1
Изобретение относится к индустриальному изготовлению изделий (бордюра, ступеней, накрывочных камней,,л,и др.) из высокопрочного камня, например гранита.
Известна поточная линия для обработки заготовок, включающая рабочий инструмент, транспортеры и привод.
Однако известная поточная линия мало эффективна в работе и имеет низкий к. п. д.
Цель изобретения - повысить механизацию обработки заготовок и к.п.д.
Достигается это тем, что предлагаемая поточная линия выполнена с огневыми боксами для обработки продольных и торцовых граней заготовок, внутри которых установлены с возможностью перемещения и фиксации газоструйные горелки, имеющие систему обраной электрической связи с установленными в линии органами контроля процесса обработки, и лотки для удаления щлама, причем огневой бокс для обработки торцовых граней заготовок выполнен с приводным рольгангом, над которым установлена рама со смонтированными на ней подвижной и неподвижной каретками, на которых установлены с возможиостью перемещения по вертикали горелки, а лоток для удаления щлама установлен под приводным рольгангом.
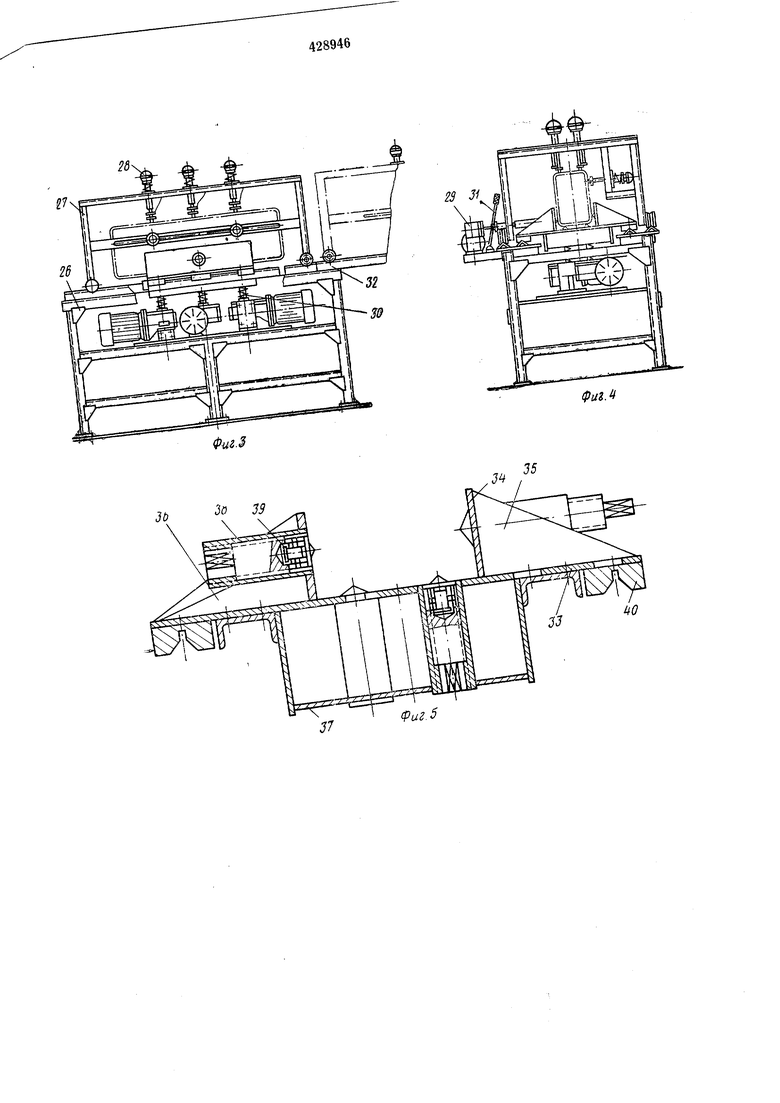
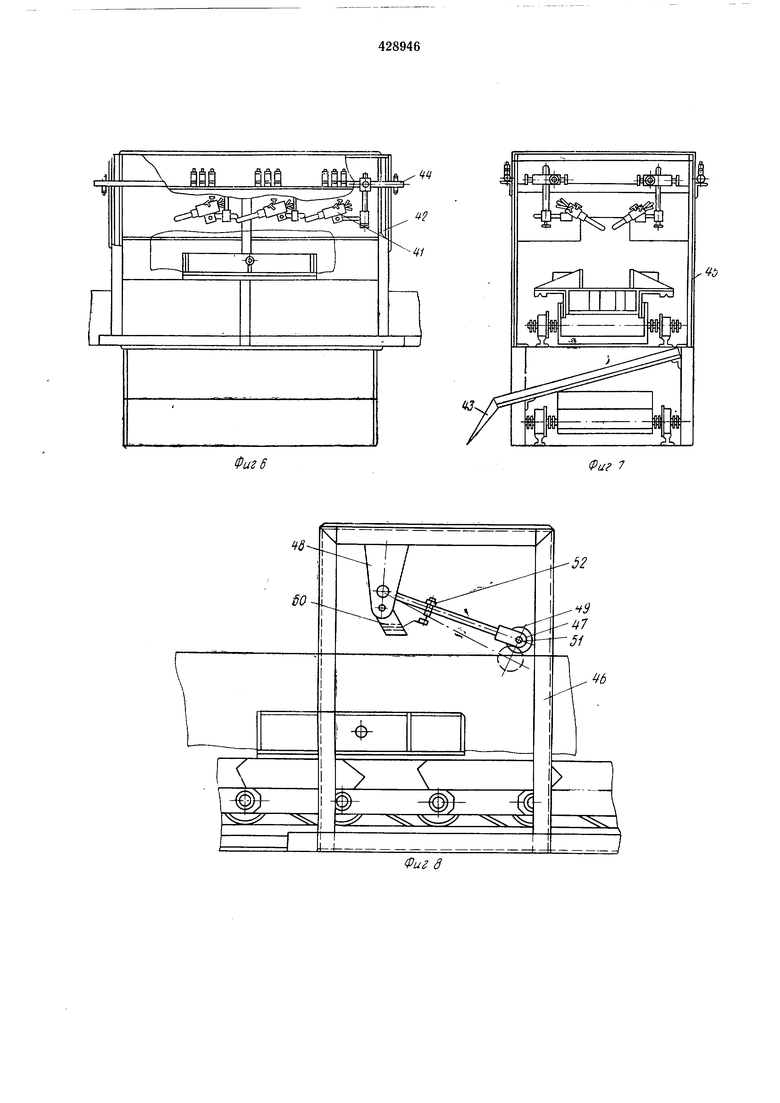
На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2 - то же, план; на фиг. 3, 4, 5 - передняя сторона линии; на фиг. 6, 7 - огневые боксы для обработки продольных граней; на фиг. 8 - органы контроля процесса обработки; на фиг. 9 - огневой бокс для обработки торцовый граней.
Поточная линия состоит из пластинчатого транспортера 1 с направляющими 2, двух устройств 3 для ориентирования заготовок в башмаке, расположенных в начале цоточной линии, четырех огневых боксов 4-7 для обработки продольных граней заготовок, устройств 8-10 для контроля .процесса обработки, огневого бокса 11 для обработки торцовых граней заготовок, снабженного подающим рольгангом 12 и рольганга-накопителя 13.
В процессе всего технологического цикла изготовления изделий заготовка транспортируется в-бащмаке 14.
Огневой бокс снабжен индивидуальным пультом дистанционного управления 15-19.
Доставка заготовок и съем готовых изделий производится в контейнерах с автоматическим захватом по щость щтук, заготовки накапливаются на столах 20 и 21. Загрузка и разгрузка линии осуществляется мостовыми кранами 22 и 23.
Крепление и высвобождение заготовок производится электрическими гайковертами 24.
Шлам, являющийся отходом производства, удаляется ленточным транспортером 25.
Устройство 3 для ориентирования заготовок в башмаке состоит из стола 26, рамы 27 с системой щупов-датчиков 28 привода 29, домкратов 30, рычага включения 31 и направляющих 32.
Башмак представляет сварную конструкцию, которая состоит из плиты 33, боковых вертикальных стенок 34, усиленных ребрами 35 и 36 и днища башмака 37.
Днище башмака и боковые стенки составляют жесткую коробчатую конструкцию, к которой приварены три втулки 38 зажимных винтов 39. На плите укреплены четыре направляющих 40, предназначенных для фиксации башмака с заготовкой, в устройстве 9 для ориентирования заготовок в башмаке и на направляющих 2 пластинчатого транспортера 1.
Для снижения веса башмака и улучшения удаления продуктов разрушения плита 33 выполнена перфорированной.
Огневые боксы 4-7 представляют собой металлические коробки сварной конструкции, жестко закрепленные на раме пластинчатого транспортера. Каждый из этих боксов состоит из горелок 41 с системами крепления и органами управления, рамы 42 и лотка 43.
Лоток 43 служит для удаления из бокса шлама, являющегося продуктом разрушения и стока охлаждающей воды. В качестве горелок приняты кислородно-керосиновые инструменты с блоками автоматического управления. Горелки внутри бокса установлены на направляющих трубах 44 и крепятся при помощи вертикальных и горизонтальных щтанг. Система крепления горелок лозволяет регулировать положение факела горелки относительно обрабатываемой поверхности.
Для обеспечения доступа к горелкам при их регулировке в кожухе бокса предусмотрены откидные дверцы 45.
Электромагнитные пусковые клапаны расположены снаружи бокса, что обеспечивает охлаждение их и удобство обслуживания.
Каждое из устройств 8, 9, 10 состоит из сварной рамы 46, тяги 47, кронштейна 48 для крепления щупов-датчиков 49, контакторной скобы 50, оси 51, контактов 52 щупов-датчиков.
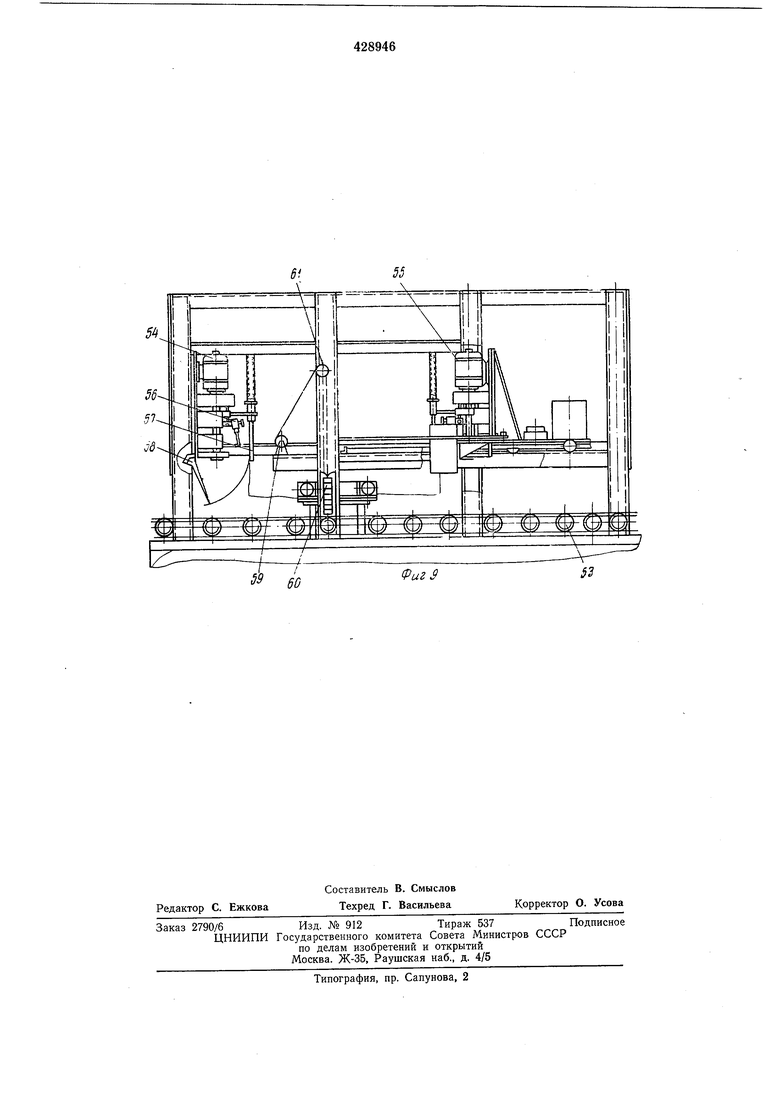
В связи с необходимостью остановки в момент обработки торцов огневой бокс 11 вынесен за пределы пластинчатого транспортера 1 и снабжен рольгангом 53 с равномерным приводом. В боксе имеются две каретки - неподвижная 54 и подвижная 55 с расположенными на них горелками 56, защитная линейка 57, датчики 58 и механизм возврата каретки, который состоит из отклоняющего блока 59, контргруза 60 и грузового блока 61. Все перечисленные узлы монтируются на сварной раме 62.
Заготовка в контейнере с автоматическими захватами автотранспортом доставляется на столы 20, с которых мостовыми кранами 22 или 23 заготовки и башмаки 14 подаются на устройства 3 для ориентирования заготовок в башмаке. В устройствах 3 с помощью систем домкратов и щупов-датчиков с электрической обратной связью заготовки устанавливают по минимальным отметкам рельефа ее поверхности относительно щупов. Этим обеспечивается автоматическая установка минимальной толщины сбоя при обработке плоскостей.
Ориентировка заготовки производится следующим образом. Башмак мостовым краном устанавливается на стол 26 в строго фиксированное положение, затем на башмак тем же мостовым краном в специальных захватах устанавливается заготовка. При этом рама 27 с щупами-датчиками 28 отводится по направляющим 32 стола 26 в положение, указанное на фиг. 3 штрих-пунктирной линией, а рычаг 31 отведени зафиксирован в крайном положении (на себя).
После установки заготовки в башмак рама с щупами-датчиками возвращается в исходное положение, а рычаг выжимной муфты освобождается из зафиксированного положения.
После чего включаются приводы домкратов и за счет наличия обратной связи системы домкратов и щупов-датчиков производится автоматическая ориентация заготовки по двум обрабатываемым плоскостям.
Сориентированная заготовка электрическим гайковертом 24 закрепляется в башмаке 14, который устанавливается на направляющие 2 транспортера 1. При движении башмак с заготовкой сталкивается с направляющих механизмов захвата, расположенным на пластинах транспортера 1 и далее транспортируется вдоль линии к огневым боксам.
При входе заготовки в зону действия горелок включается питание электромагнитных клапанов. При этом горелки с холостого выводятся на рабочий режим, который поддерживается до тех пор, пока заготовка полностью не выйдет из зоны действия горелок. При достижении заготовкой контактных выключателей, расположенных на выходе из бокса, питание клапанов прекращается, и горелки переходят на холостой режим работы с крайне малым расходом горючего и окислителя.
Перед поступлением в каждый последующий бокс заготовка проходит проверку рельефа поверхности в устройствах для контроля процесса обработки.
После окончательной обработки верхней и боковых граней заготовка с пластинчатого транспортера поступает на приводной рольганг огневого бокса для обработки торцовых граней заготовки, после которого башмак с обработанной заготовкой выталкивается на неприводной рольганг-накопитель 12, где с помощью электрогайковерта 20 ослабляются башмакя „ ЛИМЫ б изделия. производится п. . °So.« „,,„ Обработка° бо кде„ 2 -4|::;::: - зГСГй ЙГГ °Р. « S- ° - -srs V--™™S-гг- 5а.-гг/г 3S: в лальяевш™ « SBoe „„л„. , с„ r«SSc -«r «ос„,„„ 1.™-«я .SS- bФиг. 2 - ,,е6 « - ,,-,,,. , .,- гения - поточная iss° :5S7r r s .z -- fiF-- S 2- Поточня «ама обработки, S - ля ; - «a я. ™« Рол1га„и °« ь лнеГс Р га«г„„. под „р,;„Д;УДале2д
Фиг. 30 39
23 J(
Фаг. Фиг. 5

| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| УСТРОЙСТВО для ОБРАБОТКИ ТОРЦОВ ГРАНИТНЫХИЗДЕЛИЙ | 1971 |
|
SU321399A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| УСТРОЙСТВО для очистки ДЕТАЛЕЙ | 1969 |
|
SU251386A1 |
| АГРЕГАТ ТЕРМОФРЕЗЕРНОЙ ЗАЧИСТКИ | 1972 |
|
SU325068A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| ГАЗООПАЛИВАЮЩАЯ МАШИНА ДЛЯ ТКАНИ | 1970 |
|
SU265061A1 |
| УСТРОЙСТВО для ВЫГРУЗКИ БУТЫЛОК из КУЛЕЙ, их ОРИЕНТАЦИИ | 1970 |
|
SU276785A1 |
52
