еВ СУ)
с
СЛ
di
CD
:
см
9
готовок крышек 5, над которой смонтирован пуансогг 16, посредством которого заготовку вводят в контейнер с одновременным отгибанием закранн. Пуансон 16 состоит из двух частей - верхней 20 и нижней 18. Части 18 и 19 пуансона подвижны в осевом направлении, между ними расположено выполненное в виде кольца иэ эластичного на- теришш поджимное приспособление 19. Торетд верхней части и нижняя часть
пуансона содержат чашеобразную и ду гообразную поверхности, совпадающие с радиусом поджимного приспособления 19 в его ненагруженном состоянии. Нижняя часть пуансона может быть выполнена с формообразующей поверхностью для изготовления контейнера с внутренним сильфоном. При этом крьшка выполняет защитную функцию. 8 з.п.ф-лы, 10 ил.
Изобретение относится к устройствам для изготовления тары, а именно трубчатых контейнеров с вставленньми в них кр -га1ками с отогнутыми краями. Оно позволяет повысить надежность работы устройства. Устройство имеет держатель 8, в кот/)ром установлена труба контейнера 1. В держателе имеется сварочное кольцо 10. Над держателем предусмотрена опора 13 дЛя за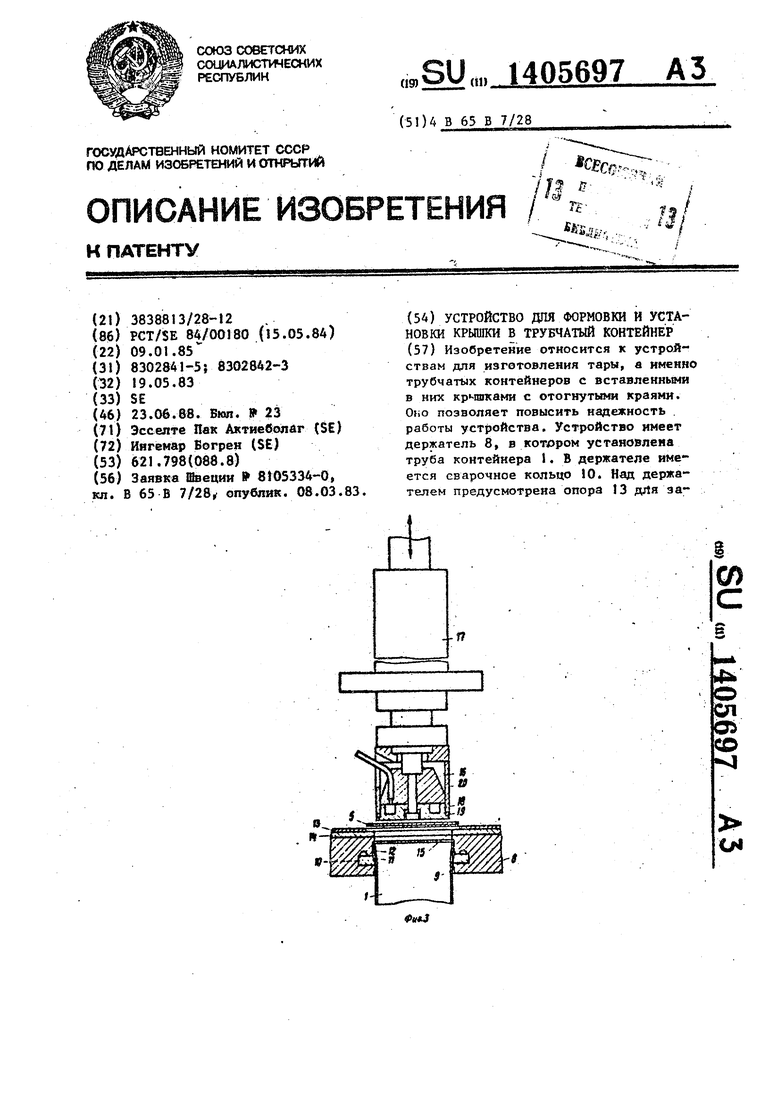
1
Изобретение относится к производству упаковок, а именно к устройствам для формовки и установки крышки в трубчатую упаковку из картина или иного материала, а также для гермег тичного соединения этой крышки с внутренней поверхностью упаковки посред ством тепловой сварки при постоянной температуре, высокочастотной сварки или ультразвуковой сварки.
Цель изобретения - повышение надежности работы устройства.
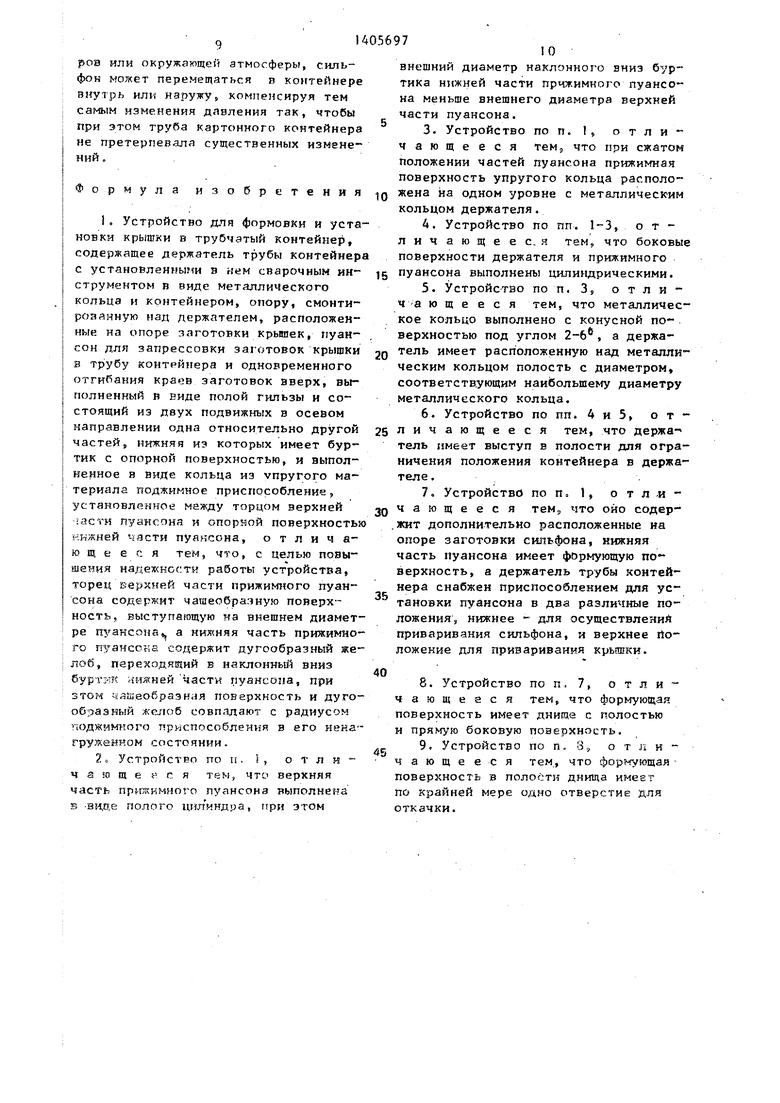
На фиг. 1 показан готйвый контейнер, изготовленный посредством применения предлагаемого устройства, изометрическая проекция; на фиг. 2 - то жеt поперечный разрез по вертикали на фиг. 3 - устройство для формовки тфышки; на фиг, 4 - нажи1 Шой поршеньj, 5- Л -1Г5,япч-зй JB конструкцию устройства, поперечный разрез; на фиг. 5 - часть нажимного пуансона на стадии введения крьпдки внутрь контейнера5 на фиг. 6 - то же, во время операции сварки; на фиг. 7 Верхняя часть картонного контейнера с сильфонной нижней частьЮ разрез; на фиг, 8 устройство, разрез ; на фиг. 9 - часть устройства во время операции приваривания сильфона; на фиг. 10 - приваривание защитной крышки.
Упаковка или контейнер, изготовленные йосредством предлагаемого устройства., содержит гильзу , выполненную КЗ картона или подобного ему жесткого катериала и изготовленную из плоской заготовки из этого материала,
соединенной посредством продольного соединения 2 В верхней части гильза снабжена занутреной крьппкой 3, а в нижней части - соответствующим занутреным днищем. В показанном варианте верхняя кромка 4 контейнера закатана внутрь, чтобы обеспечить ровный и гладкий конец контейнера, покрьшаю- щий кромку крьшкк и придающий контейнеру жесткость с обоих концов. В риведенном случае контейнер имеет орму круглого цилиндра, но контейнеру можно придать многоугольную форму, или иное поперечное сечение при условии закругления углов мн;огоугольника. Крышку и днище формуют из плоской отштампованной заготовки 5, которую перед запрессовьшанием в ч-рубу контейнера или в соединение с нею формуют в плоскость 6 крышки с отходящей от нее по окружности вверх закраиной крьш1ки (фиг. 5 и 6) . Желательно, чтобы на закраину 7 крьш1ки приходилось возможно меньшее количество материала, для этого она должна быть низкой, что обеспечивает также наибольший используемый ббъем контейнера. По скольку сварное -соединение между закраиной крьшки и внутренней поверхностью контейнера находится возможно бллже к плоскости 6 нижней части крыши/ . закраину 7 крышки можно выпол- лытъ более низкой, чем это бьшо воз- можно раньше, не нанося ущерба герметочности контейнера.
Устройство, показанное на фиг. 3, содержит держатель 3 ги.пьзы контей
мера, удерживающий ее во время формовки крьопки и соединения ее сварным швом с контейнером. Внешняя форма держателя 8 такая же, как и внешняя форма гильзы 1, но в его нижней части выполнен направляюпшй конус 9 облегчающий введение гильзы J снизу держателя . Кроме того, он снабжен сварочным инструментом JO, представляющим собою кольцо, передающее высокочастотное или ультразвуковое тепло сварному соединению крьппки и/или гильзы контейнера.
Для того, чтобы часть гильзы, находящаяся поверх сварочного инстру мента 10, могла несколько расширяться во время операции сварки, желательно, чтобы сварочный инструмент 10 имел некоторое коническое расшир - ние кверху. Коничность 1 Г сварочного инструмента 10 почти незаметна нево- оруженньм глазом, поскольку угол конуса составляет 2-6 . Над верхней кромкой сварочного инструмента держатель 8 имеет полость в виде параллельного цилиндра 12, диаметр которого .совпадает с диаметром верхней кромки сварочного инструмента 10. В этой полости 12 может быть выполнен выступ для ограничения положения гильзы контейнера 3 держателе.
Поверх дepжateля 8 смонтирован формующий крьппку инструмент, содержащий опорный диск 13 с отверстием, на который устанавливают заготовку крышки, а под опорным диском 13 находится формовочный диск М с закругленными верхними кромками 15. Для того, чтобы заготовку 5 отогнуть по кругу, она должна быть несколько больше внутренней площади гильзы 1 и расточка опорного диска 13 имеет соответственно больший размер. Крышку можно также формовать путем непосредственного за- прессовывания внутрь гильзы, в результате чего опорный диск и формо--- вечный диск могут быть исключены.
Кроме того, устройство включает пуансон 16 и известное приспособление для перемещения пуансона 16 вверх и вниз для формовки .и запрессовки Крьш1ки в гильзу контейнера. Приспособление 17 для перемещения пуансона представляет собою гидравлический или пневматический силовой цилиндр или другое известное приспособление.
Пуансон 16 содержит нижнюю м.асть J8,-которая одновременно является
0
ё
0
5
0
5
0
5
0
5
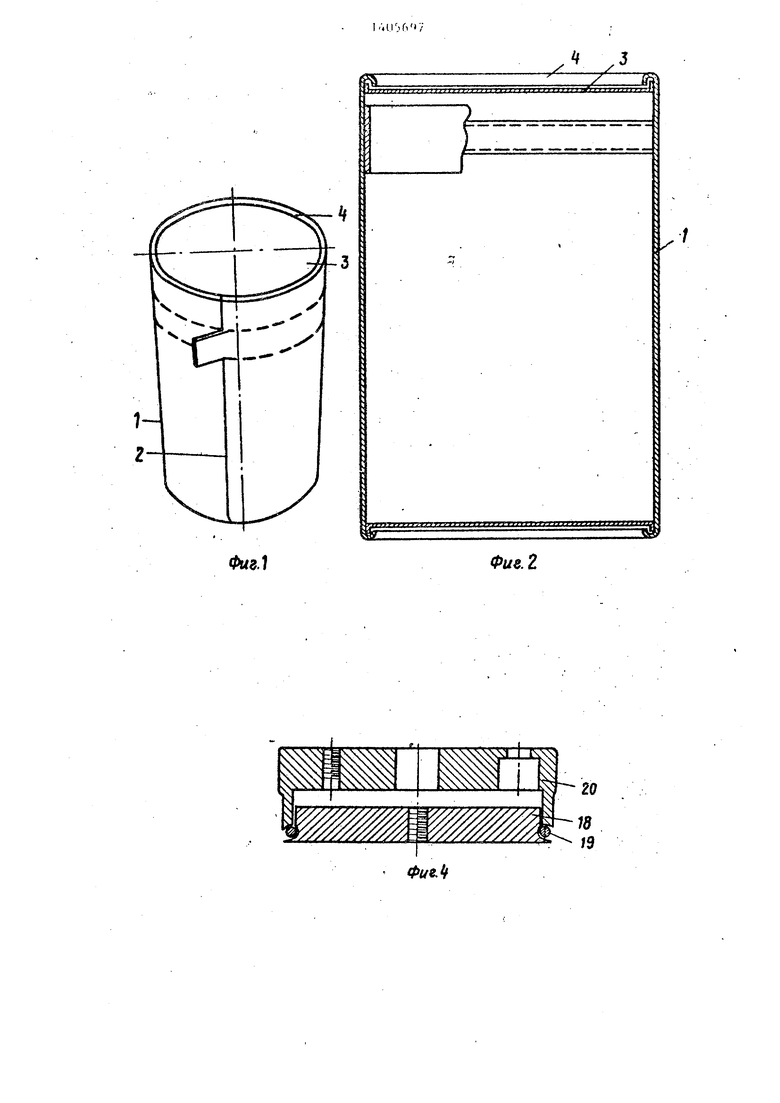
держателем расширяющегося поджимного приспособления 19, и верхнюю часть 20, охватьшающую нижнюю. Нижняя к верхняя части пуансона имеют возмож- - ность аксиального перемещения относительно друг друга и выполнены так, что поджимное приспособление 19 расширяется тогда, когда нижняя и верхняя части нажимного поршня перемещаются в направлении друг к другу, в результате чего осуществляется расширение поджимного приспособления 19 и получается поверхность прижима, максимально близко расположенная к общей зоне закраины крьгаки 7 и плос- кости 6 крышки.
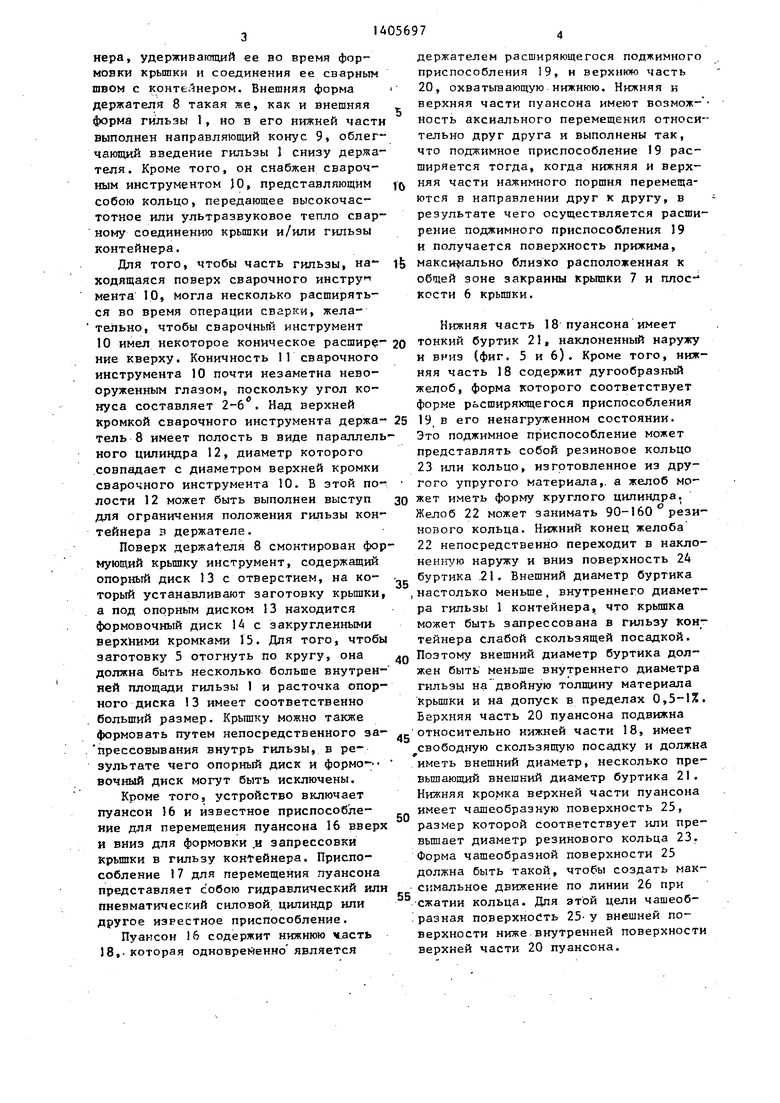
Нижняя часть 18 пуансона имеет тонкий буртик 21, наклоненный наружу и вниз (фиг. 5 и б). Кроме того, нижняя часть 18 содержит дугообразный желоб, форма которого соответствует форме расширяющегося приспособления 19, в его ненагруженном состоянии. Это поджимное приспособление может представлять собой резиновое кольцо 23 или кольцо, изготовленное из другого упругого материала,, а желоб мр- жет иметь форму круглого цилиндра. Желоб 22 может занимать 90-160 резинового кольца. Нижний конец желоба 22 непосредственно переходит в накло- неыь:ую наружу и вниз поверхность 24 буртика .21. Внешний диаметр буртика ,настолько меньше, внутреннего диаметра гильзы 1 контейнера, что крьш1ка может быть запрессована в гильзу контейнера слабой скользящей посадкой. Поэтому внешний диаметр буртика должен быть меньше внутреннего диаметра гильзы на двойную толщину материала крьшки и на допуск в пределах 0,5-1%. Верхняя часть 20 пуансона подвижна относительно нижней части 1В, имеет свободную скользящую посадку и должна иметь внешний диаметр, несколько превышающий внешний диаметр буртика 21. Нижняя кромка верхней части пуансона имеет чашеобразную поверхность 25, размер которой соответствует или пре- вьш1ает диаметр резинового кольца 23. Форма чашеобразной поверхности 25 должна быть такой, чтобы создать максимальное движение по линии 26 при сжатии кольца. Для этой цели чашеоб- разная поверхность 25 у внешней поверхности ниже внутренней поверхности верхней части 20 пуансона.
Держатель 8 выполнен с нижним направляющим конусом 9, а сварочный ин- струмент JO содержит обращенный вверх конус i1, следующий непосредственно за расширенной цилиндрической полостью 12. Конические части держателя малы. В практическом варианте инстру- мент а, предназначенного для изготовления круглого чашеобразного контейнера из картона ,с внутренним диаметром 72,6 мм, держатель изготовляют с направляющим конусом 7, а сварочКак показано на фиг. 6, сама внеш няя поверхность 26 давления резиново го кольца 23 находится близко к плос кости 6 крышки и прямо перед сварочт- ным инструментом 10. Во время сварни пластиковый слой крьшки сплавляется с пластиковым слоем шпьзы и некоторые части свариваемых пластиковых
ный инструмент, высота которого 3,8мм,
выполняют с расширяющимся вверх кону- g слоев отжимаются вверх и вниз, в ресом J , что дает допуск в цилиндрической полости около 0,2 мм. В практическом варианте контейнер изготовляют из того же материала, что и
20
крышка, т.е. из картона, поверхность которого, оказывающаяся внутри кон тейнера, покрыта слоем алюминия и поддающегося сварке полиэтилена. Общая толщина материала 0,5 мм. Внутренний диаметр контейнера 72,6 мм, 410 означает допуск 0,4 мм в допол- ж ние к двойной толщине материала. Внешний диаметр верхней части 20 полняют без допуска и он равен 71,6 мм.
зультате -чего образуются утолщенные части 27 и 28 пластикового материала способствующие хорошей герметизации Крышки и гильзы. После сварки крышки с гильзой верхняя кромка 4 закатывается внутрь, как показано на фиг. 1 и 2.
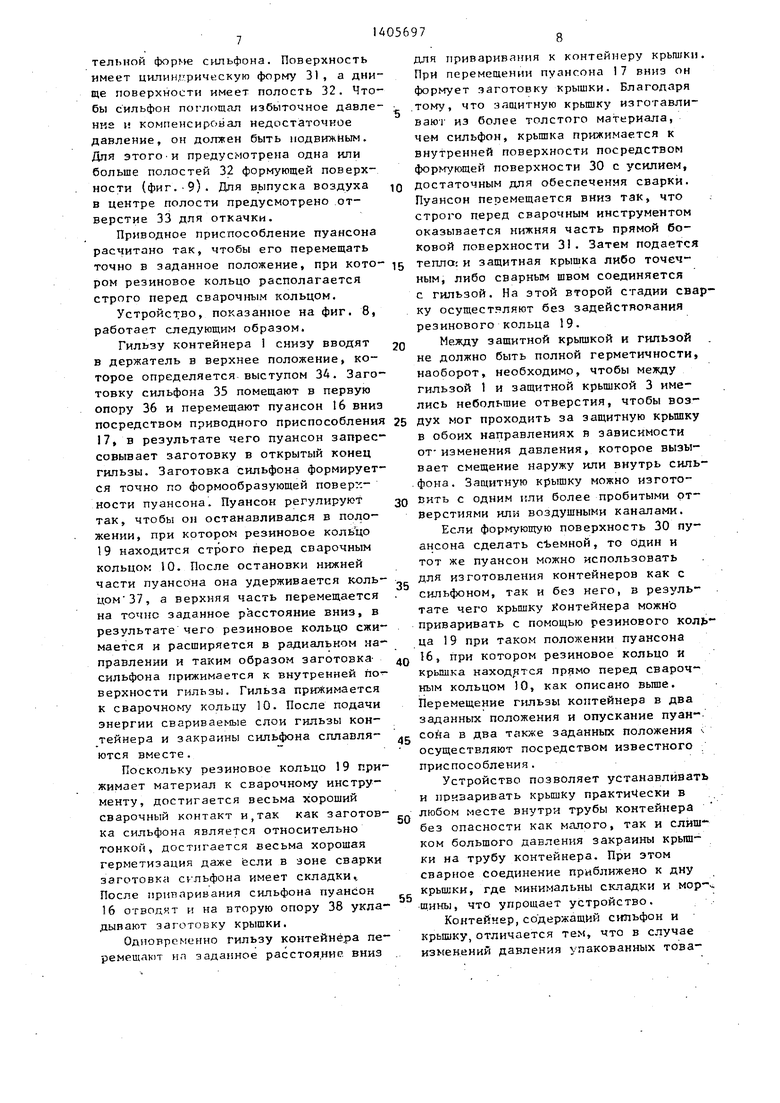
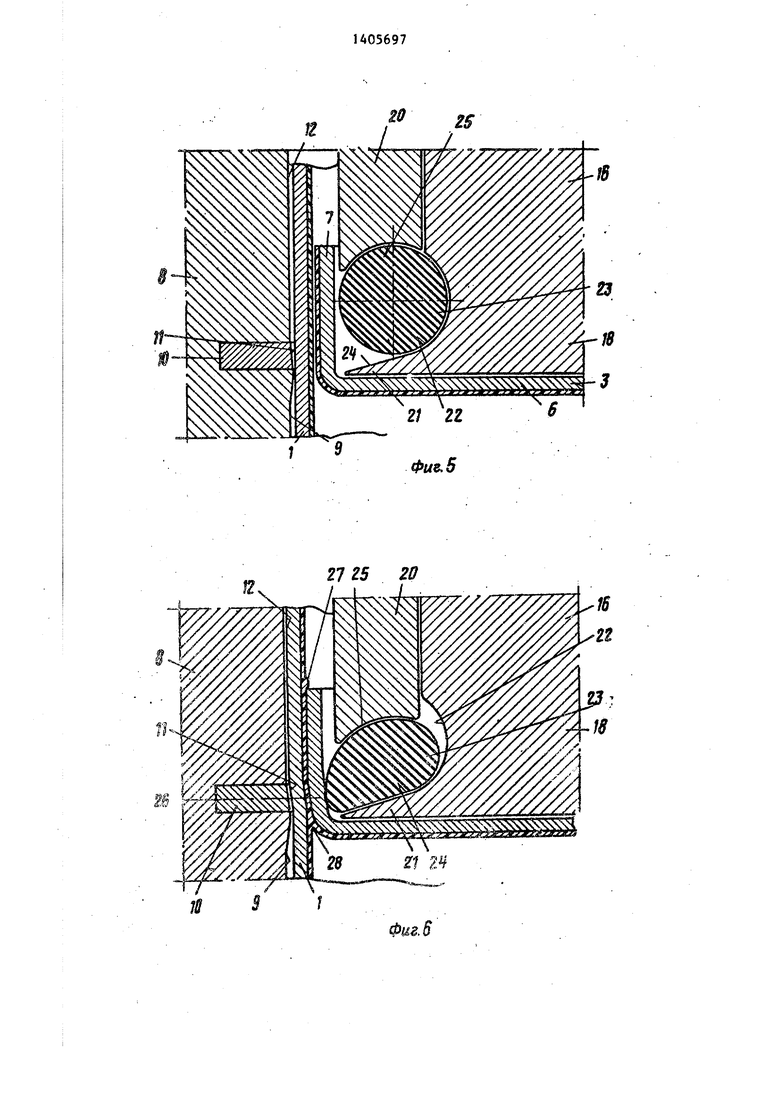
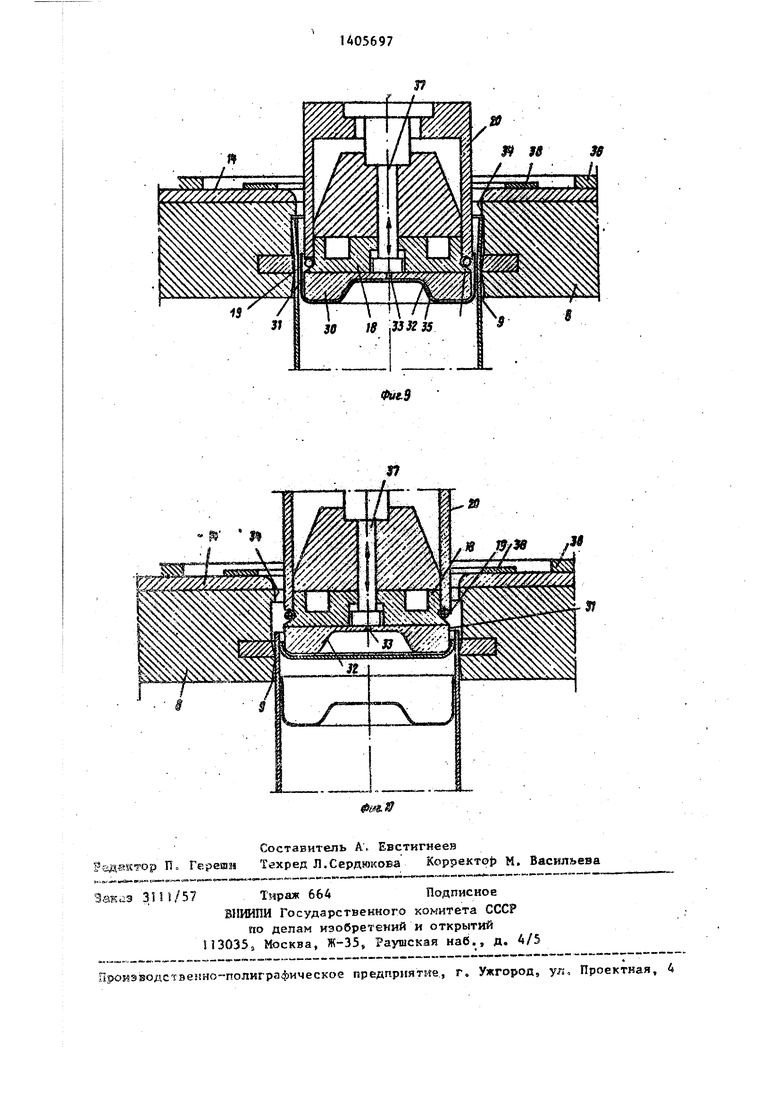
На фиг. 7-10 показан вариант выполнения устройства для установки в 2Б контейнер Ьильфона.
Верхняя часть гильзы 1 контейнера выполнена с внутренним сильфоном 29, гер Метично закрывающим контейнер. Над сильфоном 29 с контейнером соедиВерхняя часть гильзы 1 контейнера выполнена с внутренним сильфоном 29, гер Метично закрывающим контейнер. Над сильфоном 29 с контейнером соеди
После введения гильзы 1 контейнера JQ няется защитная крьшка 3. Контейнер
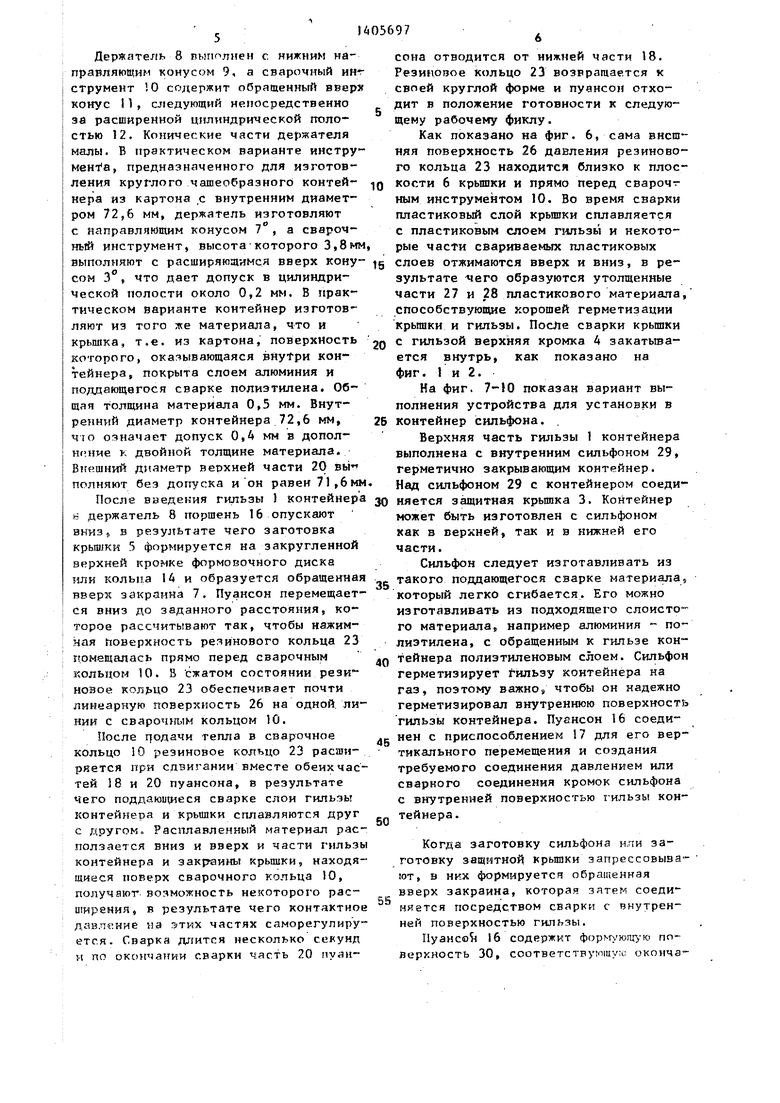
и держатель 8 поршень 16 опускают вниз 5 Б результате чего заготовка крьпики 5 формируется на закругленной верхней кромке формовочного диска 11Пи кольца 14 и образуется обращенная вверх закраина 7. Пуансон перемещается вниз до заданного расстояния, которое рассчитывают так, чтобы нажимная Поверхность резинового кольца 23 Г омещапась прямо перед сварочным кольцом 10. В сжатом состоянии рези новое кольцо 23 обеспечивает почти линеарную поверхность 26 на одной, линии с сварочным кольцом 10.
После г|одачи тепла в сварочное кольцо 10 резиновое кольцо 23 расширяется при сдвигании вместе обеих частей 18 и 20 пуансона, в результате Чего поддаюи иеся сварке слои гильзы контейг ера и крышки сплавляются друг с другом. Расплавленный материал расползается вниз и вверх и части гильзы контейнера и закраины крьшки, находящиеся поверх сварочного кольца 10, получают возможность некоторого рас- ширения, в результате чего контактное давление на этих частях саморегулируется. Сварка длится несколько секунд и по окончании сварки часть 20 пуан35
может быть изготовлен с сильфоном как в верхней, так и в нижней его части.
Сильфов следует изготавливать из такого поддающегося сварке материала который легко сгибается. Его можно изготавливать из подходящего слоисто го материала, например алюминия - по лиэтилена, с обращенным к гильзе кон д0 тейнера полиэтиленовым слоем. Сильфо герметизирует гильзу контейнера на газ, поэтому важно чтобы он надежно герметизировал внутреннюю поверхност гильзы контейнера. Пуансон 16 соединен с приспособлением 17 для его вер тикального перемещения и создания требуемого соединения давлением или сварного соединения кромок сильфона с внутренней поверхностью гильзы кон тейнера.
45
50
55
Когда заготовку сильфона или заготовку защитной крьш1ки запрессовыва ют, в них формируется обращенная вверх закраина, которая затем соеди- ийется посредством сварки с внутренней поверхностью гильзы.
IlyaHCoSi 16 содержит формуюгц ю поверхность 30, соответствующую оконча
сона отводится от нижней части 18. Резииотзое кольцо 23 возвращается к своей круглой форме и пуансон отходит в положение готовности к следующему рабочему фиклу.
Как показано на фиг. 6, сама внешняя поверхность 26 давления резинового кольца 23 находится близко к плоскости 6 крышки и прямо перед сварочт- ным инструментом 10. Во время сварни пластиковый слой крьшки сплавляется с пластиковым слоем шпьзы и некоторые части свариваемых пластиковых
зультате -чего образуются утолщенные части 27 и 28 пластикового материала, способствующие хорошей герметизации Крышки и гильзы. После сварки крышки с гильзой верхняя кромка 4 закатывается внутрь, как показано на фиг. 1 и 2.
На фиг. 7-10 показан вариант выполнения устройства для установки в контейнер Ьильфона.
Верхняя часть гильзы 1 контейнера выполнена с внутренним сильфоном 29, гер Метично закрывающим контейнер. Над сильфоном 29 с контейнером соединяется защитная крьшка 3. Контейнер
может быть изготовлен с сильфоном как в верхней, так и в нижней его асти.
Сильфов следует изготавливать из такого поддающегося сварке материала« который легко сгибается. Его можно изготавливать из подходящего слоистого материала, например алюминия - поиэтилена, с обращенным к гильзе кон- тейнера полиэтиленовым слоем. Сильфон герметизирует гильзу контейнера на газ, поэтому важно чтобы он надежно герметизировал внутреннюю поверхность гильзы контейнера. Пуансон 16 соединен с приспособлением 17 для его вертикального перемещения и создания требуемого соединения давлением или сварного соединения кромок сильфона с внутренней поверхностью гильзы контейнера.
55
Когда заготовку сильфона или заготовку защитной крьш1ки запрессовывают, в них формируется обращенная вверх закраина, которая затем соеди- ийется посредством сварки с внутренней поверхностью гильзы.
IlyaHCoSi 16 содержит формуюгц ю поверхность 30, соответствующую окончательной форме сильфона. Поверхность имеет цилиндрическую форму 31, а днище поверхности имеет полость 32. Чтобы сильфон ()щал избыточное давлений и компенсировал недостаточкое давление, он должен быть 11одвкжн15Пи. Для этого И предусмотрена одна или больше пол-остей 32 формующей поверхности (фиг.-9). Для выпуска воздуха в центре полости предусмотрено отверстие 33 для откачки.
Приводное приспособление пуансона расчитано так, чтобы его перемещать
точно в заданное положение, при кото- g тепло: и защитная крышка либо точеч
ром резиновое кольцо располагается строго перед сварочным кольцом.
Устройство, показанное на фиг. 8, работает следующим образом.
Гильзу контейнера 1 снизу вводят в держатель в верхнее положение, которое определяется выступом 34. Заготовку сильфона 35 помещают в первую опору 36 и перемещают пуансон 16 вниз посредством приводного приспособлени 17, в результате чего пуансон запрессовывает заготовку в открытый конец гильзы. Заготовка сильфона формируется точно по формообразующей повер:-:- ности пуансона. Пуансон регулируют так, чтобы он останавливался в положении, при котором резиновое коль цо 19 находится строго перед сварочным кольцом 10. После остановки нижней части пуансона она удерживается кольцом 37, а верхняя часть перемещается на точно заданное расстояние вниз, в результате чего резиновое кольцо сжимается и расширяется в радиальном направлении и таким образом заготовка- сильфона прижимается к внутренней по верхности гильзы. Гильза прижимается к cвapoчнo ry кольцу 10. После подачи энергии cвapивae ыe слои гильзы контейнера и закраины сильфона сплавляются вместе.
Поскольку резиновое кольцо 19 прижимает материал к сварочному инструменту, достигается весьма хороший сварочный контакт и,так как заготовка сильфона является относительно тонкой, достигается весьма хорошая герметизация даже если в зоне сварки заготовка сгльфона имеет складкиv После приваривания сильфона пуансон 16 ОТВОДИТ и на вторую опору 38 укладывают заготовку крышки.
Одновременно Гильзу контейнера перемещают на заданное расстояние, вниз
для приваривания к контейнеру крьшжи, При перемещении пуансона 17 вниз он формует заготовку крышки. Благодаря .тому, что защитную крышку изготавливают из более толстого материала, чем сильфон, крьппка прижимается к внутренней поверхности посредством формующей поверхности 30 с усилием, достаточным для обеспечения сварки. Пуансон перемещается вниз так, что строго перед сварочным инструментом оказывается нижняя часть прямой боковой поверхности 31. Затем подается
0
0
5
5
ным, либо сварным швом соединяется с гильзой. На этой второй стадии сварку осуществляют без задействояания резинового кольца 19.
Мелкду защитной крьщ1кой и гильзой не должно быть полной герметичности, наоборот, необходимо, чтобы между гильзой 1 и защитной 3 имелись небольшие отверстия, чтобы воздух мог проходить за защитную крьшку в обоих направлениях в зависимости от-изменения давления, которое вызывает смещение наружу или внутрь сильфона. Защитную крышку можно изготовить с одним или более пробитыми отверстиями или воздущными каналами.
Если формующую поверхность 30 пуансона сделать сЪемной, то один и тот же пуансон можно использовать для изготовления контейнеров как с сильфоном, так и без него, в результате чего крышку Контейнера можнЪ приваривать с помощью резинового кольца 19 при таком положении пуансона 16, при котором резиновое кольцо и крышка находятся прямо перед сварочным кольцом 10, как описано вьше. Перемещение гильзы контейнера в два заданных положения и опускание пуан- g сойа в два также заданных положения осуществляют посредством известного приспособления.
Устройство позволяет устанавливать и приваривать крышку практически в любом месте внутри трубы контейнера без опасности как малого, так и слишком большого давления закраины крышки на трубу контейнера. При этом сварное соединение приближено к дну крьш:ки, где минимальны складки и мор-ч ш.ины, что упрощает устройство.
Контейнер,содержащий С1тьфон и крьщ1ку, отличается тем, что в случае изменений давления упакованных това0
0
5
ров или окружающей атмосферы, силь- фон моткет перемещаться п KOffTeilHepe внутрь или; наружу компенсируя тем самым изменения давления так, чтобы при этом труба картонного контейнера не претерпеваля существенных изменений
Ф
о р м у л а
изобретения
1, Устройство для формовки и установки крышки в трубчатый контейнер, содержащее держатель трубы контейнера с установленными в нем сварочным инструментом в виде металлического кольца и контейнером, опору, смонти- роаанную над держателем, расположенные на опоре заготовки крышек, пуансон для запрессовки заготовок крышки в трубу контейнера и одновременного отгибания краев заготовок вверх, выполненный в виде полой гильзы и состоящий из двух подвижных в осевом направлении одна относительно другой частейр нижняя из которых имеет буртик с опорной поверхностью, и выполненное в виде кольца из упругого материала поджимное приспособление, установленное между торцом верхней :асти пуансона и опорной поверхность нижней части пуансона, отличающееся тем, что, с целью повышения надежности работы устройства, торец верхней части прижимиого пуансона содержит чашеобразную поверхность, выступающую ка внешнем диаметре пуаксона а нижняя часть прижимного пуансона содержит дугообразный желоб, переходящий в наклонный вниз бур гз- К гшжыей части пуансона, при зтом ,еобразн;1Я поверхность и дугообразный желоб совпадают с радиусом поджимкого приспособления в его ненагруженном состоянии.
.. Устройство по п, , отличающееся тем, что верхняя часть пр№кимного пуансона выполнена в -виде полого цилиндра, при этом
5
0
5
0
5
0
5
внешний диаметр наклонного вниз буртика нижней части прижимного пуансона меньше внешнего диаметра верхней части пуансона.
7« Устройство по п. 1, о т л -и - чающееся теМз что оно содер- .жит дополнительно расположенные на опоре заготовки сильфона, нижняя часть пуансона имеет формующую по верхкость, а держатель трубы контейнера снабжен приспособлением для установки пуансона в два различные положения, нижнее - для осуществления приваривания сильфона, и верхнее rto- ложение для приваривания крьапки.
и прямую боковую поверхность.
по крайней мере одно отверстие для откачки.
Фиг.1
х хЗ
,/ЙЙ
ylV JJUJJJJ.fHi jmjtJJJTT
,SSf
Фие.2
21 25
21 21 Фиг, 5
фиё.В
Wsv04.:v
Ф
т
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| кя | |||
