1
В известном сварном соединении плоского фла.ица с трубой со швом, размещаемым внугри фланца, не обеспеч ивае.гся требуемая нроч пасть шва.
Для повышения п-рочпости Ш1ва в описывае.мам саарнам Сое ивнении внутренняя иоверх ость фла.ида 1из1 иолибна с ВЫ:Сту1По.м, больший диа:.метр которого равен наружно.му диа метру г.рИ|варнвае.10й Т|р1убы, а меньш-ий - внутреннеМу, причем переход от большего ,1;иа метра к меньшему выполоюн под углом и образует с торцом трубы од}иктороинюю разделку .кромок гюд сваркл.
Та.к KaiK предлагаемое овадаюе соеди 1е;П1е (|)лаИца с трубой легко поддается а1вта.1атичеОКОЙ сварке с обеспеченашм качественного oBaipiioro соедИНения, резко повышается производите. ыность труш.а при .
Повышается надежность в работе за счет того, что свариое соединоиие .работает на ежатие }гли растяжеНИе, а не на срез.
В результа|Те того, что .меньший диаметр вьрступа савпадает с .В1нут1рен1Н1ИМ диа.метрам трлбы, создаются благоприятные условИя для протекающей жидкости 1или газа, И1аключая до1Ю.Л н и те л ьн ы е с oinpo тнвл аи и я.
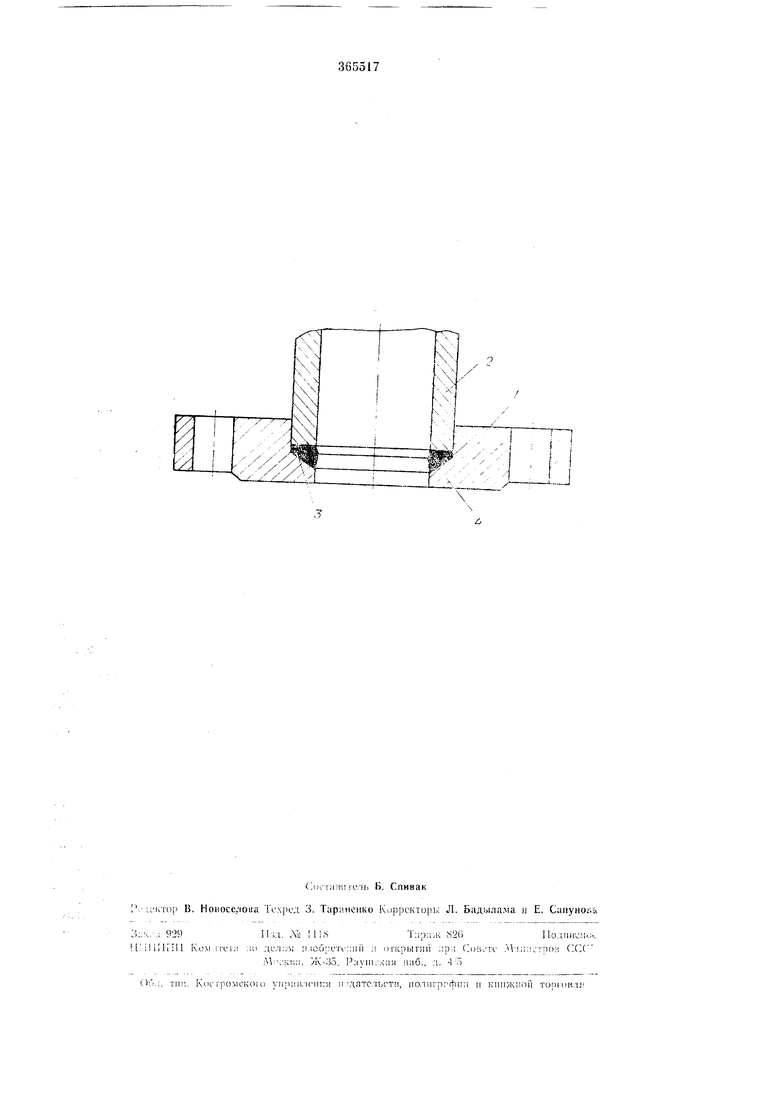
Па чертеже изображено предлагаемое свар2
юе соед П1е1||Пе.
В сзарно.м соеди.нбнии плоского фла«ца с трубой 2 ШОУ 3 размещен внутри флаяда /, инутре:т}|яя поверхность которого выполнена с зыступо.м 4. больши диаметр которого равен 1:аруж;но.му дьшаютру iiipeieapHiBaeMofi трубы 2, а .меньший -(вн угреннемл-.
При этом переход от больп1его диаметра выступа к меньше.му выполнен под углом 30-40, благодаря чему нри сборке фланца с трубой этот переход в сочета.нии с тордом трубы образует одностороч1 1юю раздел к) кромок под сварку.
П
р е д .м е т и з о о р е т е л и я
Сварное соеди нение ф.чанца с трубой со швом, размещаемы внутрл фланца, отличающееся те.м, что, с целью повышения прочности шва, внутрен няя поверхность вьи1ол:нена с выступом, больший диа.метр которого равен iпapyжнoмy диаметру привариваемой трубы, а меньший - внутревнему, причем переход от большего диа метра к мвньшвм:у вынолпен под углом 30°-40° и обрадует е торцом трубы одпосторопнюю разделку кромок под сварку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки труб с трубной доской | 1978 |
|
SU893472A1 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБ РАЗНОГО ДИАМЕТРА | 2016 |
|
RU2620625C1 |
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
| Поточная линия для производства сварных термоупрочненных труб | 1977 |
|
SU659222A1 |
| КОМБИНИРОВАННАЯ ТРУБА | 1999 |
|
RU2156910C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| РАЗДЕЛКА ТРУБ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ ПОД ДИФФУЗИОННУЮ СВАРКУ | 2003 |
|
RU2237561C1 |
| Неплавящийся электрод | 1979 |
|
SU793734A1 |
| Устройство для формовки и установки крышки в трубчатый контейнер | 1985 |
|
SU1405697A3 |