполнены в виде качающихся оликов, установленных шарнирно на
двух кронштейнах, соединенных с элек рическим датчиком (не показаны).
Устройство для подсушки и предварительного насыщения включает две отдельные секции, объединенные одним приводом, и стойки 23 и 24 с отклоняющими роликами. Ролики и барабаны объединены одним заправочным устройством. Данная компоновка позволяет использовать обогреваемые барабаны 16 верхнего яруса для подсушки материала, а обогреваемые барабаны 15 нижнего яруса - для предварительного насыщения материала битумом. При этом отходящее тепло от ванны 14 с битумом также используется для под-, сушки, уменьшая расход энергии для подогрева барабанов верхнего яруса. В обогреваемых барабанах установлены нагревательные элементы 25, собранные из электронагревателей типа ТЭН. е
Устройство для охлаждения 9 включает три отдельные секции, объединенные одним приводом, и приспособления для нанесения посыпки и заправки материала.. Охлаждаемые барабаны 10 устройства снабжены элементами 26 для подвода и отвода охлаждающей воды. Элементы 26 выполнены таким образом, что занимают большую часть емкости охлаждаемого барабана 10, оставляя небольшой объем для воды. Этим облегчается масса вращающихся частей барабанов, что в свою очередь понижает необходимую для привода мощность. На валах 27 барабанов свободно насажена звездочка 28 для цепи механизма заправки.
Установка работает следующим образом.
Разматываемый с рулона, укрепленного на пинолях (не показаны) станка для размотки 1, материал прдходит через станок для склейки 2, магазин запаса основы 3 и направляется на обогреваемые барабаны 15 и 16 устройства для подсушки и предварительного насывдения 4, где с материала удаляют избыточную влагу и воздушные включения. Затем материал направляют в ванну для пропитки 5, откуда его вытягивают тянульными вальцами (не показаны), которые также удаляют избыток битумной массы из материала. В устройстве допропитки 6 осуществляют закрепление пропиточной массы на материале, который направляют затем в ванну для нанесения покровной массы 8. В устройстве для охлаждения 9 с двух сторон на пропитанный материал наносят слой по сыпки и производят охлаждение готовой продукции. Охлаждаемые барабаны 10 устройства 9 кроме охлаждения вдавливанием укрепляют посыпку на поверхности пропитанного материала. С помощью валков подачи и петлеобразования (не показаны) магазина запаса готовой продукции 11 образуют
0 петли, перемещаемые цепным конвейером по каркасу магазина. При этом осуществляют дальнейшее охлаждение готовой продукции и создают запас для непрерывной работы станка для
5 намотки 12. На станке для намотки 12 обработанный материал сматывают в рулоны по 10, 15 или 20 м и сталкивают на валки наката (не показаны) станка для упаковки 13, где рулоны
0 материалазаматывают бумагой, на к.отррую предварительно наносят этикетку с указанием всех параметров продукции.
Для склеивания конца размотанного
5 рулона материала с началом вновь закрепленного на очередной позиции станка для размотки 1 рулона подъемом тележки (не показана) магазина запаса основы 3 создают необходимый
0 запас для безостановочной работы установки и производят склеивание на станке для склейки 2. После склеивания набранный запас материала выбирают полностью и направляют на
5 устройство для подсушки и предварительного насыщения 4. В случае обры|Ва материала склеивание производят Вручную битумом. При этом скорость прохождения материала уменьшают до прохождения стыка через все бараба0ны установки, после чего .работу производят на рабочей скорости.
При прохождении,материала через датчик петли 22 в зависимости от изменения скоростей на соседних сек5циях барабанов датчик петли поднимается или опускается, направляя при этом сигнал приводу для соответствующего изменения числа оборотов барабанов. Использование датчика
0 петли позволяет более эффективно использовать охлаждаемые барабаны и уменьшить расход воды.
Использование данного изобретения обеспечит экономный расход энер5гии и улучшит условия эксплуатации установки.
, . , -.. -t .. «.°r,-: в ,-., e;, (i/z.2Фт.З n
b-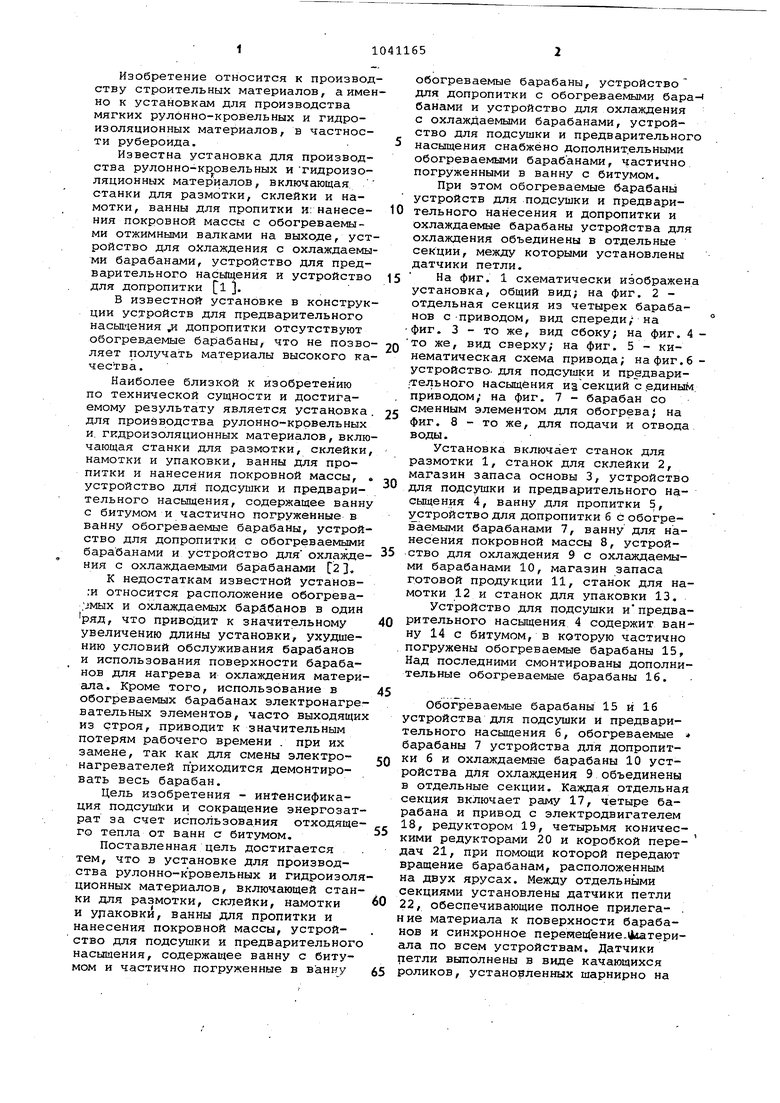

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА РУЛОННЫХ КРОВЕЛЬНЫХ И ГИДРОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ | 1973 |
|
SU364716A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА РУБЕРОИДА | 1999 |
|
RU2165489C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНОЛЕУМА | 2000 |
|
RU2171324C1 |
| Поточная линия для производства рулонного материала | 1980 |
|
SU990912A1 |
| Линия "Контакт-3" для производства линолеума | 1989 |
|
SU1684376A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРЕПРЕГА | 2008 |
|
RU2392285C1 |
| СОСТАВ ДЛЯ НАНЕСЕНИЯ ФТОРПОЛИМЕРНОГО ПОКРЫТИЯ НА ПОЛИИМИДНУЮ ПЛЕНКУ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СОСТАВА НА ПОЛИИМИДНУЮ ПЛЕНКУ | 2011 |
|
RU2503691C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОЙ ЛЕНТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2141385C1 |
| Устройство для пропитки ленточного материала | 1980 |
|
SU882635A1 |
| Линия для производства линолеума | 1985 |
|
SU1361215A1 |

1. УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА РУЛОННО-КРОВЕЛЬНЫХ И ГИДРОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ, включающая станки для размотки, склейки, намотки и упаковки, ванны для пропитки и нанесения покровной массы, устройство для подсушки и предварительного ,.Jf насыщения, содержащее ванну с битумом и частично погруженные в ванну обогреваемые, барабаны, устройство для допропитки с обогреваемыми барабанами и устройство дли охлаждения с охлаждаемыми барабанами, отличающаяся тем, что, с целью интенсификации подсушки и сокращения энергозатрат за счет использования о-тходящего тепла от ванны с битумом, устройство подсушки и предварительного насыщения снабжено дополнительными обогреваемыми барабанами, частично погруженными в ванну с битумом. 2. Установка по п. 1, о т л-и® чающаяся тем, что обогреваемые барабаны устройств для ЛодсушСО ки и предварительного насыщения и допропитки и охлаждаемые барабаны - устройств для охлаждения объединены в отдельные секции, между которыми установлены датчики петли.