(54) РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |
| Валковая кассета стана холодной про-КАТКи ТРуб | 1979 |
|
SU835542A1 |
| Рабочая клеть стана холодной прокатки труб | 1984 |
|
SU1256824A1 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2000 |
|
RU2212964C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| РАБОЧАЯ КЛЕТЬ ХОЛОДНО-ПИЛЬГЕРНОГО СТАНА | 2010 |
|
RU2441723C1 |
| Узел консольного валка прокатного стана | 1982 |
|
SU1034801A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| Рабочая клеть стана холодной прокатки труб | 1982 |
|
SU1131569A1 |
1
Изобретение относится к трубопрокатному производству и может быть использовано при замене валков в рабочих клетях однониточных и многониточных станов холодной прокатки труб.
Известна рабочая клеть прокатного стана, содержащая станину с разъемом в вертикальной плоскости параллельной плоскости валков, имеющую полуцилиндрические пазы под опоры валков, и крышки, фиксирующие одновременно односторонние опоры валков 1.
Недостатком известной клети являются значительные затраты времени на перевалку. Для замены одного неисправного валка необходимо снять крыщки и демонтировать оба валка.
Наиболее близким рещением из известных является рабочая клеть, содержащая стационарную станину с верхними и нижними опорными брусьями, установленную в ней подвижно в осевом направлении кассету, имеющую рабочие и опорные валки с подшипниковыми опорами в прямоугольных корпусах 2.
Недостаток указанной клети заключается в том, что в подвижной кассете клети предусмотрено одно общее окно, в котором смонтированы подщипниковые опоры всех рабочих и опорных валков. Смена валков в этой клети возможна только при обязательной разборке клети. Так при смене нижних валков необходима выемка верхних валков. Такая смена валков связана с большими затратами времени на разборку. Так как в станах холодной прокатки труб вследствие больших динамических и технологических нагрузок смена валков является частой операцией, то потеря времени на эти операции составляет большой процент.
Целью изобретения является обеспечение возможности замены любого из валков и сокращение тем самым времени перевалки.
Это достигается тем, что в предлагаемой рабочей клети стана холодной прокатки труб кассета выполнена с пазами по числу и форме корпусов подшипниковых опор и снабжена крыщками, закрывающими пазы в плоскости, параллельной осевой вертикальной плоскости валков, и фиксирующими последние от поперечного горизонтального смещения.
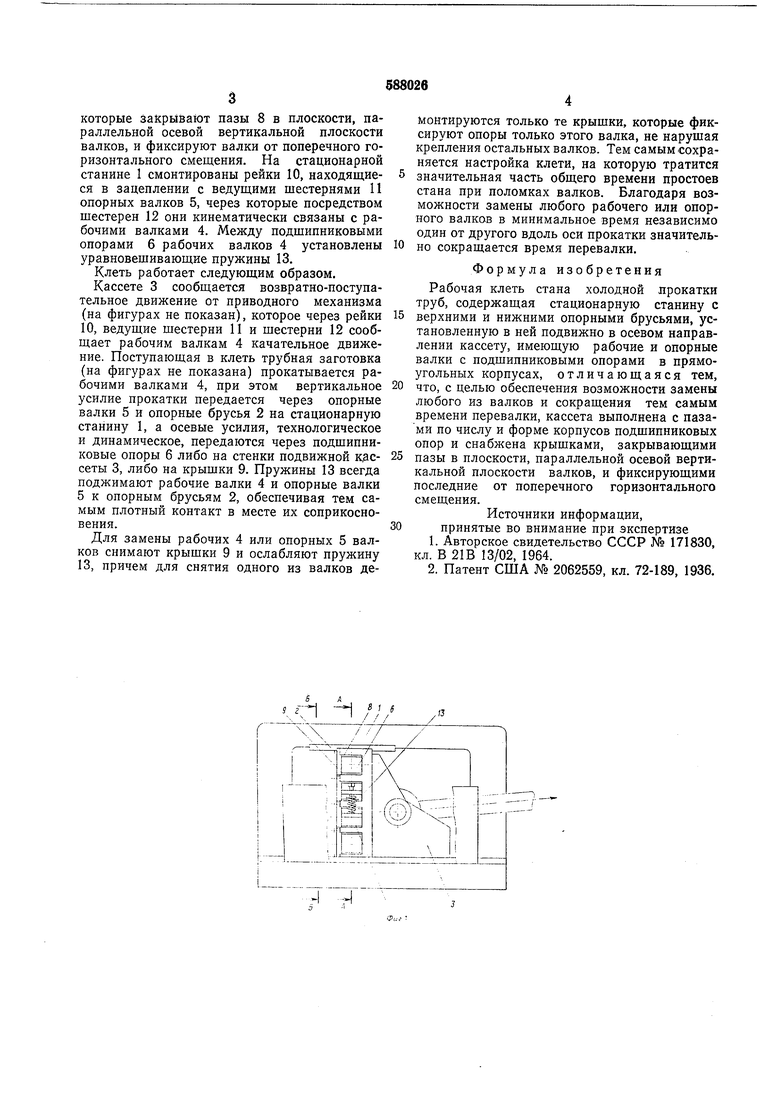
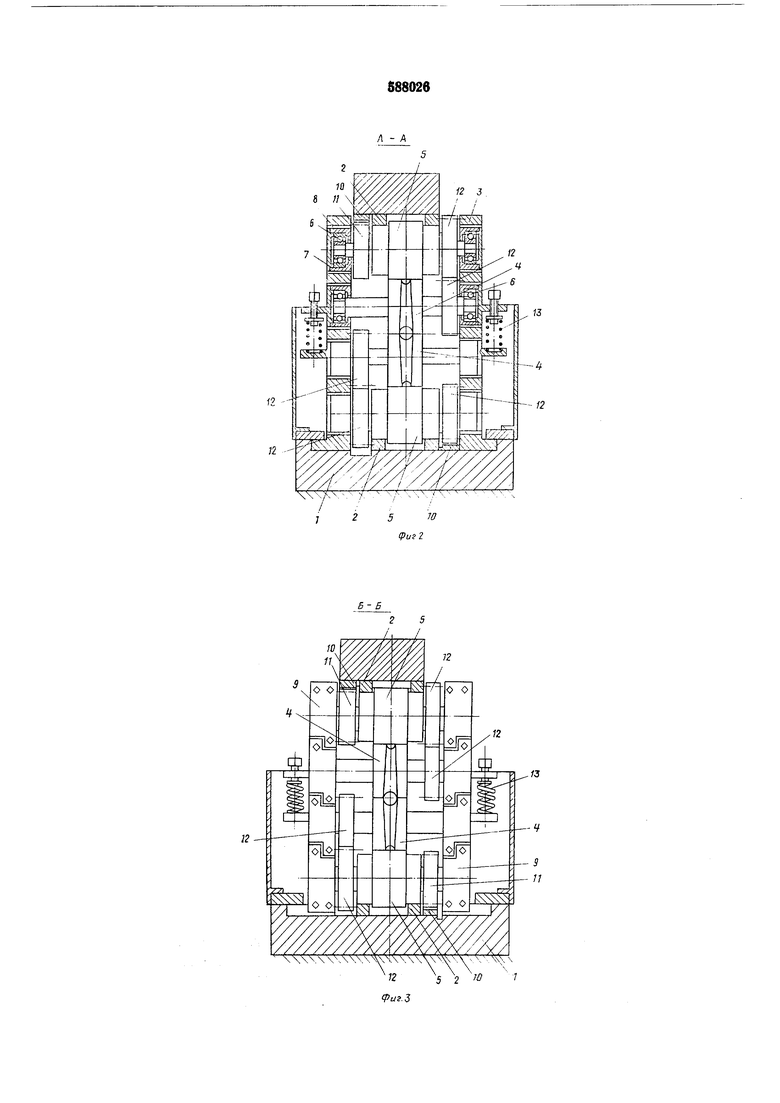
На фиг. 1 изображена предлагаемая рабочая клеть, вид сбоку; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. 1.
Рабочая клеть стана холодной прокатки содержит стационарную станину 1 с верхними и нижними опорными брусьями 2 и установленную в ней подвижно в осевом направлении кассету 3, которая имеет рабочие 4 и опорные 5 валки с подщипниковыми опорами б в прямоугольных корпусах 7. Кассета 3 выполнена с пазами 8 по числу и форме корпусов 7 подшипниковых опор 6 и снабжена крышками 9,
которые закрывают пазы 8 в плоскости, параллельной осевой вертикальной плоскости валков, и фиксируют валки от поперечного горизонтального смещения. На стационарной станине 1 смонтированы рейки 10, находящиеся в зацеплении с ведущими шестернями 11 опорных валков 5, через которые посредством шестерен 12 они кинематически связаны с рабочими валками 4. Между подшипниковыми опорами б рабочих валков 4 установлены уравновешивающие пружины 13.
Клеть работает следующим образом.
Кассете 3 сообщается возвратно-поступательное движение от приводного механизма (на фигурах не показан), которое через рейки 10, ведущие шестерни И и шестерни 12 сообщает рабочим валкам 4 качательное движение. Поступающая в клеть трубная заготовка (на фигурах не показана) прокатывается рабочими валками 4, при этом вертикальное усилие прокатки передается через опорные валки 5 и опорные брусья 2 на стационарную станину 1, а осевые усилия, технологическое и динамическое, передаются через подшипниковые опоры 6 либо на стенки подвижной кдссеты 3, либо на крышки 9. Пружины 13 всегда поджимают рабочие валки 4 и опорные валки 5 к опорным брусьям 2, обеспечивая тем самым плотный контакт в месте их соприкосновения.
Для замены рабочих 4 или опорных 5 валков снимают крышки 9 и ослабляют пружину 13, причем для снятия одного из валков де5А
S г;- « f
монтируются только те крышки, которые фиксируют опоры только этого валка, не нарушая крепления остальных валков. Тем самым сохраняется настройка клети, на которую тратится значительная часть общего времени простоев стана при поломках валков. Благодаря возможности замены любого рабочего или опорного валкоБ в минимальное время независимо один от другого вдоль оси прокатки значительно сокращается время перевалки.
Формула изобретения
Рабочая клеть стана холодной прокатки труб, содержащая стационарную станину с верхними и нижними опорными брусьями, установленную в ней подвижно в осевом направлении кассету, имеющую рабочие и опорные валки с подшипниковыми опорами в прямоугольных корпусах, отличающаяся тем, что, с целью обеспечения возможности замены любого из валков и сокращения тем самым времени перевалки, кассета выполнена с пазами по числу и форме корпусов подшипниковых опор и снабжена крышками, закрывающими пазы в плоскости, параллельной осевой вертикальной плоскости валков, и фиксирующими последние от поперечного горизонтального смещения.
Источники информации, принятые во внимание при экспертизе
12 3
