Изобретение относится к сварке, в частности к способам сварки труб с трубной доской из различных металлов и сплавов с применением промежуточногоэлемента и с последующим удалением этого, элемента,пре назначено для получения соединений трубы с одинарной или двойной трубной доской, обладающих повышенной надежностью работы при термоциклических и вибрационных нагрузках, и может найти широкое применение при изготовлении парагенераторов теплообменной и другой аппаратуры в хими ческой, энергетической и других отраслях промышленности. Известен способ сварки труб с трубной доской, по которому с целью обеспечения работоспособности соеди нения в условиях циклических нагрузок в доске выполняют ступенчатое отверстие, выступ в котором со стороны сварки выполняют высотой, равн глубине проплавления, и шириной,рав ной максимально допустимой амплитуд изгиба привариваемой трубы в зоне е выхода из трубной доски l. Недостатком этого способа являет низкая надежность работы сварного соединения в условиях циклического нагружения ий-за невозможности глубины проплавления более, чем на толщину стенки ввариваемой трубы. Наиболее близок к предлагаемому по технической сущности способ сварки труб с трубной доской.с применением заглушек, которые после сварки рассверливаются на внутренний диаметр труб 2. Недостатком известного способа является низкая надежность сварных соединений трубы с трубной доской, работакнцих в условиях термоциклических нагружений, вследствие малой площади поверхности сплавления трубы с трубной доской, равной площади поперечного сечения трубы, и значительной разницы свариваемых толщин в месте соединения. Цель изобретения - повьиаение надежности работы соединения при термоциклических и вибрационных нагрузках. Указанная цель достигается тем, что в способе сварки труб с трубной доской с применением заглушек, которые после сваркк рассверливаются на внутренний диаметр труб, заглушки выполняют в виде стаканов, приваривают их встык к трубам, а затем осущетвляют сварку, стаканов с трубной доской, при этом стенки .стаканов проплавляют HP. величину,не меньшую толщины (f труб, а дно - не менее, чем 1,5 сГ.
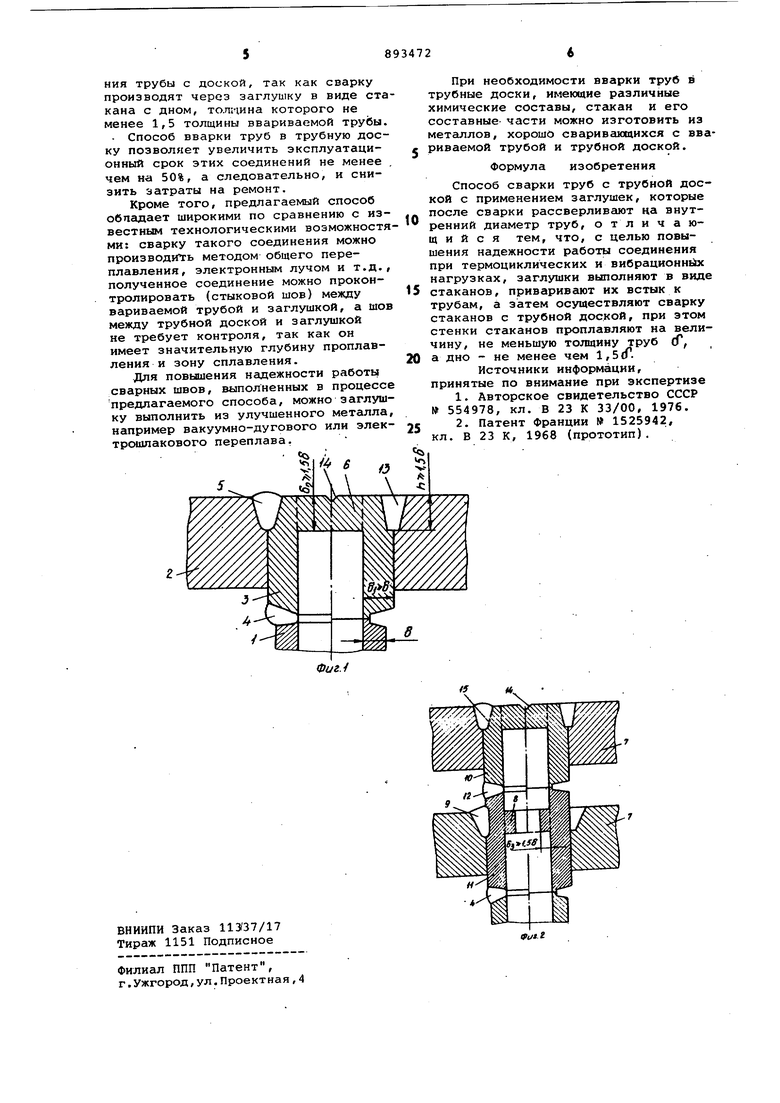
На фиг. 1 показано сечение соединения трубы с одинарной трубной доской; на фиг. 2 - сечение трубы с двойной трубной доской.
На фиг. 1 и 2 обозначены: вва- риваемая труба 1; одинарная трубная доска 2; заглушка в виде стака-г на 3 с дном; стыковой шов 4, соединяющий трубу со стаканом; основной шов 5, соединяющий заглушку-стакан с трубной доской; удаляемая часть 6 стакана; толщина сГ ввариваемой трубы; толщина сГ дна стакана на месте основного шва; толщина djji стакана в месте сварки его с трубой; глубина h проплавления основного шв двойная трубная доска 7; кольцевой бурт 8; толщина из кольцевого бурта шов 9, соединяющий стакан с двойной трубной доской; детали заглушки,состоящей из двух частей 10 и 11, для двойной трубной доски; шов 12, соединяющий части заглушки;разделка 13 кромок для сварки основного шва; центриругадий конус 14;поверхность 15 сплавления шва трубой.
Способ сварки труб в трубной доске осуществляется следуквдим образом.
Изготавливают заглушки в виде стакана 3. Трубу 1 с толщиной стенки сГ сваривают стыковым швом 4 со стаканом 3, имеющим в месте сварки с трубой 1 толщину равнум или больше-толщины стенки (f трубы ((Л
7/(f).
Качество шва 4 контролируют необходимым способом, например рентгенопросвечиваниём, цветной дефектоскопией и т.д. Затем вставляют трубу 1 с приваренным стаканом 3 в одинарную трубную доску 2, располагая торец стакана 3 вровень с поверх.ностью трубной доски 2.
Собранное соединение сваривают основным .швом 5, соединяющим стакан 3 с трубной доской 2, например) вольфрамовым электродом без присадочной проволоки в среде защитных газов, электронным лучом, переплавляя мета трубной доски 2 и стакана 3. Возможна также сварка вольфрамовым электрдом с присадочной пррволокой или плвящимся электродом..
В этом случае для обеспечения заданной глубины проплавления h не менее полутора толщины ввариваемой трубы h 1,5 (Г выполняют необходимую разделку 13 кромок.
Для обеспечения необходимой глубины проплавления и количества слоев при выполнении сварки подбирают соответствующие технологические режимы.
После окончания основного шва 5 удаляют часть 6 дна стакана,равную внутреннему диаметру ввариваемой трубы, сверлением или расточкой.
Точность рассверловки или расточки обеспечивают за счет выполнения в донышке стакана 3 центрирующего отверстия или конуса 14 при изготовлении стакана 3.
В случае вварки трубы 1 в двойную трубную доску 7 в стакане 3 из, нутри на уровне основного шва 9 второй трубной доски 7 выполняют кольцевой бурт 8 толщиной (f-3 равной по крайней мере 1,5 сГ ввариваемой трубы 1. В этом случае для упрощения возможно изготовление стакана из двух частей 10 и 11, свариваемых между собой швом 12 и привариваемых к трубе 1 швом 4.
П р и м е р. Сваривают трубы 1 из стали 12Х18Н10Т диаметром 22 мм с толщиной стенки 2,5 мм с трубной доской 2 из этой же стали толщиной 40 мм. Предварительно трубу 1 из стали 12Х18Н10Т со стаканом 3 из стали 12Х18Н10Т автоматом в поворотном положении, сваренный шов 4 контролируют рентгенопросвечиванием. Стакан 3 изготовляют с толщиной стенки (f равной 5 мм, а -в месте сварки основного шва 5 - с толщиной стенки (fi равной 15 мм.
Трубу 1 с приваренным стаканом 3 устанавливают в отверстие трубной доски 2 таким образом, чтобы донышко стакана 3 было на одном уровне с поверхностью трубной доски 2.
Основной шов 5 сваривают с разделкой 13 кромок, имеющей скосы кромок под углом 15 и глубину разделки h 15 мм с площадкой в корне разделки шириной 3 мм. Заполнение разделки 13 осуществляют аргонодуговой ев арко с присадочной проволокой марки СВ-04Х19Н11МЗ. Режимы сварки: сварочный ток 120 А, напряжение дуги 12 В. Диаметр присадочной проволоки 20 мм.
После сварки выполняют удаление сверлением части б дна стакана, равной внутреннему диаметру ввариваемой трубы 1. . Полученное соединение испытывают на плотность и прочность гидравлическим давлением, металлографическими исследованиями и термоциклическими нагружениями (нагрев до в течение 0,5 ч, вьщержка при этой температуре один час, охлаждение в воде). Количество циклов 200.
Проведенными испытаниями получены положительные результаты. Трещины и другие дефекты в сварных соединениях отсуствуют.
Таким образом, предлагаемый способ позволяет повысить надежность работы сварного соединения при термоциклических и вибрационных нагрузках за счет увеличения зоны сплабле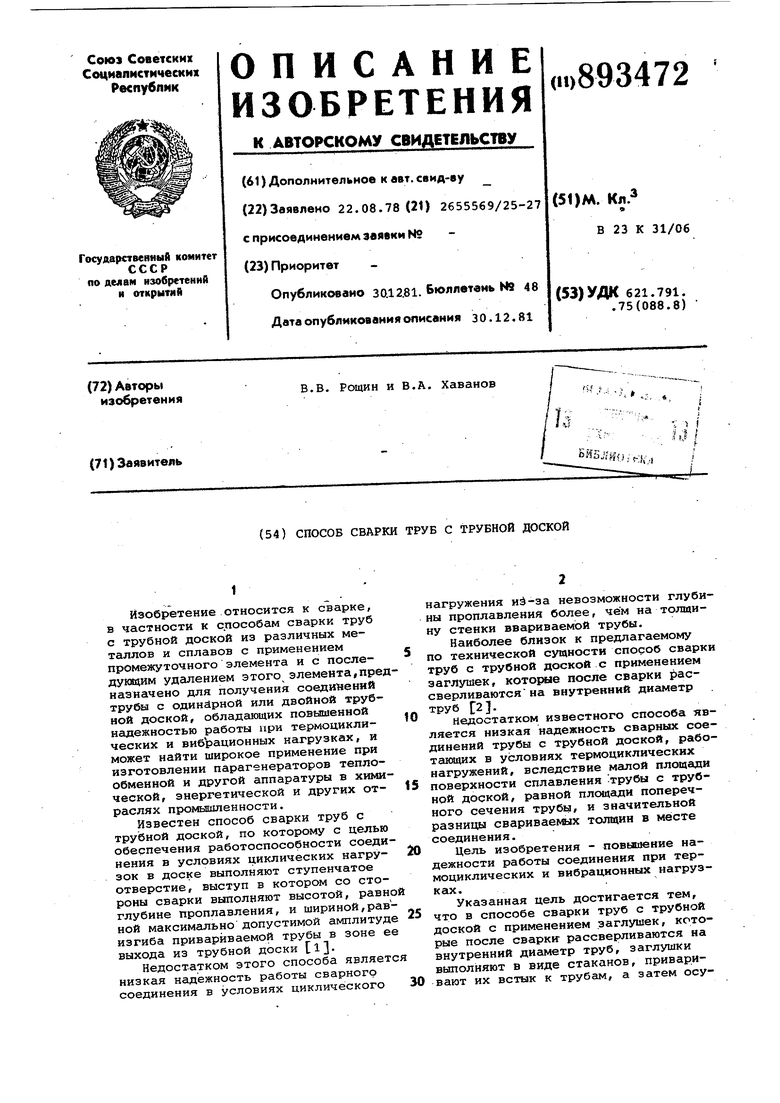

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки труб с трубными досками | 1977 |
|
SU709298A1 |
| Способ дуговой многопроходной сварки труб | 1983 |
|
SU1143554A1 |
| Способ автоматической приварки труб к трубным доскам | 1980 |
|
SU893474A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ С НАПЫЛЕНИЕМ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2688350C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| Способ сварки труб с трубной решеткой | 1981 |
|
SU1007881A1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1995 |
|
RU2098247C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
