Изобретение относится к сварке, а именно к конструкции автоматизированной поточной линии для сборки и сварки колес из двух заготовок, преимущественно гусеничных машин.,
Целью изобретения является повышение производительности путем сокращения межоперационного времени.
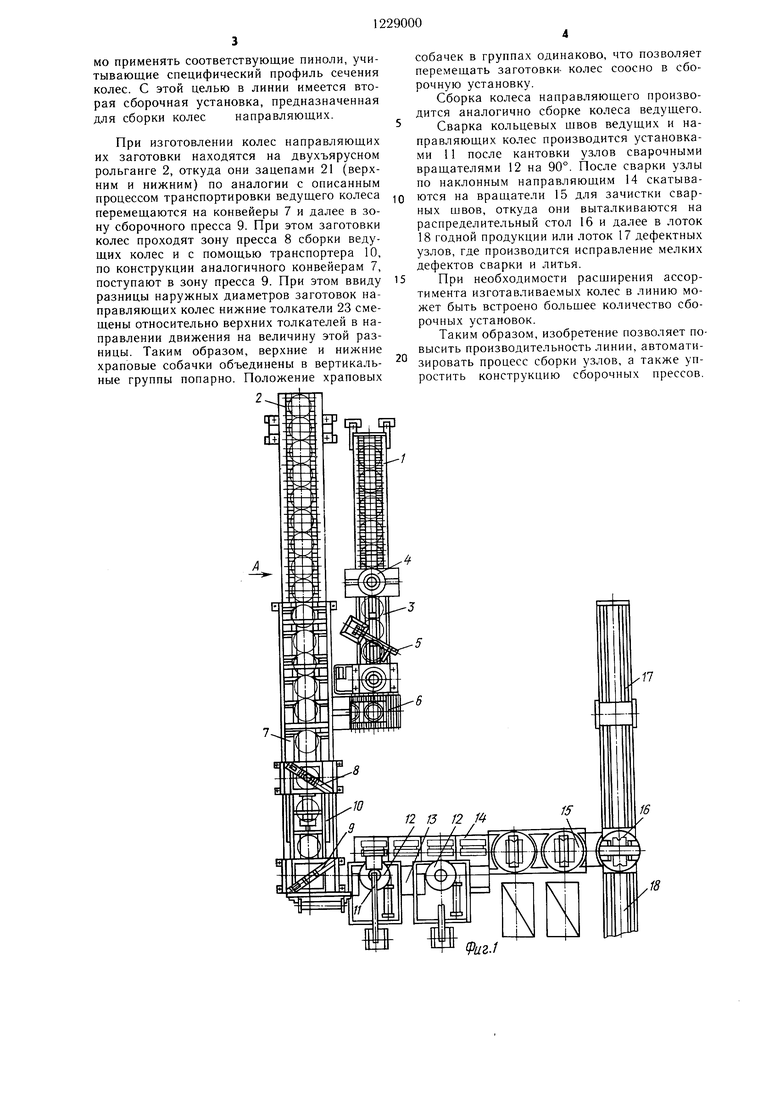
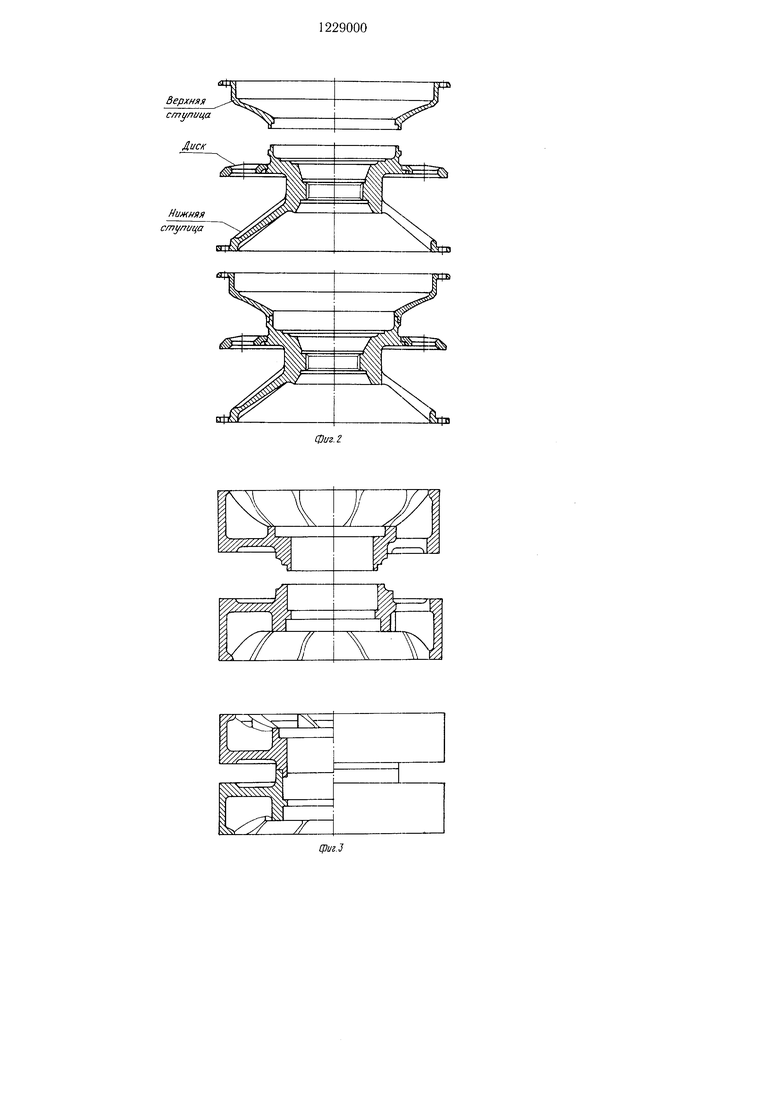
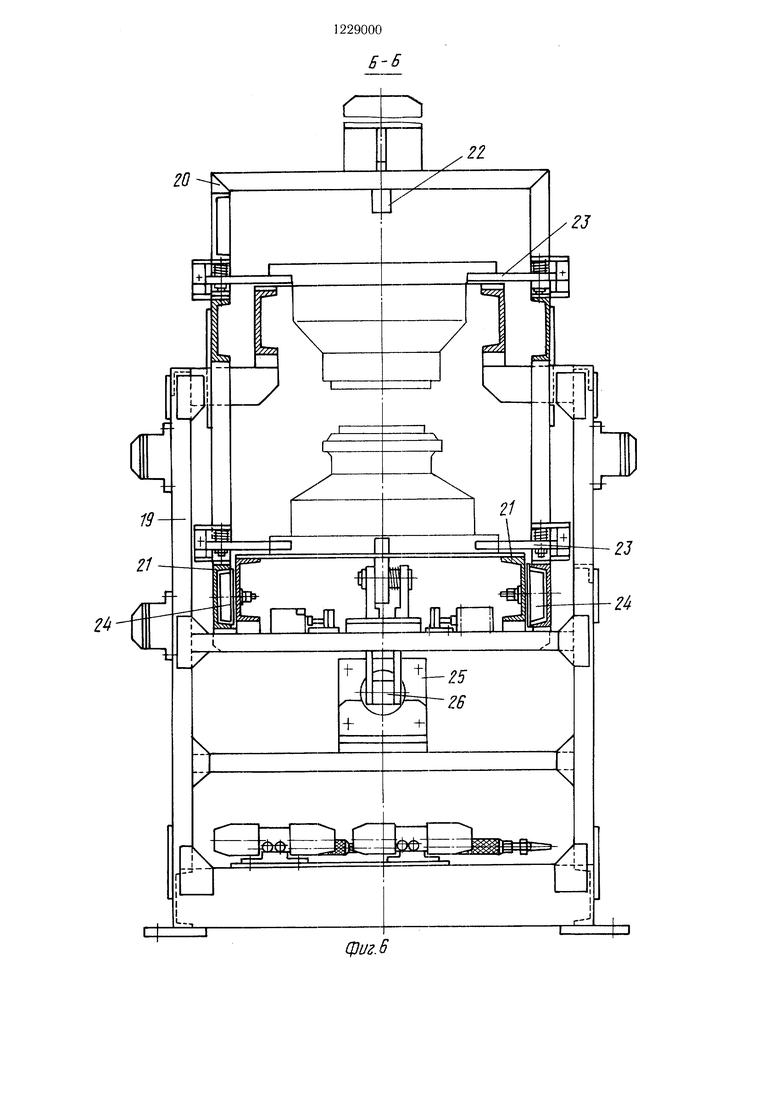
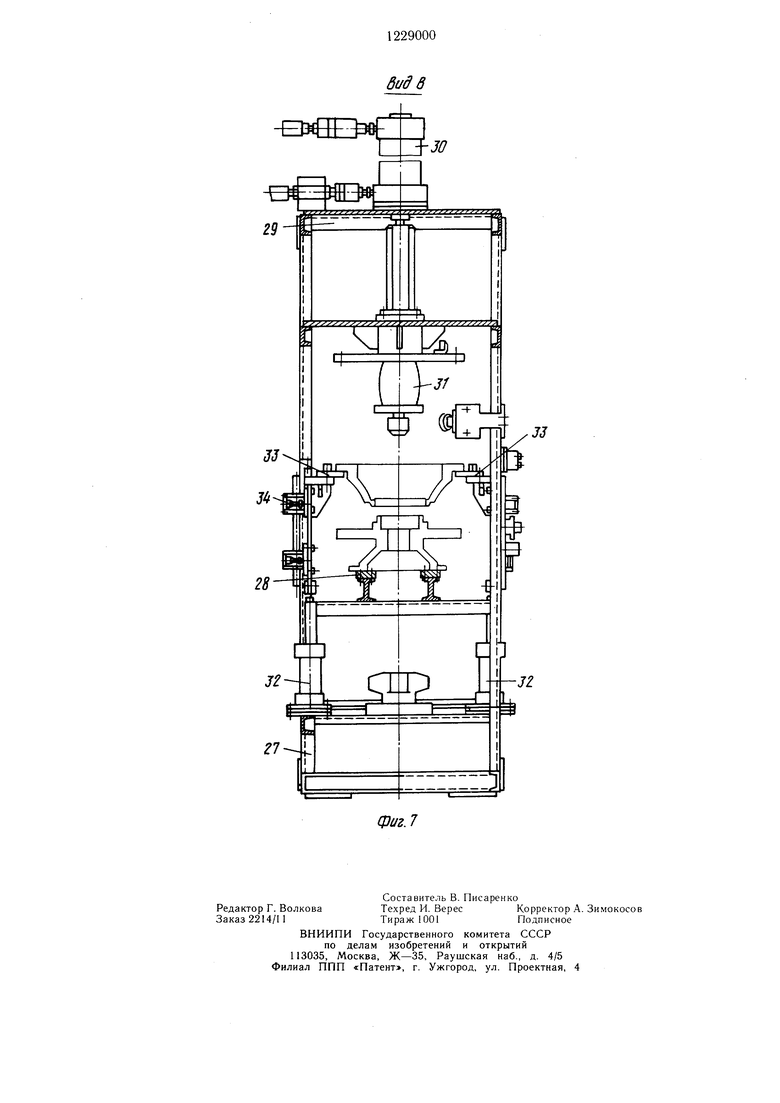
На фиг. 1 показана автоматизированная поточная линия для сборки и сварки из О двух заготовок колес, вид сверху; на фиг. 2 - ведущее колесо в положении перед сборкой и в сборе; на фиг. 3 - направляющее колесо в положении перед сборкой и в сборе; на фиг. 4 - вид А на фиг. 1; на фиг. 5 - то же, вид сверху; на фиг. 6 - сечепие Б-Б на фиг. 4; на фиг. 7 - вид В па фиг. 4.
Линия состоит из следующих основных участков с установленным согласно технологическому процессу оборудование.м.
Участок сборки содержит наклонный рольганг 1, двухъярусный наклонный рольганг 2, штанговый транспортер 3, устройство 4 для поштучной выдачи дисков ведущих колес, сварочную установку 5 для приварки диска к ступице, передающий механизм 6,
Линия работает следующим образом.
При изготовлении ведущих колес заготов ки колес с рольганга 1 поступают на штанговый конвейер 3 на первую его позицию, где устройство 4 для поштучной выдачи производит сборку диска со ступицей. На следующей позиции сварочная установка 5 производит приварку диска к ступице, после чего передающий механизм 6 сталкивает ступицу па нижний конвейер 7.
Одновременно с верхнего наклонного рольганга 2 на верхний конвейер 7 поступает вторая заготовка колеса вeдyпJ.eгo. При этом зацеп 22 захватывает заготовку колеса, а пневмоцилиндр 25 толкателем 26 воздействует на каркас 20, который с помощью сво- 15 их направляющих швеллеров 21 взаимодействует с роликами 24 и перетаскивает заготовку колеса на нижний конвейер 7. При обратном ходе штока цилиндра 25 храповые собачки 23 отворачиваются и зани.мают исходное положение и при следующем рабочем ходе штока цилиндра перемещают за- готвку па шаг конвейера.
Заготовки колеса, располагаясь соосно на различных конвейерах 7, перемещаются синхронно, сохраняя это положение. В таком же
конвейеры 7, гидравлический пресс 8 для 25 заготовки колес поступают в зону сборки ведущих колес гидравлическим прес-сборочного гидравлического пресса 8, одна
заготовка попадает на неподвижную площадку траверсы 28, являющуюся продолжесом 9 для сборки направляющих колес, транспортер 10.
Участок сварки содержит сварочную установку 11 и сварочный вращатель 12 для сварки колес, штанговый конвейер 13 и подъемные наклонные направляюн ие 14.
Участок зачистки содержит вращатель 15 для зачистки сварных швов.
Участок контроля содержит распределительный стол 16, лоток 17 для дефектных колес и лоток 18 для готовых колес.
Конвейеры 7 содержат металлоконструкцию 19, коробчатый каркас 20 с направ- ,ими швеллерами 21, зацепами 22 и гуппами горизонтальных храповых собачек 23 одностороннего действия, закрепленными 40 соосно друг другу по вертикали на соединенных между собой щтангах над несущими плоскостями конвейера, ролики 24, закрепленные на металлоконструкции 19, и силовой цилиндр 25 с толкателем 26.
Конвейеры 7 для каждой из заготовок 5 колес расположены в одной плоскости, перпендикулярной основанию.
нием плоскости нижнего конвейера 7, а 2Q другая заготовка попадает на площадку 33, являющуюся продолжением плоскости верхнего конвейера 7. При выполнении операции сборки колес автоматически или по команде оператора срабатывает главный цилиндр 30, который пуансоном 31 вводит в внутрен- 25 ние расточки заготовок колес, центрирует их, одновре.менно прижимая их друг к другу и производит сборку колеса. При этом пло- пдадка 33, закрепленная на штоках пневмо- цилиндров 32, перемещается вниз, так как пневмоцилиндры 32 при этом стравливают воздух. Штоки при этом перемещаются по роликам 34. После завершения операции сборки площадка 33 уходит еще несколько ниже, а транспортер 10 вытаскивает соб- ра.нное колесо из пресса. В следующий момент пневмоцилиндры 32 срабатывают на обратный ход и возвращают площадку 33 в исходное положение. При этом главный цилиндр 30 возвращается в исходное положение после сборки колеса. Далее транспортер 10 по одному ярусу перемещает собранное 5Q ведущее колесо в зону пресса 9, откуда оно штанговым конвейером 13 транспортируется в зону сварочных вращателей 12 и сварочных установок 11 для сварки кольцевого шва колеса.
Сварочные прессы 8 и 9 содержат вертикальную станину 27, встроенную в металлоконструкцию конвейера 19. Траверса 28 расположена на уровне нижнего конвейера. Верхняя траверса 29, главный силовой цилиндр 30 с пуансоном 31 и два нижних цилиндра 32, на штоках которых закрепнием плоскости нижнего конвейера 7, а 2Q другая заготовка попадает на площадку 33, являющуюся продолжением плоскости верхнего конвейера 7. При выполнении операции сборки колес автоматически или по команде оператора срабатывает главный цилиндр 30, который пуансоном 31 вводит в внутрен- 25 ние расточки заготовок колес, центрирует их, одновре.менно прижимая их друг к другу и производит сборку колеса. При этом пло- пдадка 33, закрепленная на штоках пневмо- цилиндров 32, перемещается вниз, так как пневмоцилиндры 32 при этом стравливают воздух. Штоки при этом перемещаются по роликам 34. После завершения операции сборки площадка 33 уходит еще несколько ниже, а транспортер 10 вытаскивает соб- ра.нное колесо из пресса. В следующий момент пневмоцилиндры 32 срабатывают на обратный ход и возвращают площадку 33 в исходное положение. При этом главный цилиндр 30 возвращается в исходное положение после сборки колеса. Далее транспортер 10 по одному ярусу перемещает собранное 5Q ведущее колесо в зону пресса 9, откуда оно штанговым конвейером 13 транспортируется в зону сварочных вращателей 12 и сварочных установок 11 для сварки кольцевого шва колеса.
Линия предназначена также для сборки
лена площадка 33, являются продолжением 55 и сварки колес направляющих, имеющих
верхнего конвейера 7. Перемещение штоков осуществляется по направляющим роликам 34.
другой профиль внутренней расточки. Поскольку автоматическая сборка - операция точная, то для сборки разных колес необходи
Линия работает следующим образом.
При изготовлении ведущих колес заготов ки колес с рольганга 1 поступают на штанговый конвейер 3 на первую его позицию, где устройство 4 для поштучной выдачи производит сборку диска со ступицей. На следующей позиции сварочная установка 5 производит приварку диска к ступице, после чего передающий механизм 6 сталкивает ступицу па нижний конвейер 7.
Одновременно с верхнего наклонного рольганга 2 на верхний конвейер 7 поступает вторая заготовка колеса вeдyпJ.eгo. При этом зацеп 22 захватывает заготовку колеса, а пневмоцилиндр 25 толкателем 26 воздействует на каркас 20, который с помощью сво- 5 их направляющих швеллеров 21 взаимодействует с роликами 24 и перетаскивает заготовку колеса на нижний конвейер 7. При обратном ходе штока цилиндра 25 храповые собачки 23 отворачиваются и зани.мают исходное положение и при следующем рабочем ходе штока цилиндра перемещают за- готвку па шаг конвейера.
Заготовки колеса, располагаясь соосно на различных конвейерах 7, перемещаются синхронно, сохраняя это положение. В таком же
5 заготовки колес поступают в зону сборочного гидравлического пресса 8, одна
нием плоскости нижнего конвейера 7, а другая заготовка попадает на площадку 33, являющуюся продолжением плоскости верхнего конвейера 7. При выполнении операции сборки колес автоматически или по команде оператора срабатывает главный цилиндр 30, который пуансоном 31 вводит в внутрен- ние расточки заготовок колес, центрирует их, одновре.менно прижимая их друг к другу и производит сборку колеса. При этом пло- пдадка 33, закрепленная на штоках пневмо- цилиндров 32, перемещается вниз, так как пневмоцилиндры 32 при этом стравливают воздух. Штоки при этом перемещаются по роликам 34. После завершения операции сборки площадка 33 уходит еще несколько ниже, а транспортер 10 вытаскивает соб- ра.нное колесо из пресса. В следующий момент пневмоцилиндры 32 срабатывают на обратный ход и возвращают площадку 33 в исходное положение. При этом главный цилиндр 30 возвращается в исходное положение после сборки колеса. Далее транспортер 10 по одному ярусу перемещает собранное ведущее колесо в зону пресса 9, откуда оно штанговым конвейером 13 транспортируется в зону сварочных вращателей 12 и сварочных установок 11 для сварки кольцевого шва колеса.
Линия предназначена также для сборки
другой профиль внутренней расточки. Поскольку автоматическая сборка - операция точная, то для сборки разных колес необходи
МО применять соответствующие пиноли, учитывающие специфический профиль сечения колес. С этой целью в линии имеется вторая сборочная установка, предназначенная для сборки колес направляющих.
При изготовлении колес направляющих их заготовки находятся на двухъярусном рольганге 2, откуда они зацепами 21 (верхним и нижним) по аналогии с описанным процессом транспортировки ведущего колеса перемещаются на конвейеры 7 и далее в зону сборочного пресса 9. При этом заготовки колес проходят зону пресса 8 сборки ведущих колес и с помощью транспортера 10, по конструкции аналогичного конвейерам 7, поступают в зону пресса 9. При этом ввиду разницы наружных диаметров заготовок направляющих колес нижние толкатели 23 смещены относительно верхних толкателей в направлении движения на величину этой разницы. Таким образом, верхние и нижние храповые собачки объединены в вертикальные группы попарно. Положение храповых
2
5
0
собачек в группах одинаково, что позволяет перемещать заготовки- колес соосно в сборочную установку.
Сборка колеса направляющего производится аналогично сборке колеса ведущего.
Сварка кольцевых щвов ведущих и направляющих колес производится установками 11 после кантовки узлов сварочными вращателями 12 на 90°. После сварки узлы по наклонным направляющим 14 скатываются на вращатели 15 для зачистки сварных швов, откуда они выталкиваются на распределительный стол 16 и далее в лоток 18 годной продукции или лоток 17 дефектных узлов, где производится исправление мелких дефектов сварки и литья.
При необходимости расщирения ассортимента изготавливаемых колес в линию может быть встроено больщее количество сборочных установок.
Таким образом, изобретение позволяет повысить производительность линии, автоматизировать процесс сборки узлов, а также упростить конструкцию сборочных прессов.
Й/г./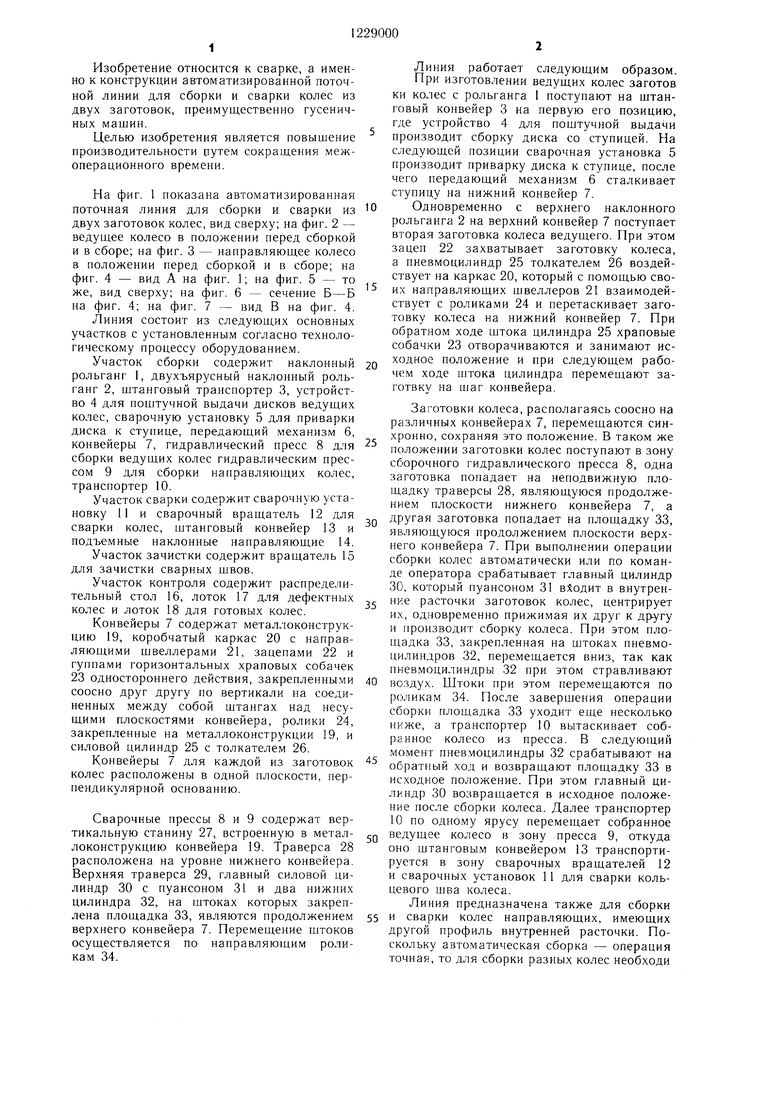
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Вертикально-сборочный пресс | 1982 |
|
SU1082605A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| Устройство для хранения и подачи заготовок протекторов к сборочному барабану | 1983 |
|
SU1102683A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА СВАРНБ1Х ДВУХШОВНЫХ ТРУБ | 1964 |
|
SU166295A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| Шагающий конвейер | 1980 |
|
SU905167A1 |
| Устройство для поштучной выдачи цилиндрических деталей | 1980 |
|
SU937291A1 |
27
7 /Л
гЗ 7
фиг Л
25 2 2Z
фЦ2.5
В-6
фиг. 6
Редактор Г. Волкова Заказ 2214/11
Составитель В. Писаренко
Техред И. ВересКорректор А. Зимокосов
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская каб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
фиг. 7
| Севбо П | |||
| Н | |||
| Конструирование и расчет механического сварочного оборудования | |||
| Киев: Наукова думка, 1978, с | |||
| Дровопильное устройство | 1921 |
|
SU302A1 |
| Двухколейная подвесная дорога | 1919 |
|
SU151A1 |
| Гитлевич А | |||
| Д | |||
| и др | |||
| Механизация и автоматизация сварочного производства | |||
| М.: Машиностроение, 1979, с | |||
| Способ нагрева эквипотенциального катода в электронных вакуумных реле | 1921 |
|
SU266A1 |
| Переносный кухонный очаг | 1919 |
|
SU180A1 |
