Изобретение относится к конструкции рабочих клетей трубопрокатных пилигримовых станов холодной прокатки с неподвижной станиной и подвижной валковой кассетой.
Известны рабочие клети станов холодной прокатки труб, включающие неподвижные стойки станины, соединенные с неподвижной крышкой, в которой размещен подвижный опорный рельс, связанный с верхней рейкой привода валков и клиньями их настройки.
Настройку калибров ва./1иков на размер прокатываемой трубы в известных устройствах производят перемещением посредством нажимнош.. механизма верхнего опорного рельса с про.межуточными деталями, что приводит к снижению жесткости клети.
Целью изобретения является обеспечение настройки калибров валков на размер прокатываемых труб перемещение.м крышки станины и .повышение жесткости клети. Для этого верхние рейка и опорные рельсы предлагаемой рабочей клети жестко закреплены в крышке, соединенной со стойками посредством проходящих через расточки крышки и стоек станины поперечных штанг, в средней части которых и соосно в крыщке выполнены пазы под клинья со сферической опорной поверхностью соответствующей пазу крыщки.
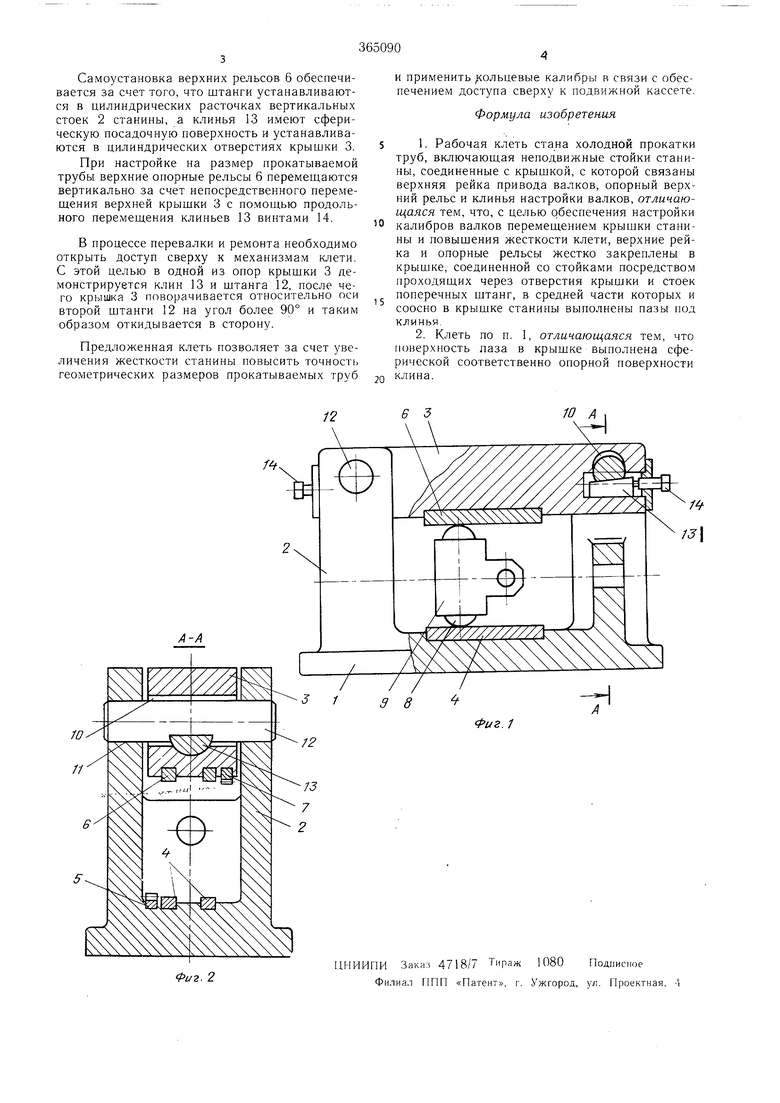
На фиг. 1 представлена рабочая клеть с частичным разрезом, вид сбоку; на фиг. 2 - разрез по А - А па фиг. 1.
Рабочая клс-ть включает стационарную станину, имеющую основание 1, вертикальные стойки 2 и крьпику 3. Непосредственно в основании жестко закреплены нижние опорные рельсы 4 и рейка 5. а непосредственно в крышке-верхние опорные рельсы 6 и рейка 7 привода валков 8. Ва.тки (рабочие и опорные) размеп1,ены в подвижной кассете 9.
Крышка станины соединена со стойками посредством проходяп их через отверстия 10 крьппки и отверстия 11 стоек станины поперечных цилиндрических штанг 12. В средней части каждой из этих штанг и соосно в крыщке станины выполнены пазы под клинья 13, и.меюи;их сферическую опорную поверхность, причем паз в крышке выполнен со с(})ерической поверхностью.
В процессе работы стана подвижная кассета 9 пере.мепд,ается по рельсам 4 и 6, при этом вертикальные уси.пш прокатки воспринимаются верхней крышкой 3, штангами 12, клиньями 13 стационарной станиныБалки подвижной кассеты вращаются с помощью реек 7 и 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| Рабочая линия стана холодной прокатки | 1991 |
|
SU1795917A3 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2292968C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| РАБОЧАЯ КЛЕТЬ ХОЛОДНО-ПИЛЬГЕРНОГО СТАНА | 2010 |
|
RU2440862C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2487771C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1997 |
|
RU2141388C1 |
| Рабочая клеть стана холодной прокатки труб | 1975 |
|
SU588026A1 |
| РАБОЧАЯ КЛЕТЬ ХОЛОДНО-ПИЛЬГЕРНОГО СТАНА | 2010 |
|
RU2441723C1 |
