1
Изобретение относится к области производства свинцовых аккумуляторов и может быть использовано в автоматических поточных линиях на аккумуляторных заводах.
Известны автоматические устройства для набора блока электродов свиицовых аккумуляторов, содержащие питатели электродов и сепараторов, сборочный транспортер с каретками, стопировщик и 1привод с программным управлением.
Однако -промышленного -применения известные устройства не находят из-за невозможности механизации последующей операции СО-единения бориов и мостиков с ущками электродов.
Цель изобретения заклю-чается в том, чтобы наряду с процессами автоматической сборки сепарированных блоков, обеспечить зачистку ушков аккумуляторных -пластин, обработку их флюсом и выдачу полностью скомплектованного блока для последующей заливки ушков сплавом с одновременным формированием мостика и бОрна.
Одновременно данное устройство позволит резко поднять производительность труда на операциях сборки, высвободить из вредных цехов аккумуляторных заводов зна-чительную часть работающих, сократить производственные площади и повысить культуру производства на участках сборки блоков.
Это достигается тем, что питатели электродов снабжены узлами зачистки ущ-ков, выполненными в виде каретки с двумя расположен«ыми одна над другой фрезами и установленными перед ними раздвижными роликами, прижимного консольного бащмака с зубчатым.и рейками и транспортирующих штанг, связанных между собой двумя рычагами- и планкой и с зубчатыми рейками через щестерню.
А для покрытия зачищенных ушков флюсом имеются соответствующие узлы в виде емкости для флюса и двух щеток, сориентированньгх ворсом вовнутрь, которые юшематически связаны при помощи кони-ра с транспортируЮЩими штангами.
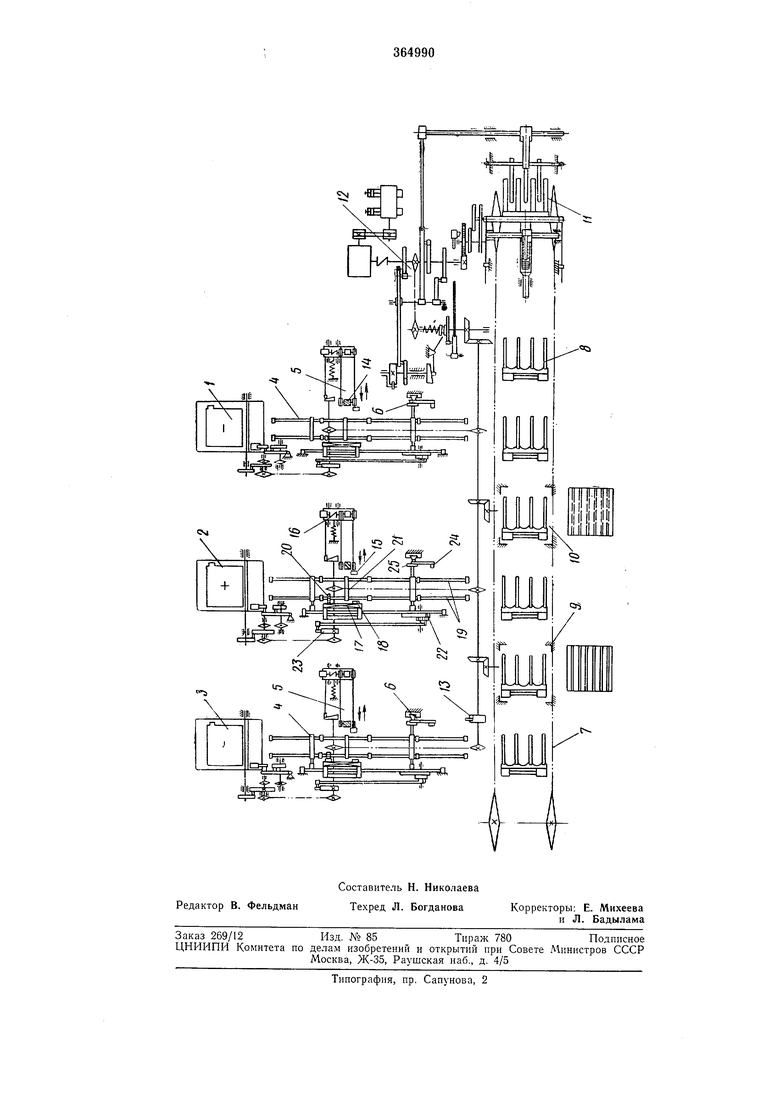
На чертеже изображена принципиаль}1ая схема автоматического устройства для набора блока электродов с сепараторами свинцового аккумулятора.
Устройство содержит питатели /-3 пластин, транспортеры 4 пластин, узлы 5 зачистки ушков пластин, узлы 6 обработки зачищенных ущков флюсом, сборочный транспортер 7 с каретками 5, питатели сепараторов 9, 10, стопировщик 11 и привод 12.
Автоматическое устройство работает следующим образом. Электроды и сепараторы стопами загрул ают в питатели, прп этом в питатель 1 загружаются отрицательные электроды, в питатель 2 - положительные электроды, в питатель 3 - дополнительные крайние отрицательные электроды, в питатель 9 - сепараторы ребрами вверх и в питатель 10-селараторы ребр-ами вниз.
В начале сборки очередного блока электроды и сепараторы подаются на каретки 8 сборочного транспортера 7, причем электроды подаются с помощью транспортера 4, а сепараторы непосредственно из питателей 9 и 10.
Одновременно питатели / - 5 электродов выдают очередные пластины на транслартеры 4.
Шаго-вое перемещение каретки сборочного транспортера от транспортера питателя 3 до транспортера иитателя ) обеспечивает лодборку первого лакета блока, состоящего из дополнительного (крайнего) отрицательного электрода, сепаратора, положительного электрода, сепаратора, отрицательного электрода.
При лодборке последующих пакетов блока питатель 3 со своим транспортером с помощью однооборотной муфты 13 выключается из работы до момента начала сборки очередного блока. При этом последующие пакеты для доукомплектования блока подбираются из сепаратора, положительного электрода, сепаратора, отрицательного электрода.
Цикл сборки очередного блока повторяется аналогично описанному по сигналу програм,много устройства привода 12. Программное устройство настраивается в зависимости от схемы сборки блОКа.
В период перемещения электродов транспортером 4 по направлению к кареткам сборочного транспортера узел 5 с помощью фрез производит зачистку ущков пластин от окисных и сульфатных пленок, а узел 6 - обработку их флюсом для предохранения от возможного последующего окисления.
В узле зачистки ущков имеются две вращающиеся фрезы 14, смонтированные на рычагах. На этих же рычагах установлены рояики в виде цилиндрических валиков 15. Валики р.азжимаются ущком электрода при движении каретки 16 в сторону электрода, в результате чего фрезы самоустанавливаются по толщине ущка. В момент зачистки ущка электрод зажимается консольным бащмаком 17. На концах этого бащмака установлены зубчатые рейки 18, которые при подъеме и опускании консольного бащмака разворачива,ют одну из транспортирующих щтанг 19 через закрепленную на ней шестерню 20. Вторая щтанга разворачивается с помощью параллелограммного механизма 21, состоящего из двух щарнирно соединенных рычагов и
планки, который связывает обе щтанги. Консольный бащмак приводится в движение от общего привода через щестеренчато-реечный механизм 22 и кулачковый механизм 23. Обработка ущков флюсом производится
щетками 24, которые периодически опускаются в емкость с флюсом (на чертеже не показана). Движение щеткам сообщается от транспортирующих щтанг копиром 25, закрепленным на одной из них.
Сборка блоков из подобранных , пакетов обеспечивается в стопировщике // путем последовательной подачи их согласно принятой. схеме. Собранный с кареток 8 сборочного транспортера 7 блок из стопировщика может быть передан на автомат заливки ущков сплавом с одновременным формированием мостика и борна.
Предмет изобретения
1. Автоматическое устройство для набора блока электродов с сепараторами свинцового аккумулятора, содержащее станину, на которой размещены сборочный транспортер с каретками, питатели электродов и сепараторов, стопировщик № привод с программным упрВвлением, отличающееся тем, что, с целью подготовки ущков электродов для соединения между собой и мостиком борна, питатели
электродов снабжены узлами зачистки ущков, выполненными в виде каретки с двумя расположенными- одна над другой фрезами и установленными перед ними раздвижными роликами, прижимного консольного бащмака с
зубчатыми рейками и транспортирующих щтанг, Связанных .между собой двумя рычагами и планкой и с зубчатыми рейками через щестерню, и узлами покрытия ущков электродов флюсом.
2. Автоматическое устройство по п. 1, отли.чающееся тем, что, с целью (предохранения зачищенных поверхностей ущек от окисления, узел покрытия ущков флюсом выполнен в виде ем|кост1и для флюса и двух щеток, сориентированных ворсом вовнутрь и кинематически связанных с транспортирующими щтангами при помощи копира.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для набора блока электродов свинцового аккумулятора | 1977 |
|
SU675492A1 |
| Устройство для зачистки кромок электродов свинцовых аккумуляторов | 1977 |
|
SU678560A1 |
| ЩЕЛОЧНОЙ АККУМУЛЯТОР | 1969 |
|
SU240063A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ СДВОЕННЫХ ПЛАСТИН СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ | 1966 |
|
SU182776A1 |
| Способ изготовления блока электродов свинцового аккумулятора | 1977 |
|
SU661662A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ | 1970 |
|
SU269229A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ОСНАЩЕНИЯ КОРПУСА АВТОМОБИЛЬНОЙ АККУМУЛЯТОРНОЙ БАТАРЕИ | 2010 |
|
RU2530008C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНОГО КАМНЯ | 1971 |
|
SU428946A1 |
| Автоматизированная поточная линия для сборки и сварки колес из двух заготовок | 1981 |
|
SU1229000A1 |
| Устройство для транспортирования деталей | 1981 |
|
SU996169A1 |